铣豆动力头
2020-04-24齐重数控装备股份有限公司黑龙江齐齐哈尔161005陈栋梁马树军
■ 齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161005) 陈栋梁 马树军
板材的生产是通过轧钢机的两对轧辊,相反转动将柱形钢料挤压而成。板材根据不同的使用要求又分为很多种,包括一般结构钢板、焊接结构用耐候钢板、花纹钢板、桥梁用钢板和船体结构用钢板。其中在生活中常见的是一般结构钢板和花纹钢板,加工一般结构钢板的两个轧辊外表面为标准的圆柱面,而加工花纹钢板的两个轧辊表面上就均匀地分布着菱形的凹槽,加工此凹槽一般用专用机床,结构复杂,制造成本高,为了降低制造成本,研发了一种在车床上使用的铣豆动力头,其以独立的附件形式把合在数控卧式车床的刀架前端,动力头有两个工作位置,由人工手动将动力头锁定,通过程序控制数控卧式车床主轴的分度及刀架的进给,完成菱形凹槽的铣削加工——铣豆。
1. 铣豆动力头的工作原理
铣削箱体可以在一个固定支座上旋转,在固定支座的左、右45°位置各有一个机械挡块,铣削箱体在左、右位置时被机械挡块定死,锁紧箱体螺钉,在铣削箱体内装有降速齿轮、铣削主轴及扁豆铣刀,铣削电动机安装在铣削箱体外侧,与箱体内的降速齿轮联接,装置中传动齿轮部分的润滑采用的是手动润滑方式。
2. 结构组成
铣豆动力头如图1、图2所示。
固定支座通过螺栓把合在数控卧式车床的上刀架前端面上,滚针轴承外环安装于固定支座内并通过法兰盘将外环固定,法兰轴将滚针轴承内环固定在铣削箱体上,圆弧齿条把合在固定支座上,转度蜗杆固定在铣削箱体上,通过扳手转动转度蜗杆带动铣削箱体旋转。当旋转挡块与固定挡块接触时为其中一个工作位置,此时指针指示的旋转角度为45°。用扳手拧紧4个T形槽螺钉,联接铣削电动机,起动电动机,按照数控程序进行加工,分度完成后,X轴进给铣豆→X轴后退→Z轴移动→X轴进给铣豆,以此往复,直至将轧辊全长的一个方向的铣削加工完成,退回上刀架到0位。将铣削箱体的4个T形槽螺钉放松,扳手转动转度蜗杆带动铣削箱体反向旋转,当旋转挡块与固定挡块接触时为另一个工作位置,此时指针指示的旋转角度为45°。用扳手拧紧4个T形槽螺钉,起动电动机,按照数控程序进行加工,分度完成后,X轴进给铣豆→X轴后退→Z轴移动→X轴进给铣豆,以此往复,直至将轧辊全长的一个方向的铣削加工完成,退回上刀架到0位。此时轧辊加工完毕。
铣削箱体上安装有端板,铣削电动机把合在端板上,电动机通过键15与齿轮轴联结,齿轮轴前段安装有圆锥滚子轴承13,后端同样有圆锥滚子轴承支撑,齿轮轴与齿轮啮合,齿轮通过键19与铣削主轴联结,传动轴由3个轴承支撑,分别是尾端的球轴承18,圆锥滚子轴承21和22,传动轴前端设置有密封法兰。铣削主轴有部分悬在箱体之外,用于安装扁豆铣刀,扁豆铣刀通过锁紧螺母锁紧,通过键24与铣削主轴联结,为了抵抗铣削的抗力,在铣削主轴端头设置有支撑法兰,在支撑法兰内安装有球轴承28与铣削主轴联接。

图1 铣豆动力头内部结构
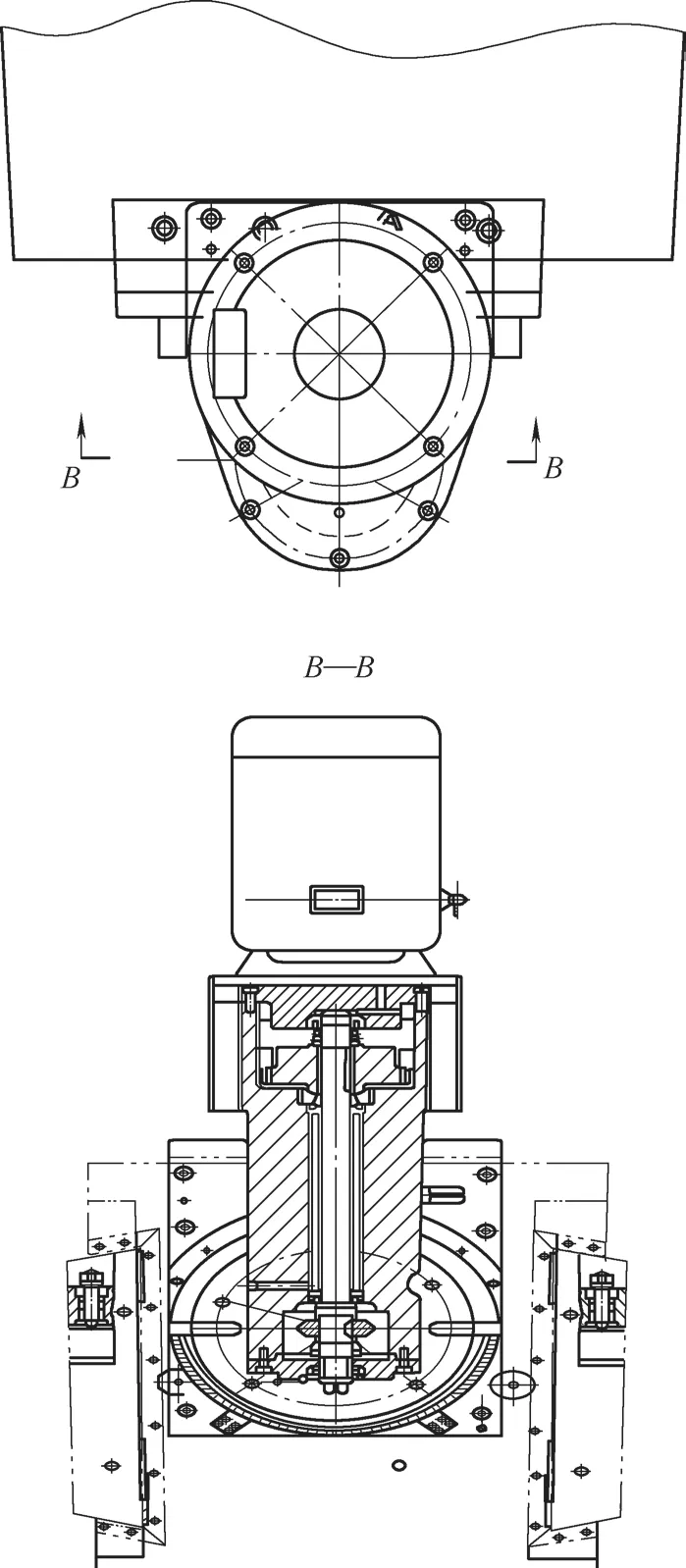
图2 铣豆动力头外观
当更换铣刀时将支撑法兰连带球轴承28一同拆下,将锁紧螺母拆下便可拆下扁豆铣刀,更换新铣刀。
3. 应用实例
在为某公司设计的数控重型卧式车床上就应用了该铣豆动力头,在该数控重型卧式车床的设计之初并没有铣豆动力头,用户使用了几年后,为提高在轧辊上铣豆的效率,特与我公司协商讨论,是否能够在原卧式车床上增加可以加工扁豆的装置,并给我公司提出具体的要求。通过我公司的研究试制,最终定型为此种铣豆动力头,此动力头的铣削电动机为4kW的变频电动机,齿轮降速比为18∶74,同时配备了铣削用的喷雾冷却装置,并提供给用户使用,实际验证完全满足要求。在用户没有很大资金投入的情况下,卧式车床增加了一项功能,并且大大的提高了加工效率,达到了令人满意的效果。
4. 结语
设计此种铣削动力头时需根据扁豆的大小计算确定铣削电动机的功率及转速,确定扁豆铣刀的直径,更应注意当铣削箱体旋转45°后,待加工轧辊的切削截面形状尺寸都将发生变化,铣削箱体不得与工件干涉。另外此动力头需要卧式车床主轴箱有分度功能来配合使用。此铣豆动力头使零件铣豆加工的效率提高了3倍,且制造成本低廉,对同类设计具有参考作用。
