气缸套翻边旋压机床的设计及应用
2020-04-24山东普利森集团有限公司山东德州253076赵海院梁斌顺
■ 山东普利森集团有限公司 (山东德州 253076) 赵海院 曹 健 梁斌顺 张 辉
1. 零件加工难点
图1所示为某汽车配件有限公司生产的柴油机气缸套零件,图2所示为零件毛坯,毛坯为φ96mm×2mm的无缝钢管,材料为25钢,通过无心磨床进行外圆磨削,达到外圆φ95.3+0.03+0mm尺寸。
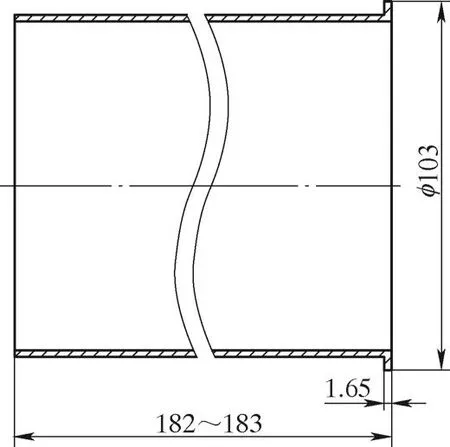
图1 零件
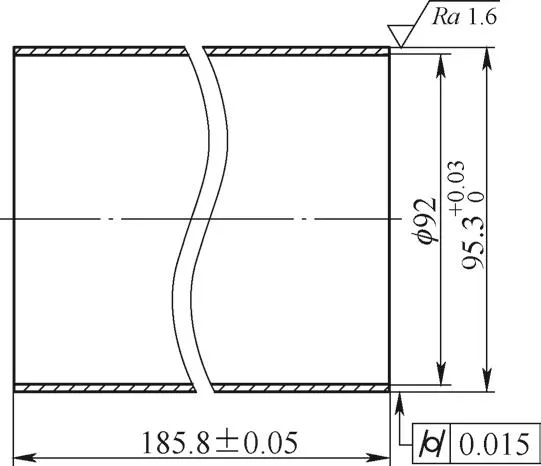
图2 零件毛坯
该零件翻边工序的原加工方式是采用冲压成形。这种零件批量较大,高达3%~5%的废品率主要是由翻边这道工序引起的。该公司委托我公司对其工艺进行改进,对所需设备进行设计制造,要求控制好设备成本。我公司提出由冲压成形改为旋压成形,在公司原有大口径数控车床的基础上改进设计,完成了设备的研制生产,交付用户使用,达到了预期目标。
2. 总体设计方案
考虑成本及交货周期,本机床主体结构采用我公司成熟的CKD6140简易数控车床结构,对工装夹具及刀具进行重新设计,以实现机床所需功能。
(1)工装夹具的设计 本工件属于薄壁套类零件,采用端面和外圆定位,弹簧胀套胀紧。如图3所示,拉杆推出位置为放松状态,此时操作者将工件毛坯推入工装,需辅助一定的推力,使工件毛坯内端面靠紧定位面,通过脚踏开关控制电磁阀液压回转油缸动作,拉动拉杆,带动锥堵,使弹簧胀套胀开,与外定位套将工件毛坯夹紧。旋压加工完成后,回转油缸动作,推动拉杆,带动锥堵,使弹簧胀套复位,将工件放松,同时推盘将工件推出一定的间隙,方便操作者抓取卸下工件。
图3 工装夹具结构
(2)刀具的设计 如图4所示,45°旋压头和90°旋压头把合安装在机床滑板上,通过滑板的X向进给可实现刀具的快速转换,滑板的Z向进给可保证足够的旋压力。旋压翻边分两步,第一步成45°喇叭口状,第二步成90°直角状。旋压头经淬火处理,且为回转结构,耐用度高。
3. 结语
与原冲压加工方案比较,本方案具有如下优点:
(1)保证工件的加工精度,稳定大批量工件的加工质量 翻边根部直径差可以控制在0.1mm内,产品外观平整,无毛刺,可满足下道工序加工要求。
(2)加工成本大大降低 专用机床是在成熟的CKD6140B×1m简易数控车床基础上改制而成,成本较低。
(3)高效 改善了员工的工作环境,提高了工作效率。
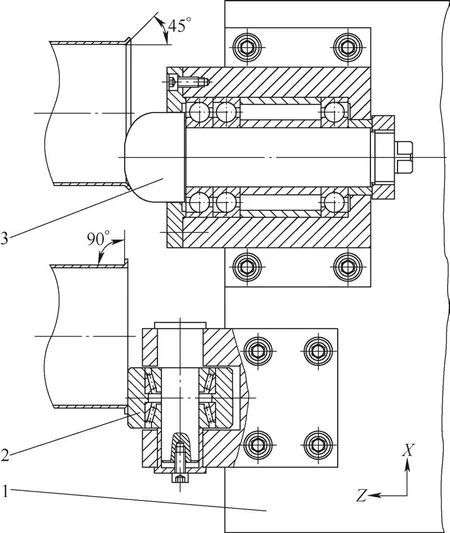
图4 旋压刀具的结构及布置
