海洋核动力平台反应堆压力容器接管安全端焊接工艺研究
2020-04-24刘泽锋吴文鸿平萍陈志恢
刘泽锋,吴文鸿,平萍,陈志恢
太原重工股份有限公司 山西太原 030024
1 序言
随着海洋资源开发提速和海洋战略的实施,以及核电技术不断发展和设计建造经验的成熟,作为海上能源保障装备的海洋核动力平台的优势已经凸显,吸引了诸多海洋大国的关注。海洋核动力平台是采用核动力舰船反应堆,并在此基础上结合海洋战略的能源需求、新法规标准要求、小堆领域的多项改进优化,使其具备三代核电核安全特征的军民融合项目[1]。
反应堆压力容器是海洋核动力平台的核心设备,它不仅要克服高温高压及腐蚀性流体的冲刷,还要承受海浪、海风及海流等海洋环境的扰动。这要求它不但要保证结构完整和性能可靠,所选用的材料需具有高韧性、高耐蚀性及抗疲劳性能。接管与安全端之间的异种金属焊缝属于反应堆压力容器整个结构中的薄弱部位,不仅结构规格小,且两种材料的线膨胀系数相差极大,在海洋摇摆环境下长时间的高温服役容易产生应力腐蚀裂纹和性能降低。本文从海洋核动力平台反应堆压力容器焊接结构、材料选型、焊接工艺和工艺评定等方面进行研究,确保焊缝的质量满足设计要求。
2 焊接结构
接管与安全端焊接接头属于一种特殊的焊接结构,反应堆压力容器接管材质为低合金钢SA-508 Gr.3 Cl.1,安全端材质为不锈钢SA-182 F321LN。由于海洋核动力平台反应堆压力容器结构小型化,这个焊接结构制造难度大,异种金属的焊接容易产生缺陷,焊接中复杂的热循环会引起较高的焊接残余应力和低韧性组织,在设备运行中极易产生腐蚀疲劳开裂[2-3]。
接管与安全端焊接时需先在靠近端面的接管内壁和端面堆焊镍基隔离层,经消应力处理及无损检测合格后,与不锈钢安全端进行对接,将二者的异种金属焊接转变为不锈钢的对接焊。海洋核动力平台接管与安全端的焊接结构如图1所示。

图1 接管与安全端焊接结构
3 材料选型
接管侧母材为SA-508 Gr.3 Cl.1,接管内壁堆焊ER309L+ER308L的不锈钢堆焊层,在接管端面及靠近端面的内壁堆焊Inconel 690镍基堆焊层。安全端侧母材为SA-182 F321LN,与接管侧隔离层对接焊,熔覆金属为Inconel 690。
在焊接材料选型时选用热膨胀系数低的Inconel 690合金,这样可以减少焊接接头中因线膨胀突变而产生的热应力,可以有效抑制熔合区的碳迁移。镍基合金可以消除马氏体与类马氏体组织,使得焊接接头性能得到改善,在高温下不会因应力作用产生脆变。焊材选用美国超合金公司的Inconel 52M,焊丝的主要化学成分见表1。
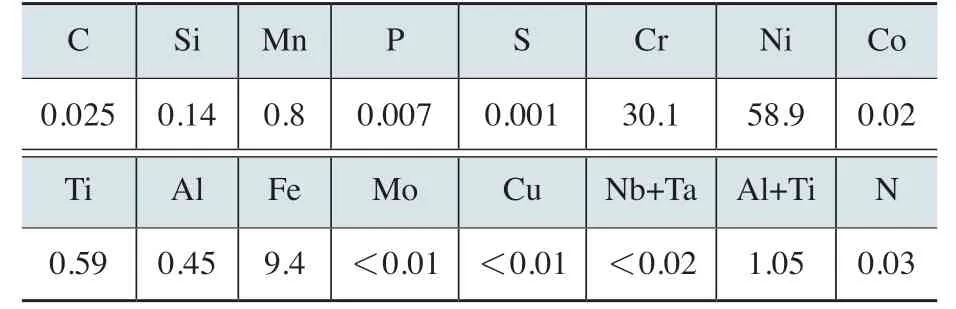
表1 Inconel 52M镍基焊丝化学成分(质量分数)(%)
4 焊接工艺
海洋核动力平台反应堆压力容器接管与安全端规格小,其焊接工艺有两种:一种是采用小管径氩弧焊接堆焊接管内壁不锈钢和镍基隔离层;另一种是采用全位置热丝TIG焊机实现镍基对接焊。
4.1 接管预堆焊工艺
1)堆焊镍基材料前清理接管内壁,并进行100%P T检测。堆焊层前3.2m m最低预热温度121℃,最高层间温度250℃;其余层最低预热温度10℃,最高层间温度177℃。
2)焊接设备采用POLYSOUDE全自动无限回转小管径氩弧焊机,焊丝φ0.9mm,保护气为99.999%的高纯氩,堆焊参数见表2。
3)当焊接中断或完成时,对焊缝立即执行后热或中间热处理。后热温度为232~400℃,保温至少4h;中间热处理温度为595~620℃,保温至少1h。
4)隔离层堆焊并热处理后,进行100%PT及100%UT检测。
4.2 接管与安全端对接焊工艺
1)对接焊采用“插装式”装配,预留10mm的机械加工裕量,焊接过程中使用不锈钢丝刷和铝基无铁砂轮对每道、每层进行清理打磨,并对首层和每两层焊缝进行PT检测,预防弧坑裂纹等焊接缺陷。
2)焊接设备采用POLYSOUDE全位置热丝TIG焊机,焊丝φ0.9mm,保护气为99.999%的高纯氩,对接焊参数见表3。
3)焊接时严格控制焊缝温度,最低预热温度10℃,最高层间温度177℃。
4)焊后对焊缝内表面进行加工,并对焊缝进行100%RT、UT、PT检测。

表2 接管预堆焊参数

表3 对接焊缝焊接参数

表4 冲击性能试验结果(AWS B4.0M—2000)
5 工艺评定
性能试验结果见表4~表6。根据海洋核动力平台反应堆压力容器设备技术规格书及工艺评定的要求,对接管与安全端的焊缝做了工艺评定,焊缝的RT、UT、PT检测满足相应规格书要求,对评定试件进行了解剖性能试验,镍基隔离层和对接焊缝的化学成分符合设备技术文件要求,性能全部满足设计要求。

表5 拉伸性能试验结果(AWS B4.0M—2000 / ASTM E21—1998)

表6 弯曲试验结果(ASME QW-162)
6 结束语
通过采用上述焊接材料和焊接工艺,工艺评定结果满足设计技术文件对焊缝质量和性能的要求,这代表此种焊接工艺已能满足海洋核动力平台反应堆压力容器接管与安全端,保证了反应堆压力容器的性能可靠,为此类结构的生产制造积累了宝贵的经验,达到了国内外先进水平。
