智能型真空渗碳技术的推广应用
2020-04-24郭春华孙强
郭春华,孙强
北京华海中谊节能科技股份有限公司 北京 102600
1 序言
真空渗碳技术美国于1950年进行研究,1960年申请专利,真空渗碳技术初见端倪。1972年Hayes Co.发表了这项技术,促进了真空渗碳技术的应用和发展,美国、日本等国竞相研制和开发真空渗碳炉设备。
目前,大部分渗碳处理采用可控气氛渗碳技术,但仍存在其无法克服的弊端。例如,可控气氛渗碳无法解决表面内氧化、高温渗碳层及深孔或盲孔渗碳等问题,气体渗碳也难以对不锈钢、高合金钢进行渗碳等。而真空渗碳时,渗碳件被均匀加热到渗碳温度后,才通入渗碳气体开始渗碳,并在渗碳过程中采用脉冲渗碳,因此渗碳层深度和表面碳含量都很均匀,渗碳层组织非常优异,不存在网状碳化物和晶间氧化的问题。
自20世纪以来,低压渗碳技术已日趋成熟,其优越的工艺性,如无氧化、无炭黑、变形小、效率高、能耗低以及产品品质优良等优点受到越来越多客户的青睐,华海中谊已为近20家不同产品客户提供真空渗碳炉配套服务,并受到客户的一致好评。
2 华海中谊低压真空渗碳设备的特点[1]
1)低压真空渗碳,可以大幅度降低生产成本,提高设备利用率。这是由于低压真空渗碳的气氛非常简单,强渗期仅需乙炔,扩散期仅需氮气,且压力非常低,因此使用气氛的成本显著降低。另外,由于低压渗碳设备和工艺的特点,可进行高温渗碳,因此适当提高渗碳温度,可以大大缩短渗碳时间。
2)由于低压真空渗碳的控制系统能够对渗碳工艺进行精确控制,因此所处理工件有良好的重复性,且工件变形小,表面光亮,无需渗碳后再进行机械加工。
3)低压真空渗碳技术有更大的灵活性,其设备可以作为独立设备,也可以与冷加工连成一条生产线。设备本身既可以是周期式的,适合小批量、多品种的生产情况,也可以是连续式的 ,由多个加热渗碳室、气淬室、油淬室、进出料机构、真空系统及工件自动运输系统等组成,适合大批量生产情况。另外,开炉,停炉非常简单,每炉开炉只需半小时即可进入工作状态。
4)低压真空渗碳采用冷壁真空技术,无点火装置,无失火危险,无污染,洁净,安全,设备操作简单,维修容易。
5)北京华海中谊节能科技股份有限公司的“智能型真空渗碳淬火炉” 2011年获得热处理行业进步二等奖;工业和信息化部2011年第42号公告的节能机电设备(产品)推荐目录(第三批);国家发展和改革委员会2013年12月的国家重点节能技术(第六批)。智能型真空渗碳淬火炉通过计算机控制系统使真空渗碳淬火实现智能化生产。智能型真空渗碳淬火炉计算机控制系统具有工艺专家系统,可以根据工件材料特性和工件渗碳要求等初始参数模拟生成真空渗碳工艺。计算机控制系统根据工艺文件实现真空渗碳淬火全过程自动控制,包括温度控制、压力脉冲控制、渗碳气体脉件控制、时间控制、工艺段控制等,实现生产过程的自动化,其特点见表1。生产线现场实物如图1所示,平面布局如图2所示。

图1 生产线现场实物
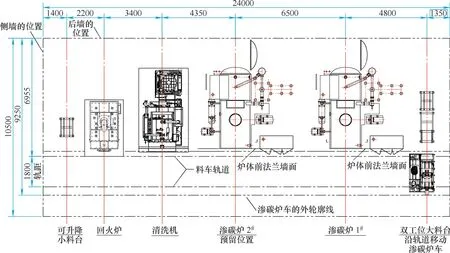
图2 平面布局
表1 智能型真空渗碳淬火炉特点
3 低压真空渗碳工艺特点[1]
1)低压真空渗碳压力远低于大气压,常用的压力是300~2500Pa,以避免炭黑的产生,渗碳速度快,产品表面洁净。
2)乙炔(C2H2)作为渗碳气体,与工件表面接触时才分解,裂解产生了活性碳原子,渗速快,穿透力强。
3)在低压真空渗碳中,羟类气体的裂解是非平衡反应,意味着钢表面很快能达到奥氏体中的碳饱和水平。通过重复多个强渗和扩散过程,能够获得希望得到的碳分布和渗层深度。
4)低压真空渗碳工艺的控制是基于扩散理论的“奥氏体碳含量饱和值控制法”,即整个渗碳过程为脉冲式循环模式的渗碳原则,由数个渗碳程序集合组成,每个渗碳程序包括强渗和扩散两个阶段。确定每个子渗碳程序的个数和每个渗碳程序包括强渗期、扩散期时间,需要依据材料的成分、渗层深度和表面碳浓度的要求,在建立确定的数学模型后,利用计算机计算出来。
4 真空渗碳炉成功方案分享
笔者公司提供给中国台湾一客户的真空渗碳炉工艺过程规范实例。
1)技术要求:材料20CrMoH,脉冲式渗碳,渗层深度0.8mm,硬度58~62HRC。
2)设计工艺过程:前清洗→真空渗碳→油淬→清洗→深冷处理→回火。
3)可行性工艺方案:(920±5)℃渗碳,生产线总工艺时间约380min,其中渗碳淬火时间约240min,并最终达到技术要求。各工艺具体时间分布见表2。
真空渗碳采用脉冲式,即“强渗→扩散→强渗→扩散…”的循环模式,由10~12个脉冲完成。部分产品真空渗碳参考装料方式如图3所示,工艺曲线如图4所示,脉冲式渗碳介质流量如图5所示。
5 智能控制系统
采用笔者公司自行研发的工艺控制软件,实现了精确控制,保质、保量达到了预期结果,现场渗碳状况和工艺控制过程如图6所示。

图3 参考装料方式

图4 真空渗碳工艺曲线

图5 脉冲式渗碳介质流量
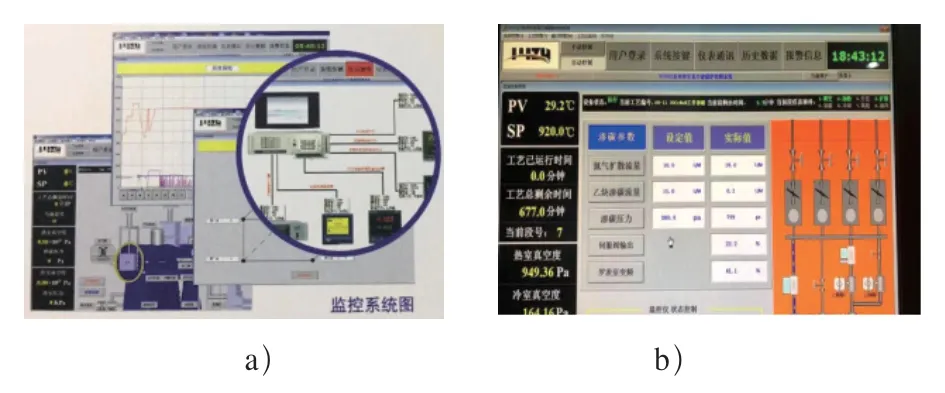
图6 现场渗碳状况和工艺控制过程

表2 真空渗碳炉工艺过程规范实例 (min)
6 热处理后质量检验
热处理中产品状态如图7a所示,热处理后产品随机取样如图7b所示,经4%硝酸酒精腐蚀形貌如图7c所示,按GB/T 9450—2005《钢件渗碳淬火硬化层深度的测定和校核》金相检验如图8所示,从零件表面到维氏硬度550HV0.3处的垂直距离作为硬化层深度,其检测结果见表3[2]。
从图8和表3中可看出,材料为20C r M o H的滑块渗碳层均匀,无晶界氧化,渗碳层深度均在0.75~0.81mm,表层硬度在距表面0.70mm处均>570HV0.3,经检验心部硬度均满足技术要求。从上面生产实践再次证明华海中谊VCOQ2-150真空渗碳油淬气冷炉体现出其独特的优势:
1)解决了工件晶界出现氧化层的难题,提高了渗碳件质量。
2)真空低压渗碳炉控制简便,节省成本,环保,工艺再现性好,可以实现表面碳含量均匀性(wC≤±0.05%),渗碳层深度偏差≤±0.05mm的高质量技术要求。
3)真空低压渗碳炉起动快、周期短,在工艺运行中只需要控制渗碳气体的压力和流量,大大提高了工艺控制过程效率。通过适当提高渗碳温度,可大幅缩短渗碳时间。

表3 产品样件渗层深度检测结果

图7 热处理过程质量检验
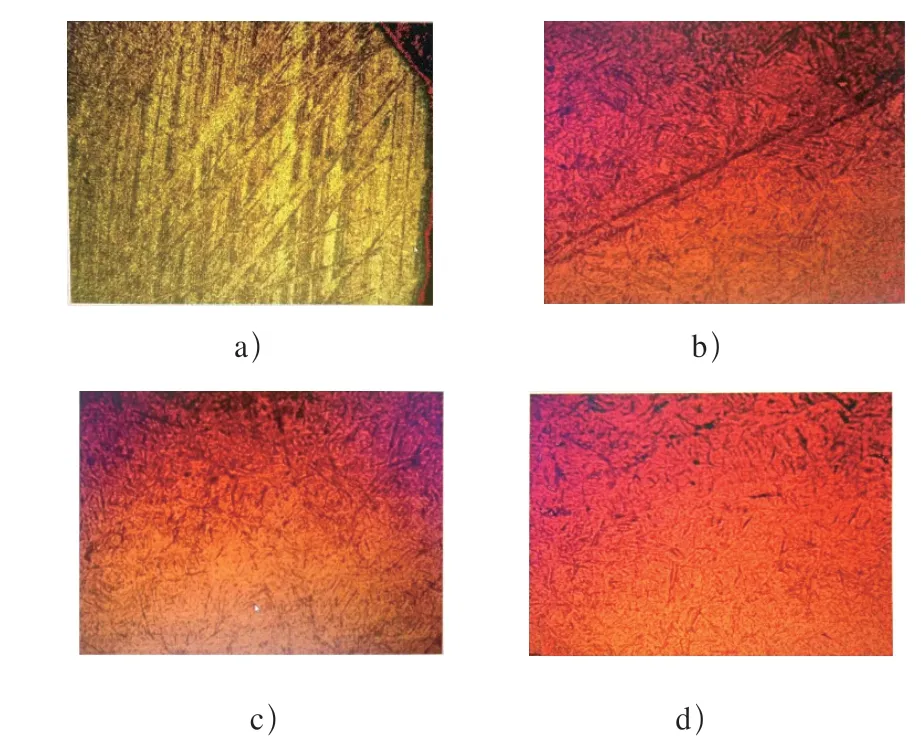
图8 20CrMoH钢真空渗碳产品样件显微组织
7 真空渗碳与可控气氛渗碳对比[3]
低压真空渗碳炉在运行成本方面有着很强大的优势:加热时间短、抽真空快速、渗碳气体使用量少、淬火效率高、更长的使用寿命和更低的保养成本,正是由于有着这样的优点,使得真空渗碳炉设备在市场上具有较大的竞争优势。该设备集真空渗碳和真空淬火于一体,仅一台设备就可实现客户的多种工艺要求,深得客户的青睐。华海中谊低压真空渗碳与普通可控气体渗碳比较见表4。

表4 低压真空渗碳与普通气体渗碳比较

(续)
8 结束语
低压真空渗碳作为一全新且成熟的渗碳技术,在欧洲、美国、日本等地已经在汽车、机械 、航空航天等领域获得了广泛的应用,呈现出逐渐替代可控气氛渗碳的趋势。尤其是在一些特定领域,更显示出其卓越的性能,如盲孔类零件的长型喷油嘴针阀体、销轴类零件的薄层渗碳、要求无内氧化渗碳、高合金钢和不锈钢渗碳等,这些工件用一般的可控气氛渗碳是比较困难的,而真空渗碳却可轻易地就能解决。低压真空渗碳炉在运行成本方面有着很强大的优势,使得真空渗碳设备在市场上具有较大的竞争力。随着低压真空渗碳工艺和真空渗碳炉制造技术的进一步提高,真空渗碳的应用领域将逐步推广。
