一种基于PLC及工业机器人的码垛工作站设计*
2020-04-22林子其郝建豹潘伟荣易焕银胡君增梁其金
林子其,郝建豹,潘伟荣,易焕银,胡君增,梁其金
(广东交通职业技术学院 机电工程学院,广东 广州510800)
“中国制造2025”提出,现代企业生产需不断引入新技术、新工艺,突出先进制造和高端装备,工业自动化水平向着智能化、网络化和集成化方向不断升级。工业机器人在转型升级中发挥着重要作用,企业对于工业机器人相关的应用的需求也越来越大[1-2]。
本文以物料自动输送及码垛控制为研究对象,以PLC控制器及工业机器人为核心,设计了一个基于PLC及工业机器人的码垛工作站系统。
1 系统方案设计
本工作站以PLC和工业机器人为核心,外加触摸屏、变频器、交流异步电机、传感器、物料仓及输送带传送机构等构成。系统方框图如图1所示。其中PLC采用西门子公司的S7-1200系列PLC,完成系统的主控制功能,一方面控制料仓推料和传输带送料,另一方面与工业机器人进行通讯,通知机器人取料进行码垛。工业机器人采用ABB公司的IRB120,实现物料的搬运码垛功能。触摸屏作为人机交互界面,上面设置按钮开关,输入输出接口及指示灯等,作为数据输入、系统控制及信息输出、指示系统当前状态等。系统上电工作时,按下启动按钮,PLC将控制整个流程自动运行。它通过料仓的传感器检测料仓是否有物料,如有物料则控制推料机构推料。然后启动变频器控制电机运行,电机带动传输带送料。当物料到达指定位置时,由物料到位传感器获取该信息,并发给PLC,PLC收到信息后发命令给变频器,控制传输带停止。同时PLC发送信息给工业机器人,通知机器人物料已经到位。工业机器人收到信号后即进行取料并实现码垛功能。
2 主要硬件选型
2.1 主控制器S7-1200PLC
本工作站选用西门子S7-1200系列的CPU1214C DC/DC/DC作为控制器。SIMATIC S7-1200是西门子推出的基于TIA Portal的小型PLC,它采用模块化和紧凑型设计,功能强大,适合各种应用场合,是目前工业化自动控制产品PLC的典型代表。
CPU1214C DC/DC/DC包含的主要资源如下:100 KB 工作存储器;24VDC 电源,板载 DI14 x 24VDC 漏型/源型,DQ10 x 24VDC 和 AI2;板载6个高速计数器和4路脉冲输出;支持信号板扩展板载 I/O;可扩展多达3个用于串行通信的通信模块及8个用于I/O扩展的信号模块;0.04ms/1000条指令;一个PROFINET接口,用于编程、HMI以及PLC间数据通信。本工作站PLC与触摸屏、变频器的连接都采用PROFINET接口。

图1 系统方框图
2.2 触摸屏
触摸屏具有简单易用、灵活性高、价格较低等特点,是当今社会进行人机界面交换的主要设备[3]。本工作站触摸屏选用西门子KTP700 Basic PN。KTP700 Basic是西门子第二代SIMATIC HMI精简系列面板,主要在小型或中型机器和设备中使用。它包含一个7寸 TFT 显示屏,800 x 480 像素,64K 色;8个功能键;1 x PROFINET接口,1 x USB接口。可采用TIA Portal软件进行组态与编程,操作简便。通过软件组态和触摸屏的设置,可使用触摸屏控制系统的启动和停止,并能监控系统的运行状态。
2.3 变频器
工作站的变频器采用的是西门子G120变频器,由变频器控制三相异步电动机输入电源的频率,从而调整电机转速,控制输送带速度。
SINAMICS G120是一种可满足多样化要求的模块化变频器,组件采用模块化设计,功率范围宽,0.55 kW ~ 250 kW,可组合出一种满足要求的理想变频器。该系列变频器提供有三种电压型号,可连接200V、400V和690V电网。另外,SINAMICS G120 还提供有一个功能全面的安全软件包。STARTER或SINAMICS Startdrive用于对安全功能进行调试。
2.4 工业机器人
工作站的工业机器人采用ABB的IRB120。 ABB工业机器人是市场上主流工业机器人品牌,而IRB 120是ABB新型第四代机器人家族的最新成员,也是迄今为止ABB制造的最小机器人。IRB 120具有敏捷、紧凑、轻量的特点,控制精度与路径精度俱优,是物料搬运与装配应用的理想选择。它广泛适用于电子、食品饮料、机械、太阳能、制药、医疗、研究等领域。
本工作站工业机器人与PLC之间的通讯采用IO通讯。
3 软件设计
主控制器PLC的软件采用TIA博途开发环境进行开发。TIA博途是西门子工业自动化集团发布的一款全新的全集成自动化软件。它是业内首个采用统一的工程组态和软件项目环境的自动化软件,几乎适用于所有自动化任务。借助该工程技术软件平台,用户能够快速、直观地开发和调试自动化系统。
工业机器人编程可以采用robotstudio软件离线编程或者使用机器人配套的示教器进行在线编程。
3.1 设备组态
设备组态的任务就是在设备视图和网络视图中,生成一个与实际的硬件系统对应的虚拟系统,PLC、HMI和PLC各模块的型号、订货号和版本号,模块的安装位置和设备之间的通信连接,都应与实际的硬件系统完全相同。此外还应设置模块的参数,即给参数赋值。
打开博途软件,新建项目,根据选择的硬件进行组态,组态的网络视图如图2所示。
CPU1214C与触摸屏及变频器均使用PROFINET互联。

图2 网络视图
3.2 PLC程序设计
PLC程序设计采用顺序控制的设计方法。工业控制中,许多场合要应用顺序控制的方式进行控制。所谓顺序控制,即生产过程按生产工艺要求的预先安排的顺序自动控制生产线。
本工作站中,PLC要控制系统进行自动送料。系统启动后,PLC通过传感器检测物料仓是否有料,如果有料,则控制推料机构推料,然后控制变频器启动电机,带动输送带送料。当物料到达指定位置后,PLC控制变频器停止电机运行。同时通知工业机器人物料已到位,然后等待机器人取料。当物料被取走后,PLC启动下一次送料流程。
根据顺序控制设计方法,先画出顺序功能图。顺序功能图是描述控制系统的控制过程、功能和特性的一种图形,也是设计可编程控制器的顺序控制程序的有力工具[4]。基本思想是将系统的一个工作周期分解成若干个顺序相连的阶段,即“步”。顺序功能图主要有步、有向连线、转换和转换条件及动作(或命令)组成。本工作站的顺序功能图如图3所示。
根据顺序功能图进行编程。采用结构化的编程方法,建立一个函数块,编写程序如图4(a),图4(b),图4(c),图4(d)所示。
该函数块还包含了变频器启停控制及调速控制程序,由PLC通过PROFINET接口向变频器发送控制字和数据进行控制。限于编幅,这里就不再附上。该函数块编写后需要在main OB块中调用,它才会被执行。
PLC还通过PROFINET和触摸屏通讯,触摸屏上面设置按钮开关,IO接口,及指示灯指示系统状态。触摸屏画面如图5所示。
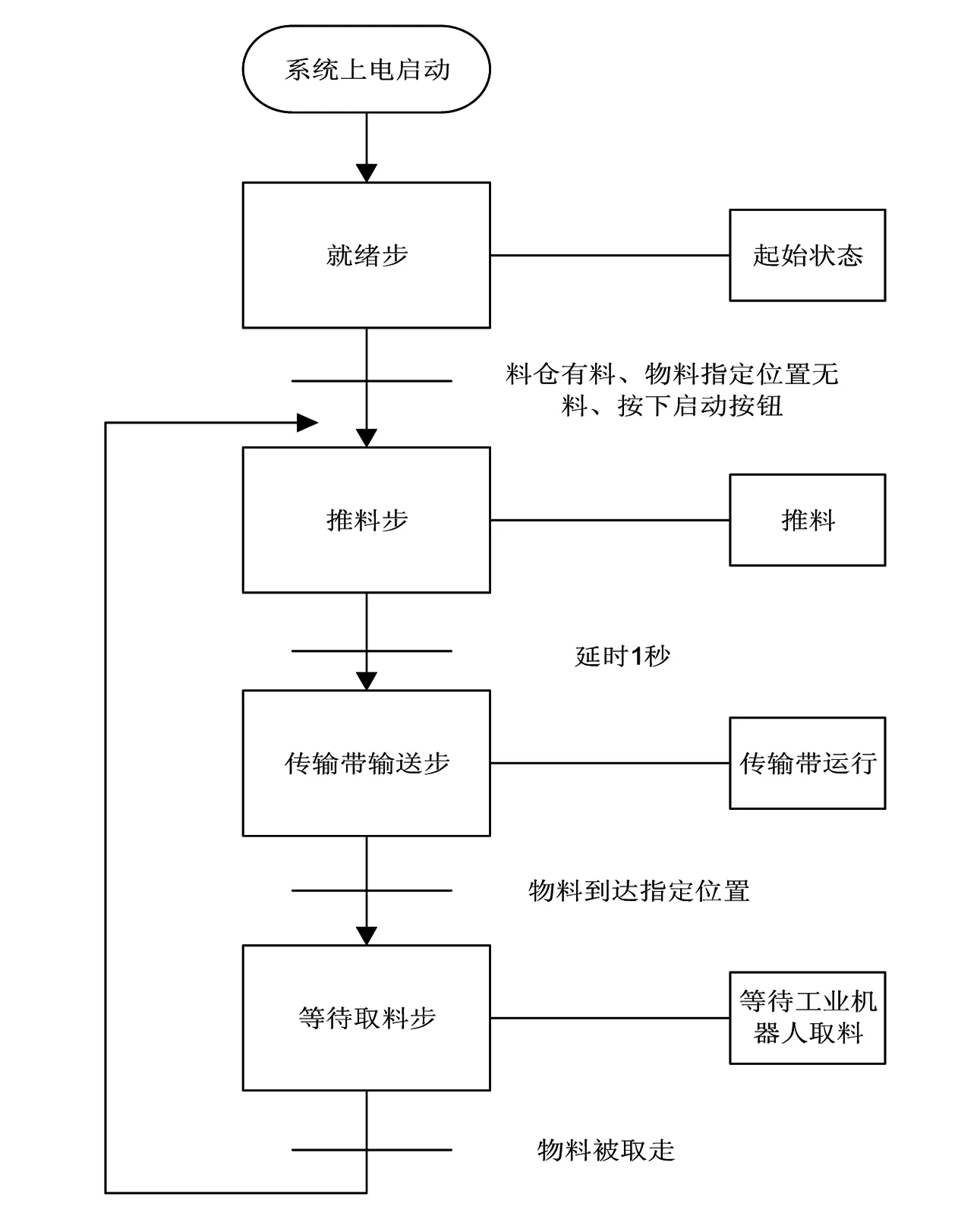
图3 顺序功能图
3.3 工业机器人的程序设计
工业机器人实现码垛功能。当机器人接到物料到位信号后就开始执行取料码垛程序。机器人的程序主要包含下面几个函数:机器人初始化函数init(),取料函数pick(),放料函数place(),计算物料位置函数positioncacul()。
(1) 初始化函数init()主要是让工业机器人回到Home点,并初始化夹具状态及码垛物料计数的变量值。例程如下所示。
PROC init()
Reset do5; !松开夹具

图4 程序梯形图
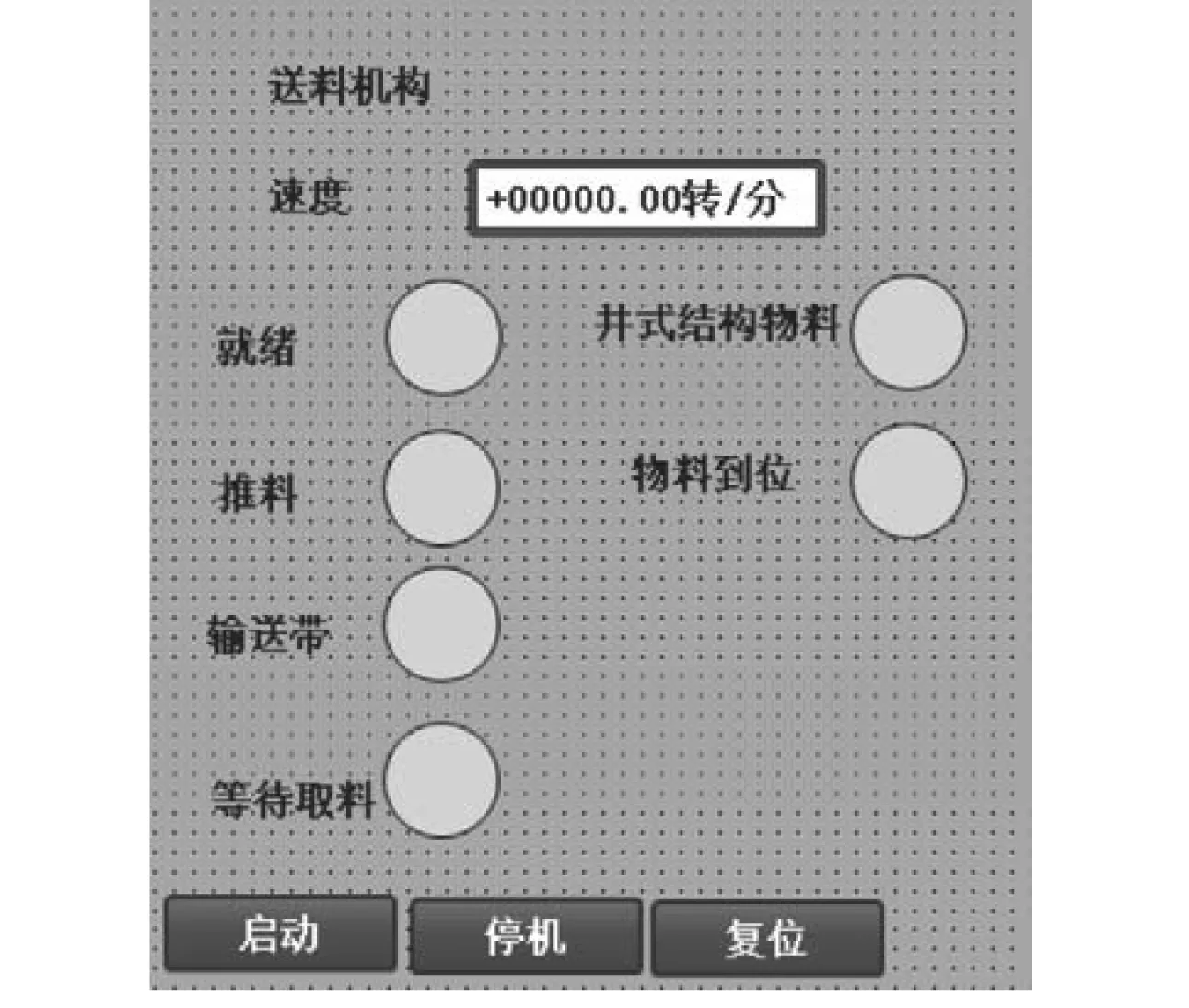
图5 触摸屏画面设置
MoveJphome, v200, z50, tool0; !回预设的原点
ENDPROC
(2) 取料函数是控制机器人移动到物料指定位置取料。例程如下所示。
PROC pick()
MoveJ Offs(pickbase,0,0,100), v300, fine, tool0; !移动到取料位置上方100mm处
MoveLpickbase, v100, fine, tool0; !移动到取料位置
Set do5; !夹具加紧取料
WaitTime0.5; !延时0.5S
GripLoadloadfull; !加载物料重量
MoveL Offs(pickbase,0,0,100), v200, fine, tool0;
ENDPROC
(3) 放料函数place()控制机器人移动到物料放置处放置物料。例程如下所示。
PROC place()
MoveJ Offs(placepos,0,0,200), v200, fine, tool0; !移动到放置位置上方200mm处
MoveLplacepos, v100, fine, tool0; !移动到放置位置
Reset do5; !松开夹具
WaitTime0.5; !延时0.5S
Griploadloadempty; !加载空载重量
MoveL Offs(placepos,0,0,200), v200, fine, tool0;
ENDPROC
(4) 计算物料位置函数positioncacul()是计算每次需要放置的物料的位置值。码垛物料一般奇数层和偶数层的物料要改变一个方向,如旋转90°。可以示教第一个物料的水平位置值和垂直位置值,然后其他的位置使用这两个值进行偏移计算得出。
然后在主函数中分别调用这几个函数。以一个码垛两层,每层5个物料,共10个物料的码垛为例,主函数如下所示。
PROC main()
init;
WHILE true DO
IF di2 = 1 THEN !物料到位信号为真
IF numplace<= 10 THEN !物料数量小于等于10 positioncacul;
pick;
place;
ENDIF
ENDIF
WaitTime 0.3; !延时0.3S,防止CPU过热
ENDWHILE
ENDPROC
4 结语
随着自动化技术的发展,PLC 及工业机器人技术和产品的应用越来越广泛。本文设计的工作站,利用S7-1200PLC作为系统的控制中心,使用PROFINET接口与触摸屏、变频器进行通讯及控制;使用数字IO与工业机器人进行互联,实现了物料的自动输送、搬运、码垛的功能。机器人的工作过程如图6所示。

图6 机器人码垛过程
本系统稍做修改即可应用到其他各种类型物料的码垛。可根据具体的应用,示教不同的机器人Home点、取料位置及放料位置,同时也可以根据实际需要修改程序中码垛物料的数量,使系统满足实际要求。机器人码垛都可以采用这种思路编程,软件的可移植性好,适用性强。经连续多次运行,系统稳定,安全可靠,未发现任何问题。