邯宝炼铁厂1#高炉长寿的研究
2020-04-22黄京昌夏万顺
黄京昌,夏万顺,袁 杰
(河钢集团邯钢公司邯宝炼铁厂,河北 邯郸 056015)
邯宝炼铁厂1#高炉于2008年4月18日开炉,炉龄已近10年,目前高炉各段冷却壁无损坏,但随着投产时间的延长,高炉炉缸耐材逐步侵蚀,炉缸侧壁温度自2013年3月起7.494m及8.538m处局部测温点温度均出现快速升高的状况,严重威胁了高炉寿命和高炉的安全生产。从2014年开始,1#高炉采取了下列措施:①上部装料制度和下部送风制度的不断摸索和调整,制定炉腹煤气量的控制区间等技术措施,实现了合理、稳定的煤气流分布,提高了炉缸的活度;②控制入炉碱金属及锌负荷,制定控制标准;③实施制度化出铁模式,改善渣铁处理质量;④提高焦炭质量;⑤建立和完善冷却系统维护和冷却制度的管理;⑥增加监控手段,建立应急预案;⑦炉皮与冷却壁间压浆修补维护。通过上述措施的逐步实施,1#高炉做到了安全生产。同时高炉也实现了长周期的稳定顺行,取得了较好的经济技术指标[1]。
1 立项背景
近年来国内有多座高炉在生产7年~8年就进行中修,甚至部分高炉出现炉缸局部温度升高进而发生炉缸烧穿的恶性事故(见表1)。1#高炉在生产过程中多次出现过炉缸侧壁温度局部大幅升高的状况,严重威胁了高炉的安全生产和高炉寿命,如何减缓高炉炉缸的侵蚀,保证高炉安全、长寿,高效生产,是1#高炉急需解决的课题。
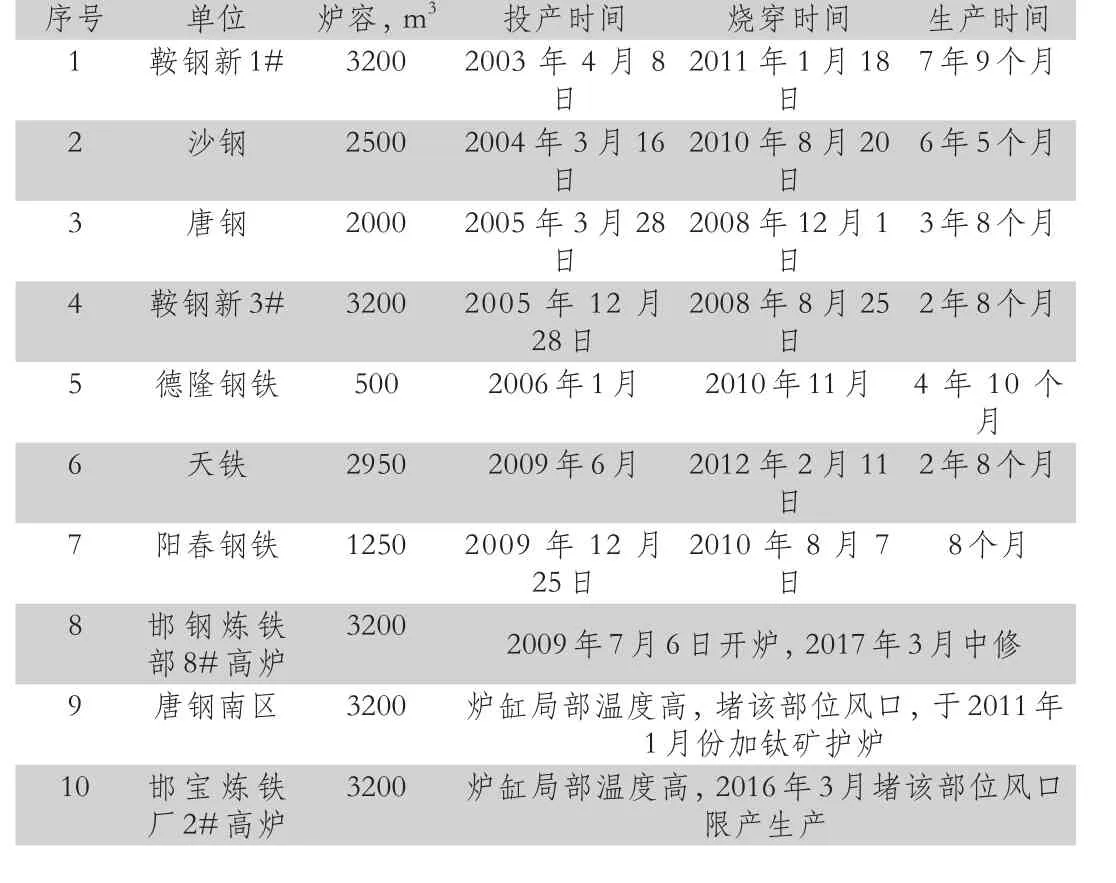
表1
2 高炉炉体冷却壁破损及炉缸侧壁局部温度快速升高的原因分析
2.1 煤气分布不合理、炉缸活跃度差
合理的空气分配是高炉运行的主要标志,控制气流也是实现高炉长寿命的关键技术。为了控制高炉边缘气体的流动和发展,有必要改变管理观念,改变传统落后观念的输出为核心,追求和发展高炉条件下高强度冶炼的平稳运行。必须以高炉稳定为根本,采取综合措施,合理控制炉腹煤气量,加强炉料分布控制与高炉下部调剂,使高炉生产达到高效长寿、节能降耗的综合目标。
2.2 碱金属及锌含量过高
受环保影响,各种除尘灰外排受限,除尘灰在高炉炉料中配比较高,而除尘灰中碱金属及锌等有害元素含量较高,导致高炉入炉碱金属负荷高,而碱金属排出较差,碱金属在炉内循环富集,破坏了高炉内衬和焦炭强度,结果两个风口严重翘曲,炉膛中心不易吹透,炉膛中央死焦增加,炉膛中心的透液性变差,边缘循环增加。同时,为降低吨铁成本,大量有害元素含量高的“经济料”被用于高炉生产,造成高炉入炉有害元素有进一步升高的趋势。
2.3 焦炭质量下降,炉缸侧壁铁水环流加大
近年来,铁前的成本压力越来越大。随着优质炼焦煤的比例持续下降,低成本煤(例如高硫煤)的比例持续上升,其结果就是焦炭的灰分硫份升高,冷、热强度降低,高炉料柱透气性差,压差升高,一是造成边缘气流不稳定,铜冷却壁损坏,二是炉缸铁水边缘环流增强,加剧了炉缸侧壁碳砖的侵蚀速度。
3 课题采取的主要措施
3.1 加强对煤气流分布的合理控制,提高炉缸的活度
合理的煤气分布是高炉顺行的一个主要标志,煤气流的调控也是实现高炉长寿的关键技术。高炉要控制边缘煤气流过分发展,必须改变操作理念,转变传统的以追求产量为核心,以发展边缘气流操作而获得高强度冶炼条件下高炉顺行的落后观念,必须以高炉稳定为根本,采取综合措施,合理控制炉腹煤气量,加强炉料分布控制与高炉下部调剂,使高炉生产达到高效长寿、节能降耗的综合目标。
3.2 上部装料制度的调整
炉中炉料的分布对炉料质量有很大影响。当批次的重量小且分布不均匀时,边缘和中心将没有矿石。随着批重的增加,矿石分布均匀,中心较重,边缘较松散。另外,随着软熔区气窗的增加,材料柱的界面效应减小,有利于提高透气性。但是,如果批料重量太大,则不仅会增加中心空气阻力,还会增加边缘空气阻力并增加压差。2014年之前,高炉正常矿体为90t~95t。随着原料和燃料质量的下降,中央气流减少,总压差增大,料柱渗透率下降,高炉技术经济指标下降。
3.3 下部送风制度的调整
高炉可以通过的气体量和高炉中的气体量取决于炉料的渗透率。第一个高炉在优化炉料结构的同时,注重延伸管理,掌握原材料和燃料的质量,特别是了解含铁炉料的组成变化;量化筛选过程,如筛选时间,筛选速度等,以最大程度地减少进入的粉末;通过混合优化排放顺序,并且针对各种成本,在排放过程中,不同的装料在不同的位置具有不同的比例,从而满足炉内平台稳定性的要求,并在炉内产生稳定的气体量炉腹和渗透阻力系数。为了确保生产的稳定性,充分考虑了气体体积和透气阻力系数两个参数。目前,高炉炉中的煤气量为7450m3/min~7700m3/min,抗渗透系数约为3.60,炉况稳定。
3.4 制度化渣鉄处理过程
在高炉冶炼过程中,出渣出铁工作是一个重要环节。保证出铁口的深度,及时清除炉渣铁是维护出铁口和保护炉壁的重要措施。当铁口深度过浅时,炉膛内1150℃的等温线向外移动,熔渣铁的移动会加剧炉膛砖衬的侵蚀,导致炉膛侧壁温度升高,影响炉膛寿命。
自2014年起,修订了《炉前操作规范》。根据炉渣生铁量,铁口深度由3.3m~3.6m增加到3.5m~3.7m,铁的间隔时间由10min缩短为5min,炉渣时间由30min改为20min,熔铁流量基准保持不变。严格按照炉前理论出铁量进行出铁。当炉渣铁流量过慢或炉渣时间超过限时,应及时重叠出钢,以保证炉渣铁及时排出,减少对炉膛平稳运行的影响。
3.5 衬压浆修补
高炉压浆造衬技术主要指的是利用在炉壳上预留的灌浆孔或者通过炉壳上新钻出的灌浆孔,利用特殊的压浆泵,在高高炉正常休风,还有一定的压力这两个的条件下,主要由高炉外部压通过管道把专业的耐火材料泥浆送到预定的维修部位,这样做的主要目的是填充间隙和修补造衬的。压浆修补可以用于高炉炉衬侵蚀破损部位的修补还有冷却器与炉壳之间的填充,还包括风口区、铁口区的填充,对于处理炉壳或高温管道过热发红压浆填充更是效果明显。
一高炉炉体煤气泄漏大,冷却壁的温度很高,工作区域的气体含量超出正常运行的允许范围,这在高炉生产中进行了很大的安全隐患检查和相关工作炉,以及长期漏气引起的快速氧化炉的耐火材料,这对高炉的使用寿命非常不利。
一高炉每次定休时利用定休机会,组织了铜冷却壁部位、炉缸和炉基灌浆。铜冷却壁部位及炉基灌浆料为高铝质,炉缸采用无水炭质泥浆。压浆前炉身各层、炉基及风口平台煤气泄漏严重,煤气含量严重超标,且炉基部位有明显火苗较大,经过多次压浆造衬,四个铁口区域及风口平台煤气含量明显降低,炉基煤气火苗也基本消失。
4 实施效果
近年来1#高炉先后通过对炉腹煤气量的有效控制、料制的重新优化、风口布局的调整、冷却系统的管理、炉体压浆的实施,高炉5~8段铜冷却壁实现了零损坏,炉缸侧壁温度升高的状况亦得到有效抑制,避免了炉缸烧穿等恶性事故的发生,实现了安全、长寿、高效、稳定生产。
