海工用X100管线钢管的焊接工艺及接头质量分析
2020-04-20冯胜昆周文张徐强屈江艳
冯胜昆 周文 张徐强 屈江艳


摘要:采用海洋平台建造中符合AWS D1.1标准的6GR位置特定坡口形式,利用焊条电弧焊(SMAW)单面焊双面成形工艺焊接某国产X100管线钢管。通过拉伸、冲击、弯曲试验检测接头的力学性能,通过光学显微镜对比分析X100管线钢焊接接头坡口两侧熔合线显微组织。结果表明,该公司生产上所用的X100管线钢管在6GR位置通过合适的预热及焊接热输入可以得到满足结构使用性能要求的焊接接头,但接头未开坡口侧在-40 ℃冲击时,冲击吸收能量相对较低,原因是未开坡口侧(直边)熔合线晶粒粗化严重,大晶粒晶界有相互连接趋势。
关键词:X100管线钢管;6GR位置;预热;未开坡口侧;晶界
中图分类号:TG 442
Abstract:Singleside welding by shielded metal arc welding with the inevitable 6GR position and specific groove form (comply with AWS D1.1)in the offshore platform construction was used to weld domestic X100 pipeline steel pipe. The mechanical properties of the welded joints were measured by tensile strength, impact toughenss, bending test and the microstructures of the fusing area on both sides of the X100 pipeline steel welded joint were analyzed by optical microscope. The results shown that the X100 pipeline steel pipe used in the production of the company could be welded and the weld joint could satisfy the structural performance requirement with appropriate preheating and welding heat input control in the 6GR position. But the impact absorbed energy was relatively low on the unbevel side of the welded joint in the -40 ℃ impact test. The reason is that the grain size coarsened severely and the boundary of the large grains have a mutual connection trend in the fusion area of the unbevel side (square side).
Key words:X100 pipeline steel pipe;6GR position;preheating;unbevel side;grain boundary
0 前言
在海洋平臺制造中,为满足减轻结构重量及低温力学性能要求,桩腿桁架结构用690 MPa级低温高强钢管已得到广泛应用,但此类高端材料,如Oceanfit 690,EQ70管等一直主要由国外进口[1]。受国际经济形势以及高昂的进口材料费用的影响,建造海洋平台的利润空间已逐渐降低,目前,国内主要海洋平台制造厂已逐渐开展利用X100管线钢管代替进口材料,基于国内石油运输用X100管线钢管的开发应用已有相当基础[2],且生产成本相对较低,国内已有厂家开发出供海洋平台桁架用的低温X100管线钢管,且已实现小部分焊接生产应用[3-4]。
海洋平台桁架结构用X100管线钢管不同于传统石油、天燃气运输用X100管线钢管,传统石油运输用X100管线钢管主要受内部流体压力作用,且服役温度一般为-20 ℃以上,而海洋平台桩腿等桁架结构用X100管线钢管及焊接接头主要承受外部结构或载荷的作用,对冲击韧性要求较高,且服役设计温度需要-40 ℃;另外,根据AWS及船级社规范要求,海洋平台桁架接头主要为骑坐式非贯通TKY接头,即只有分支管道开坡口而主管道不开坡口。因此,实际产品接头中未开坡口(直边)侧往往成为焊接缺欠及力学性能薄弱侧。此类接头采用6GR位置(即在管子6G焊接位置增加环形限位)及特定坡口形式进行焊接,针对不开坡口侧(直边侧)3点或9点钟位置处进行冲击试验[5-6],以评定焊接工艺及材料是否符合设计及规范要求。文中针对某国产海工用X100管线钢管进行不同预热温度[7-9]及热输入焊接,通过重点检测接头未开坡口侧低温冲击韧性,以确定某国产X100高强管线钢的骑坐式非贯通焊接接头能够满足设计服役要求的焊接工艺。
1 试验材料与方法
1.1 试验材料
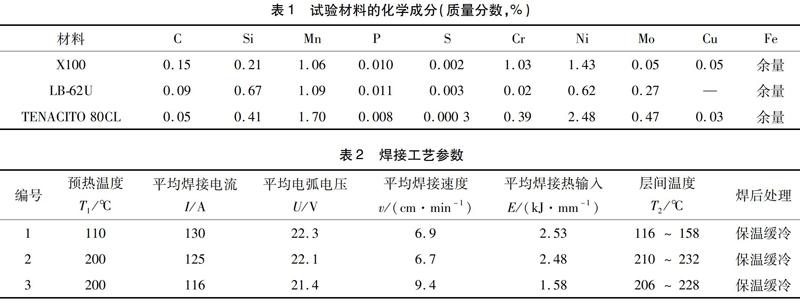
图1为自升式钻井平台桩腿结构及所用TKY节点。根据AWS及船级社规范要求,该类接头的焊接工艺评定需使用对接接头形式评定其力学性能。因此,试验所用接头坡口形式为37.5°单边V形坡口,如图2所示。采用焊条电弧焊的方法进行单面焊接双面成形焊接。所用材料为国内某钢管厂生产的20 mm及28 mm壁厚海工用X100管线钢管,材料的化学成分见表1。试件尺寸为168 mm×20 mm×150 mm + 168 mm×28 mm×150 mm。打底层焊接使用LB62U焊条,填充及盖面层焊接使用TENACITO 80CL焊条,焊接材料熔敷金属成分见表1,试验共采用3个接头试样,编号分别为1号、2号、3号,采用的具体焊接工艺参数见表2。
1.2 工艺流程
焊前采用陶瓷电阻加热片进行预热,升温过程,如图3所示。记录焊接过程中的平均焊接电流、电弧电压及焊接速度,计算出整条焊缝的平均热输入(打底焊道热输入不进行平均值计算),如表2所示。采用接触式测温枪进行层间温度测量,当层间温度低于预热温度时立即停止焊接,用陶瓷电阻加热片进行补充加热至不低于预热温度且不高于250 ℃。记录整个焊接过程中层间温度的最低值及最高值,并以整条焊缝的平均层间温度进行工艺比较分析。焊接完成后,立即采用保温棉包裹进行保温缓冷,直至室温。缓冷至室温后再经72 h后进行无损探伤,包括MT,UT等,确认焊缝无缺欠后采用WAW1000电液伺服万能试验机、CBD500摆锤式冲击试验机及4XCMS型光学金相显微镜分别进行室温拉伸试验、弯曲试验、-40 ℃低温冲击试验及显微组织观察。根据ABS船级社规范及ASTM A370试验标准,采用全厚度剖管试样进行横向拉伸试验;弯曲试验采用侧弯形式,弯曲角度为180°,弯芯直径为60 mm;冲击试样取试件外表面1~2 mm以下,标准尺寸为55 mm×10 mm×10 mm,缺口位置分别为未开坡口侧(直边侧)熔合线、熔合线+2 mm、熔合线+5 mm处。对焊接接头坡口侧及未开坡口侧(直边侧)熔合線处的显微组织进行观察分析。
2 试验结果及分析
2.1 接头力学性能
表3为不同焊接工艺参数下的接头力学性能。3个接头试样的抗拉强度都在792 MPa以上,且都断裂于母材,满足设计及建造规范要求。弯曲试验也表明,3种工艺参数下,包括打底焊道在内的整条焊缝熔合良好,无夹渣、气孔、裂纹等缺陷。接头未开坡口侧熔合线处的冲击吸收能量相对较低,明显低于焊缝中心及稍远离熔合线处,且在110 ℃预热条件下,熔合线处冲击吸收能量已远低于验收标准。在通过提高至200 ℃预热条件下,适当减小焊接热输入,接头熔合线处冲击韧性已得到改善。
为进一步分析验证接头熔合线冲击吸收能量较低原因,在3号试样上从坡口侧熔合线处及未开坡口侧熔合线处再各取一组冲击试样进行试验,所得结果见表4,开坡口侧熔合线处冲击吸收能量单个值及均值都在80 J以上,而未开坡口侧熔合线处冲击吸收能量平均值仍只有56 J。
2.2 接头熔合线显微组织
因3号接头试样各力学性能能够满足设计及建造规范要求,且开坡口侧及未开坡口侧熔合线处低温冲击吸收能量差异大,故选取3号试样作为微观组织研究对象,简要分析开坡口侧及未开坡口侧熔合线处晶粒尺寸及组织分布,如图4所示。从图4a~4b可以看出,未开坡口侧焊缝与熔合线界面不明显;熔合线晶粒尺寸较大,以块状分布为主,伴有长条状组织,且粗大的晶粒晶界有相互连接现象,形成显微裂纹发源地[10]。从图4c~4d看出,开坡口侧焊缝与熔合线界面清晰;熔合线主要以长条状组织为主且分布均匀,无大尺寸晶粒晶界相互连接现象。
2.3 接头力学性能差异原因分析
所用的X100管线钢碳当量较高,裂纹敏感性大。 1号试样在110 ℃预热温度下采用较大热输入焊接,焊接开始时,因冷却速度较快,易形成脆硬组织,形成显微缺陷源[11];随后在原有热量累积基础上,较高的热输入导致近焊缝区金属高温停留时间长,易形成粗大组织导致韧性下降[12]。2号试样通过提高预热温度来减小脆硬组织形成的可能性,接头冲击韧性有所改善。3号试样在提高预热温度的基础上适当降低焊接热输入,减少了粗大组织的生成,熔合线冲击韧性进一步得到改善。因此,对于焊接所用的X100管线钢管,适当提高预热温度至200 ℃是必要的,适当降低焊接热输入可以得到满足使用要求的焊接接头。
在适当的焊接工艺参数下得到的焊接接头,开坡口侧和未开坡口侧熔合线处冲击韧性相差较大,从冶金过程看,主要原因为坡口侧结晶条件优于直边侧,焊缝组织与熔合线组织界限分明,界限处基本为等轴组织。而未开坡口侧导热有差异,结晶条件较差,所以形成模糊界面且晶粒尺寸较大。大尺寸晶粒晶界相互连接形成的显微裂纹源在低温缺口冲击下,更容易导致裂纹扩展,导致接头承受冲击的能力较差。因此,需进一步研究探寻合适的焊接工艺,解决未开破口侧熔合线处冲击韧性薄弱情况,使整个焊接接头冲击韧性均匀一致。
3 结论
(1)采用焊条电弧焊焊接国产X100管线钢管对接接头,其强度、弯曲性能均能满足标准要求,但未开坡口侧熔合线处是低温冲击韧性薄弱环节,适当提高焊接预热温度能够得到改善。
(2)采用焊条电弧焊焊接焊接国产X100管线钢管,在接头未开坡口侧熔合线处易产生粗大组织,其晶界处能够形成显微裂纹源。
(3)采用焊条电弧焊焊接国产X100管线钢管TKY接头,在预热温度200 ℃、热输入1.58 kJ/mm条件下可以得到满足使用要求的焊接接头。
参考文献
[1] 杨丽丽.海洋工程制造中的关键焊接技术分析[J]. 中国石油和化工标准与质量,2017,21:172-175.
[2] 郑磊,傅俊岩. 高等级管线钢的发展现状[J]. 钢铁, 2006,41(10):1-10.
[3] 东涛. 我国造船业发展的新定位及海工装备用钢生产技术趋向[J]. 轧钢,2013,30(2):1-5.
[4] 刘振宇,唐帅,陈俊,等. 海洋平台用钢的研发生产现状与发展趋势[J]. 鞍钢技术,2015,391(1):1-7.
[5] American Welding Society (AWS) D1 Committee on Structural Welding. AWS D1.1/D1.1M:2015 Structural welding codeSteel [S]. American Welding Society, USA,2015.
[6] American Bureau of Shipping. ABS, rules for materials and welding[S]. American Bureau of Shipping ABS Plaza, Houston,USA,2015.
[7] Aristotele R, Divito L F, Barsanti L. Welding X100 steels for gaspipelines[J].Welding International, 2004,18(11):877-882.
[8] Hudson M G, Blackman S A, Hammond J, et al. Girth welding of X100 pipeline steels[C].ASME 2002 4th International Pipeline Conference,Calgary, Alberta, Canada 2002:525-532.
[9] 黄景鹏.X100管线钢焊接性分析与研究[J].西安:西安石油大学,2017.
[10] 高德林. 晶界裂纹产生原因及其对性能影响分析[J]. 电力建设,1994,15(4):36-39.
[11] 李亚江. 焊接冶金学—材料焊接性[M]. 北京:机械工业出版 社,2006.
[12] 严春妍, 李午申, 冯灵芝, 等. X100级管线钢及其焊接性[J].焊接学报,2007,28(10):105-108.
