非正圆紫砂壶辅助加工设备的设计研究
2020-04-16张正烨郑晨亮仇孟飞
张正烨, 郑晨亮, 仇孟飞
(扬州工业职业技术学院, 江苏 扬州 225009)
目前,紫砂壶主要包括纯手工壶和模具壶,其区别主要在于壶坯的制作过程,前者由加工人员在转盘上手工制作壶坯,后者则是预先制作和茶壶形状类似的模具,再由加工人员在其中贴上紫砂泥片,用手拍打至一定厚度之后取出成型。纯手工壶和模具壶后期都需要匠人进行手工雕琢和艺术创作。现在市场上常见的紫砂壶有圆形壶、方形壶和异型壶三种[1,2]。在紫砂壶的设计和制作上,传统制作无法满足个性化和审美的需求。因此,辅助加工设备和文创产品设计项目的开发应运而生。本文针对复杂形状紫砂壶坯,采用“3D打印模型→制作模具→快速制作壶坯→手工艺术创作”制作,并对其中需要的加工设备进行了功能分析和模具设计。
1 非正圆紫砂壶辅助加工设备结构设计
非正圆紫砂壶制作常用自动或半自动设备将泥料加工成紫砂壶坯体,然后再进行后续工序。加工时,将泥料置于模具中,使用刀具对紫砂壶泥料进行刮泥,形成紫砂壶坯体。由于茶壶口小肚大,自动、半自动加工设备只能加工正圆形壶身,又由于转速高,泥料受到高强度挤压,质量无法与手工壶媲美。因此,可设计一套辅助加工设备,解决这些问题。
1.1 结构设计
非正圆紫砂壶辅助加工设备,包括底座、在底座顶部设置的框架结构、用于放置泥料的紫砂壶外模、升降台、与升降台安装连接的工作头(见图1)。紫砂壶外模通过夹具固定于底座中心位置,升降台安装于框架结构内,并与框架结构上下滑动连接。框架结构内设有丝杠、丝杠电机(位于底座内)、竖直导轨,升降台与丝杠连接,并与竖直导轨滑动连接。丝杠电机驱动丝杠,使升降台沿竖直导轨上下滑动[3]。
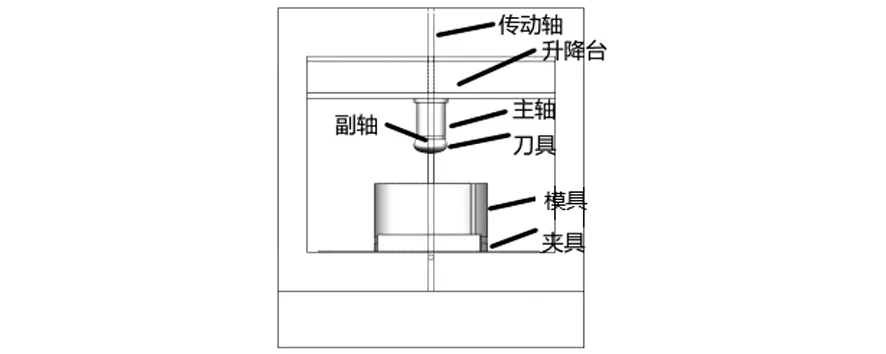
图1 非正圆紫砂壶辅助加工设备结构
工作头包括安装于升降台的驱动电机、主动轴、中心齿轮、中心轴、从动轴、从动轴齿轮、凸轮刀模,驱动电机通过皮带与主动轴驱动连接,主动轴内部设有中心齿轮、从动轴齿轮的安装腔;中心齿轮位于主动轴中心位置,中心齿轮与中心轴固定连接,中心轴穿出安装腔外与升降台固定连接,中心轴可相对于主动轴自由转动;从动轴齿轮固定安装于从动轴,并与中心齿轮啮合,从动轴可通过轴承与安装腔腔壁转动连接,且从动轴的底部穿出安装腔外与凸轮刀模固定连接。
1.2 工作原理
通过下降升降台使工作头的凸轮刀模伸入紫砂壶外模中,此时,凸轮刀模的大端位于内侧,小端朝外,便于进入壶口内。驱动电机驱动主动轴,带动从动轴齿轮,在中心齿轮的啮合作用下,从动轴齿轮带动凸轮刀模自转,同时沿中心齿轮外圆周运动,以使凸轮刀模对紫砂壶外模中的泥料刮压,与紫砂壶外模配合,使泥料形成紫砂壶坯体。
根据目标壶的轮廓制作凸轮刀模,凸轮刀模由丝杠驱动完全伸入外模中,通过电机驱动主动轴,中心齿轮固定不转,从动轴齿轮带动凸轮刀模在自转的同时围绕中心齿轮外圆周运动,凸轮刀模的大端作为工作部位,对泥片进行类似刮泥的动作,保证加工没有遗漏点,实现非正圆模具壶的辅助加工,以形成紫砂壶坯体。设计的非正圆紫砂壶辅助加工设备能够保证茶壶加工质量。
2 非正圆紫砂壶辅助加工工艺
非正圆紫砂壶的传统制作工艺流程是通过将石膏覆盖成品表面制作模具,待石膏定型后将硬化的石膏模具对半切开,再在壶盖位置开一个进入口,通过人工手段将紫砂填充入模具,再通过手以及辅助工具将紫砂均匀的贴合于模具内部,最后进行烧制。本文采用3D打印技术代替传统的单一成品制模技术,通过数控技术以及刀模切割代替传统手工填充的制作方法,实现了非正圆紫砂壶的智能化生产。设计的基于3D打印技术的非正圆紫砂壶制作工艺路线见图2,具体如下:
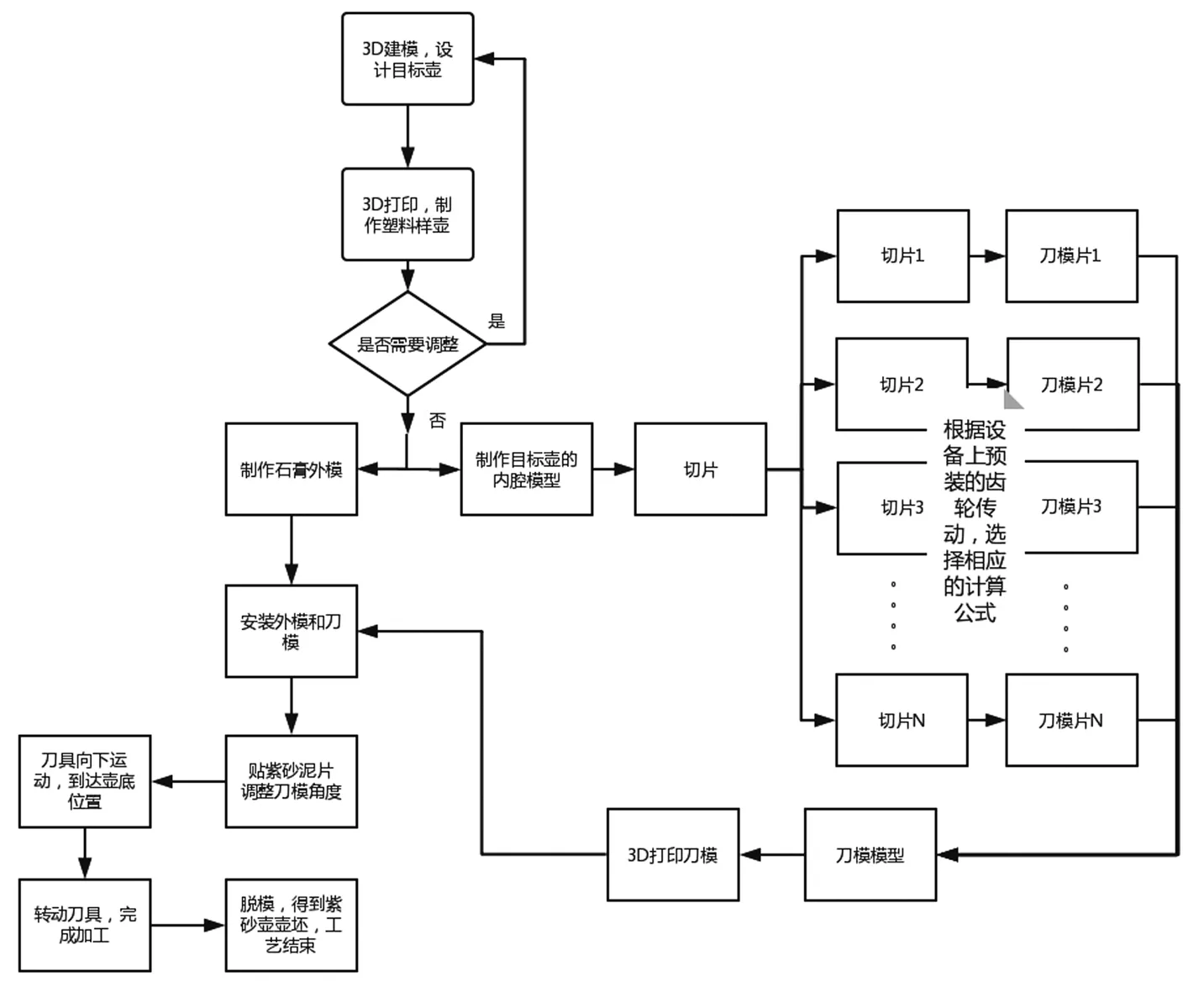
图2 基于3D打印技术的非正圆紫砂壶制作工艺
(1)在三维软件中建立目标壶的外观和尺寸;
(2)用3D打印机制作和目标壶外观一致的3D样品;
(3)3D样品放置在石膏液中,待石膏固化后将石膏切开,取出3D样品,再将石膏粘合可以得到腔体和目标壶外观一致的外模;
(4)将目标壶的3D模型底部切出壶底的厚度,并沿轴线向内压缩2~3mm(根据设计的目标壶的壁厚来进行选择),得到和目标壶内腔相同的三维模型;
(5)以壶底平面为基准面将与目标壶内腔相同的三维模型用三维软件切成若干个与壶底平行的平面;
(6)根据切出的平面轮廓和机器预设的大小齿轮传动比,制作平面对应刀模片轮廓;
(7)将得到的刀模片用和切除平面相同的顺序逐层叠加,得到完整的刀具模型;
(8)用3D打印机制造刀模;
(9)将外模和刀模装在辅助加工设备上。并在外模内贴上调好的片状紫砂泥;
(10)调整刀模的安装角度,使刀头能够完全进入外模内,此时刀头底部应和目标壶的壶底平行[4];
(11)通过旋转刀模得到和目标壶形状一致的紫砂壶。
3 非正圆紫砂壶辅助加工技术方案
3.1 传统方案


图3 主从比2∶1时切削点运动轨迹

(1)
(2)
α数值从0到π,主轴需要反转一周,加工另外2段1/4的目标轮廓,需要配备正反转电机来加工轮廓。
3.2 优化方案
主轴齿轮齿数∶从动轴齿轮齿数=1∶2,切削点运动轨迹如图4所示。此时设备可以加工任意光滑的没有尖角的正圆或非正圆轮廓。需要加工的轮廓曲线为:y=f3(x),从α到l的映射函数为l=f4(α),其中α从0到4π。主轴只需要加工半圈就可以实现目标轮廓的加工。

图4 主从比1∶2时切削点运动轨迹
(3)
(4)
通过对比可知,传统方案只能加工轴对称轮廓,优化后可以加工没有尖角的任意非正圆的轮廓,且主轴不需要配备可以正反转的电机。
4 结论
根据客户个性化或者艺术创作的需求,利用3D打印模型技术,代替传统用紫砂壶贴石膏的方式制造模具,使用非正圆紫砂壶辅助加工工艺,本文开发了一款可以快速加工非正圆紫砂壶的辅助加工设备。该设备能够最终实现根据客户需求定制模具,然后进行生产加工,可以满足客户个性化需求。