在役油气管道环焊缝检测评价及修复作业
2020-04-13常大伟方卫林
张 良,常大伟,李 刚,邹 斌,方卫林,程 磊
(1.中国石油集团石油管工程技术研究院,西安 710077;2.西气东输管道公司,上海 200000;3.中石油管道有限责任公司西部分公司,乌鲁木齐 830000)
1 管道环焊缝缺陷检测概述
有文献报道,中国陆上油气长输管道总里程已超过12 万km,存在超过 1 000 万道环焊缝[1-2]。为保障油气管道安全运行,彻底排查管道环焊缝的安全隐患,近年来,各管道公司正大量开展管道环焊缝风险排查、 开挖检测验证工作。
由于油气输送管道埋地敷设,一般通过无损检测获得管体或焊缝缺陷信息,这种手段可简单的分为非开挖和开挖检测两种。 非开挖检测主要是指管道内检测[3-6],通过检测器在管道内部行走获取管道和焊缝上的缺陷信息。 但是,目前的内检测技术并不能完全准确地识别所有缺陷的具体情况,例如环焊缝缺陷性质、 缺陷自身高度等,但基本可以指出管道存在问题或者异常位置,然后再通过开挖检测对异常点进行详细诊断。 开挖检测主要手段包括磁粉/渗透、 超声/相控阵、 射线、 TOFD 等[7-9],磁粉/渗透检测能敏感地识别表面缺陷,射线/超声/相控阵检测可对缺陷进行定性定量,TOFD 检测可补充确定缺陷自身高度信息。 因此,在开挖检测中选择合适的检测手段基本可以解决所有管体及焊缝的缺陷检测问题。
环焊缝开挖检测的一个重要目的是为管道含缺陷环焊缝适用性评价 (即合于使用评价) 提供数据支撑,因此,开挖检测数据的准确性和全面性,直接影响环焊缝适用性评价参数的选取及评价结果的准确性,而适用性评价结果则对管线后期的安全运行及缺陷处置方法选择有重要意义。
环焊缝开挖检测工作量大,资源投入巨大。完成环焊缝开挖、 检测、 评价等内容后,考虑管道安全,按照要求需即刻对环焊缝进行防腐、 回填。 若因检测内容不全面或检测方法不得当,会造成检测结果不能准确反映环焊缝及缺陷的真实情况,为管道运行留下了安全隐患,如需再次进行开挖检测,会造成不必要的资源浪费。
目前,环焊缝异常点开挖检测项目较多,检测服务商水平参差不齐,形成的无损检测报告内容也并无统一格式。 环焊缝开挖检测需进行哪些检测内容或在一次开挖检测中应得到环焊缝的哪些相关信息,国内外尚无标准明确规范。 本研究针对环焊缝开挖检测、 评价及修复作业中常见的关键问题进行讨论,并提出改进措施及建议,包括环焊缝无损检测、 环焊缝缺陷适用性评价以及基于适用性评价的修复方式选择依据,为进一步规范管道环焊缝检测、 评价及修复作业提供参考。
2 环焊缝无损检测
无损检测技术是第二次世界大战后迅速发展起来的一门新的综合性工程科学,是控制产品质量、 保证设备安全的重要技术手段,对钢结构焊缝质量控制的作用尤为突出[10],特别是在油气管道环焊缝风险管理中,无损检测获得的缺陷信息将成为后续工作的重要数据。 可以说,无损检测是整个油气管道环焊缝风险管理工作的基础,环焊缝的管理工作基本上都是在无损检测数据的基础上开展和决策的。 然而,进行管道开挖检测需投入大量的资源,牵扯到土地协调赔偿、 开挖、 人工等费用,还要承担在开挖作业过程中管道安全、光缆安全以及作业人员自身安全的风险,因此,完成一次管道开挖并不容易,如何避免在一次环焊缝开挖验证中由于环焊缝信息掌握不全而返工,以及如何在一次开挖检测作业中明确无损检测承包商的责任,规范承包商检测结果书写格式,这是一个值得重视的问题。 以下从3 个方面对环焊缝无损检测内容及信息记录格式提出改进或统一的建议。
2.1 资料收集
在进行环焊缝无损检测前,应收集相关管道基本信息和检测对象基本信息。 管道基本信息包含管线名称、 管道外径、 设计壁厚、 钢级、 设计压力、 运行压力、 防腐层类型等,均为确定适用性评价参数取值的依据。 环焊缝信息包含环焊缝编号、 检测里程、 异常部位点钟位置、 焊缝上下游管节长度、 上下游管节设计壁厚、 所处地区等级、 设计系数、 是否为高后果区、 所处地区地质地貌情况等。
其中,填写环焊缝编号和检测里程是为了便于核查具体检测对象;记录异常部位点钟位置则为了将开挖检测结果与内检测结果对比,便于验证内检测结果准确性;记录环缝上下游管节长度是为了考虑环焊缝上下游是否存在短接,即判断环焊缝是否为连头口或存在组对应力;其余信息均为在适用性评价过程中考虑环焊缝失效后果而对个别评价参数的选取提供支撑的数据。
2.2 无损检测内容
(1) 补口带检测。 如上所述,进行一次环焊缝开挖检测并不容易,应对环焊缝补口带质量进行检验,获得补口带性能数据[11-12]。 检测内容包括: ①外观检测,目视判断防腐层是否满足表面平滑、 无鼓包、 无皱折、 无脱落等要求;②厚度检测,判断防腐层厚度是否满足要求;③电火花漏点检测,检测防腐层是否存在针孔;④剥离强度检测,破坏性试验,判断防腐层性能。
(2) 环焊缝外观检测。 在环焊缝缺陷适用性评价中,错边对评价结果影响很大,因此在进行外观检测时一定要测量环焊缝的错边情况。 除此之外,焊缝余高、 焊缝宽度等焊缝基本参数也应进行记录。 若在外观检测时发现未焊满、 外腐蚀、 凹坑等情况,应记录缺陷长度、 宽度和深度。
(3) 环焊缝上下游钢管检测。 为确认管道实际壁厚及变形情况,应对开挖环焊缝上下游管体进行测量,包括钢管壁厚和周长。 另外,由于建设标准中对环焊缝上下游钢管焊缝交点间距有明确要求,一般要求焊缝交点间距不少于100 mm,因此,开挖检测中应对焊缝交点间距进行记录。
(4) 环焊缝无损检测。 采用全面的无损检测组合基本能有效识别所有环焊缝缺陷[13-15]。 因此在环焊缝开挖检测中,建议采用以下无损检测手段组合: ①磁粉检测或渗透检测,查看是否存在表面裂纹、 表面未熔合及未焊透等表面缺陷;②超声检测或相控阵检测,查看是否存在内部缺陷,并对缺陷进行定量;③射线检测,查看是否存在内部缺陷,并对缺陷进行定性;④TOFD 检测,查看是否存在内部缺陷,并对缺陷进行定性定量,应确定缺陷自身高度。
2.3 无损检测结果记录
为了便于业主或后期适用性评价单位使用无损检测数据,检测结果的记录形式应注意以下几点: ①由于在评价时需考虑缺陷交互影响,为了便于判断缺陷是否需要合并,因此无损检测记录的缺陷位置建议按照 “顺时针方向距0 点钟位置的距离” 的方式进行记录;②缺陷自身高度对评价结果影响极大,因此TOFD 检测及相控阵检测一定要给出缺陷的自身高度;③常见的裂纹型缺陷可分为埋藏型裂纹缺陷和表面裂纹缺陷,不同缺陷类型评价方式不同,评价结果相差较大,因此无损检测结果需明确缺陷为埋藏型缺陷还是表面裂纹缺陷;④考虑轴向裂纹和环向裂纹的评价方法有所不同,现场检测若发现裂纹,需明确裂纹为环向裂纹还是轴向裂纹。
表1 中举例列出了在一次开挖形式的环焊缝检测工作中应注意收集的具体信息,以及无损检测结果的格式及内容要求,主要包含资料收集、检测内容、 检测结果记录等方面。 另外,建议检测单位在向业主或评价单位提交检测结果时,在检测结果上盖章确认,便于明确责任。

表1 推荐使用的一次开挖无损检测信息记录表
3 环焊缝安全评价
环焊缝的安全评价实际上指的是含缺陷环焊缝的适用性评价[16-18],在环焊缝不存在超标缺陷的情况下,理论上管线是可以在内压下安全运行的,无需进一步评价。 在含有超标缺陷的情况下,通过适用性评价来判断环焊缝是否能在当前输送压力下安全服役或计算环焊缝的剩余强度。 因此,安全评价的结论对指导生产具有重要意义。
一般来说,安全评价应包含两部分评价内容,一是依据建设标准进行评价,将检测所得缺陷信息与焊接验收标准对比,若缺陷大小未超出标准要求则无需评价,管线可在正常工况下安全运行;若缺陷大小超出标准要求,则应对超标缺陷进行服役适用性评价。 二是依据适用性评价标准进行评价,对于超出建设标准要求的缺陷,依据 SY/T 6477、 API 579、 ASME B31 G 等评价标准对缺陷进行服役适用性评价,得出在设计压力或当前运行压力下缺陷能否接受的结论。 安全评价流程如图1 所示。
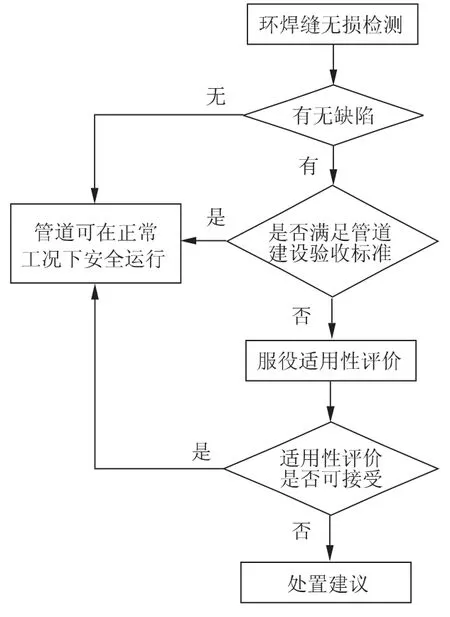
图1 安全评价流程图
若适用性评价结果表明缺陷可以接受,则严格按照工艺流程对环焊缝进行防腐回填;若适用性评价结果表明缺陷不可接受,则应计算管道剩余寿命,给出管道可承受的最大工作压力,并对该处环焊缝提出处置建议;若适用性评价表明缺陷可接受,但评估点处于失效评估曲线临界附近或考虑该处环焊缝可能承受的外载荷 (来源于地质灾害等) 及失效后果等特殊因素,则也应给出处置建议。 处置建议应满足以下要求: ①如需降压运行,应给出具体降压压力值;②如需复检,应给出具体复检时间;③如需修复,应给出具体修复方式;④如需监测,应给出建议的监测方式。
4 环焊缝缺陷处置
无损检测后通常会发现管道或焊缝存在缺陷,理论上讲,如果适用性评价结果表明缺陷在设计压力下或工作压力下可以接受,那么在不采用任何修复措施的情况下,管道是可以在正常工况下安全运行的。 众所周知,管道安全责任重大,如果发生安全事故会造成巨大的经济损失。 因此,运营商在处理环焊缝超标缺陷时会格外小心,通常处置方式偏于保守,即超标缺陷可通过适用性评价,也会采用修复手段对缺陷进行处置。
国外管道修复主要依据ASME PCC-2—2015《 Repair of Pressure Equipment and Piping》 及PRCI-Updated Pipeline Repair Manual 进行,标准中推荐的环焊缝永久修复方式为打磨、 堆焊、 B 型套筒以及带密封的螺栓夹具。 国内环焊缝缺陷的修复标准较少,目前可依据Q/SY GD 1033—2014《油气管道管体缺陷修复手册》 和Q/SY 1592—2013 《油气管道管体修复技术规范》 对环焊缝缺陷进行修复,标准中推荐的环焊缝永久修复方式包括打磨、 复合材料和 B 型套筒[19-20]。 2018 年 9 月发布、 2019 年 3 月 1 日正式实施的 GB/T 36701—2018 《埋地钢质管道管体缺陷修复指南》 规定了埋地钢质管道管体缺陷修复的方法和实施程序,该标准中规定了环焊缝缺陷的永久修复方式可以为打磨、 堆焊、 B 型套筒和螺栓紧固夹具。 由此可以看出,与国外标准相同,GB/T 36701—2018 中明确了复合材料不能作为环焊缝永久修复手段。
另外,尽管国内外标准都给出了环焊缝缺陷的永久修复方式及实施方法,但标准中均未明确环焊缝缺陷大小与修复方式及修复时限的对应关系。 为满足运营商安全生产的需求,有必要建立缺陷大小与修复方式的对应关系。 本研究基于适用性评价结果及实验室试验结果总结出环焊缝缺陷处置方法 (见表2),运营商可根据缺陷信息在表2 中查找相应的处置方式。
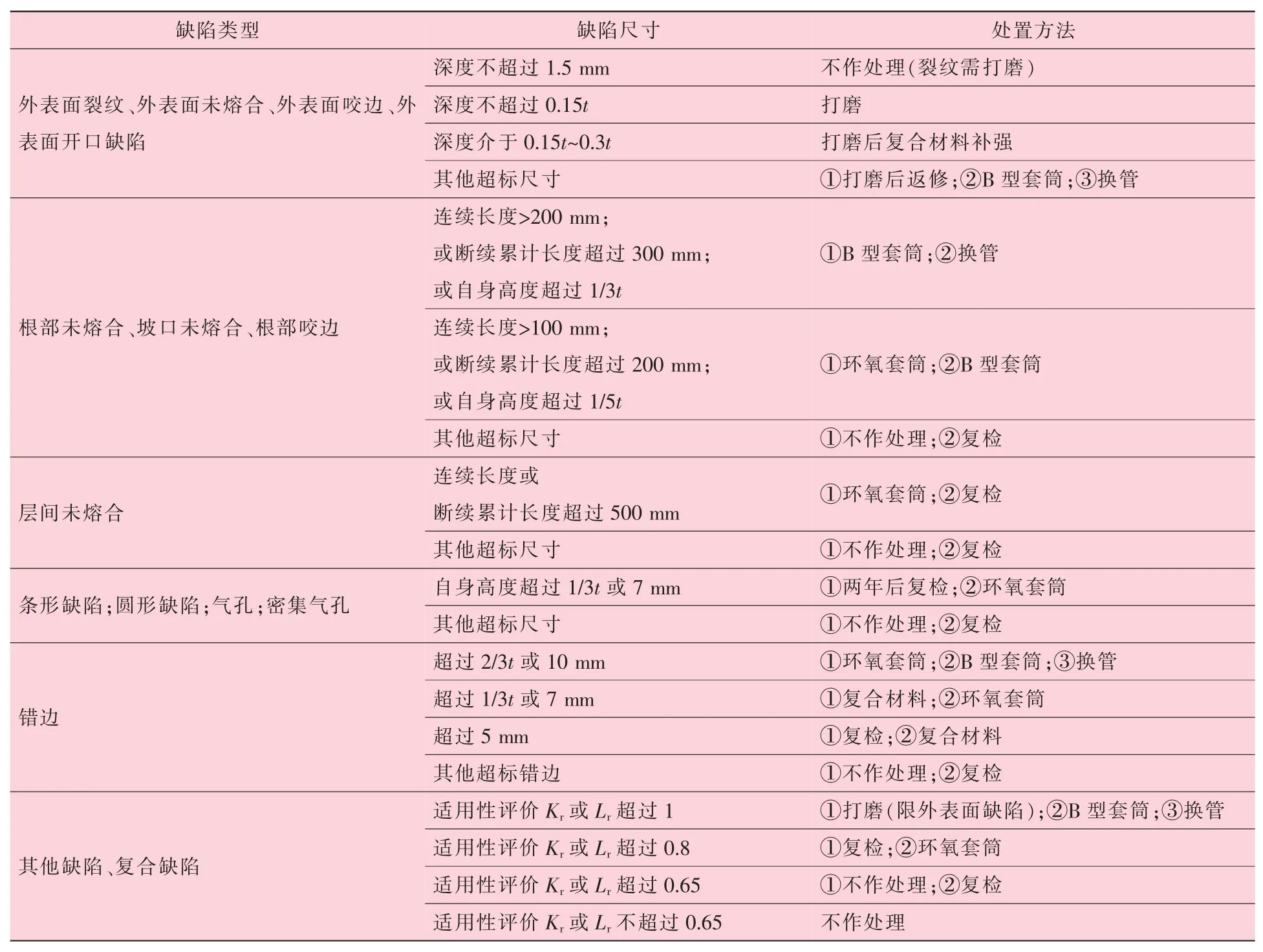
表2 环焊缝缺陷处置方法
根据环焊缝缺陷尺寸,可按照表2 中的处置方法对环焊缝缺陷进行处置。 表2 中的处置方法适用于壁厚≥14.6 mm 的输气管道,其他规格管道可参考使用。 环焊缝的处置时限可按照表 3 中的方法进行。 需要注意的是,GB/T 36701—2018 中并不推荐复合材料和环氧套筒用于X70 及以下钢级管道环焊缝缺陷的永久修复,然而在新标准发布之前,现场实际应用中为避免动火作业,已大量采用环氧套筒和复合材料对环焊缝缺陷进行修复。 目前,对于环氧套筒抗轴向拉伸及弯曲载荷能力的验证试验尚未见报道,针对环焊缝处的外表面体积型缺陷或错边造成的壁厚损失,笔者认为可适当采用复合材料进行临时修复。
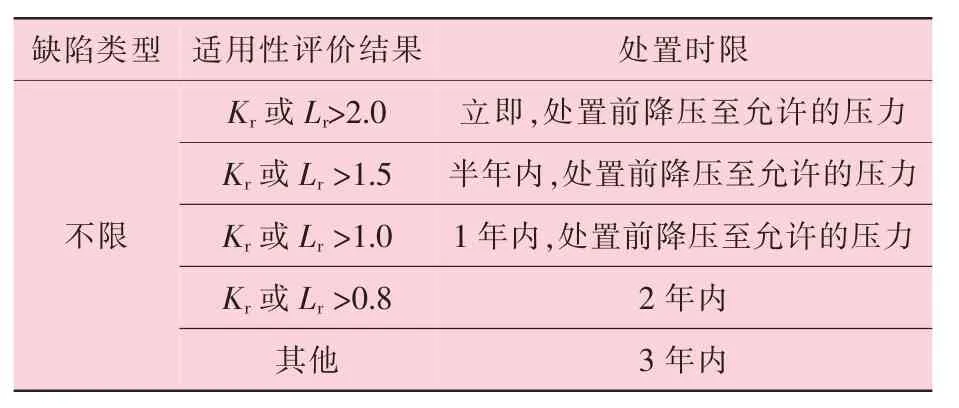
表3 环焊缝缺陷处置时限
表2 中的缺陷处置方法按照1、 2、 3 级划分了处置方式选择的优先顺序,1 级处置方式更加便于操作,3 级更偏于保守。 另外需要指出的是,对于错边缺陷的修复,表2 中虽然对错边量超过2/3t 或10 mm 的情况给出了换管的处置方法,然而在实际工程中,由于管道建设时遗留的错口问题和强力组对问题,通过换管也并不能完全消除错边,因此笔者并不建议采用换管的方式对错边缺陷进行处置。
5 结 论
(1) 在环焊缝的开挖检测作业中,除了要统一规范一次开挖作业中开展的检测项目外,检测记录的书写也需要有一个统一的格式,尤其是缺陷信息记录格式的统一,便于运营商或后期评价单位使用数据,更能达到有效开挖、 避免资源浪费的目的。
(2) 安全评价为管线安全生产运行提供了决策依据,环焊缝缺陷安全评价作业过程中,明确安全评价的内容、 规范安全评价的结论及建议,对有效指导运营商决策意义重大。
(3) 环焊缝修复手段及修复方式直接影响管线的安全运行,因无标准明确规范缺陷大小与修复方式的直接关系,因此根据适用性评价结果明确环焊缝处置方法对指导环焊缝修复具有实际意义。
