矿用刮板输送机刮板链E型螺栓失效分析与改进应用
2020-04-12王宇飞
王宇飞
(潞安集团漳村煤矿,山西 长治046000)
引言
在煤矿综采工作面中,刮板输送机是一个关键设备,而刮板链在刮板输送机中处于核心单元,也是事故的频发环节。经过对刮板输送机故障进行统计发现,其中由管板链导致事故可以达到36%。由于刮板链在工作的过程中,需要承担频繁的冲击负荷,同时需要和物料接触,因此工况环境恶劣,由此需要对其进行预防性的维护,反之将会引起严重的安全事故。
1 E型螺栓失效现场情况
山西某矿108综采工作面相关参数为:长度、平均采高、走向长度:300 m、6.5 m、5 500 m,其采储量可以达到1 300万t,选用的刮板输送机型号为SGZ 1400/4800,相应刮板链为矿用高强度圆环链(Φ56 mm×187 mm),计划开采1.5 a。由于工作面地质比较好,地板起伏相对平缓。刮板机在运行的初级阶段工作状态良好,但使用300 d之后,管板链紧固螺母出现频繁松动的现象。与此同时,与刮板联接的E型螺栓出现断裂的现象,断裂率可以达到3~5个/d,经过统计在60 d内共计断裂了160个,因此给生产效率带来了严重的影响。
2 E型螺栓失效分析
2.1 现场情况观察与分析
图1表示相应的E型螺栓断裂失效图。在对现场进行实地查看发现,E型螺栓的断裂部位如图1-1所示,其属于中间螺柱发生断裂,该类型的断裂达到断裂次数的90%以上;而端部断裂仅仅占断裂次数的10%左右。依据相应的失效原理可以发现,由于中间螺柱发生断裂,而由于检修与更换不到位导致发生了一系列问题,进一步加剧E型螺栓端部螺柱发生断裂。
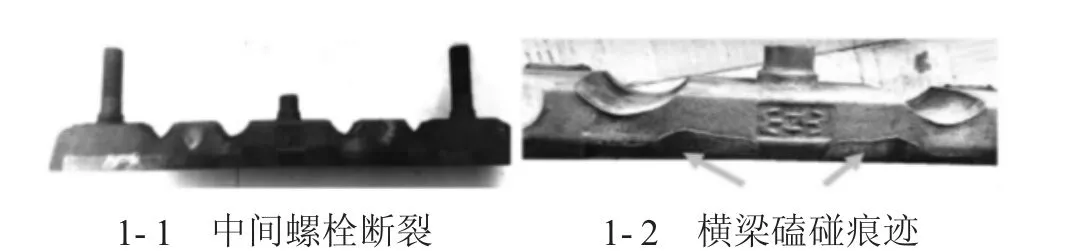
图1 E型螺栓失效现象
在制造时E型螺栓选用工艺为整体模锻成型法,其材质选用35CrMo,调制处理硬度选用范围在HB260~320之间,规格为M36,因此其具有较高的强度,由此可以看出,螺栓发生断裂的原因应该是受到较大的外力冲击。
通过分析图1-2的E型螺栓可以发现,在中间螺柱两侧存在明显的横梁磕碰现象,其尺寸比原先的减小了3 mm。依据相关分析可以发现,其磕碰是由于螺栓与链轮的冲击造成。经过对井下链轮的工作使用进行分析发现:当使用180 d之后,处于机尾位置的链轮密封已经失效,同时完成更换。相应的机头链轮并未进行更换,链窝磨损程度达到18 mm,经过观察发现机头链轮与E型螺栓的横梁之间磨损量达到3~5 mm。因此可以断定螺栓断裂很可能是由于螺栓与链轮之间的碰撞导致的,因此需要进一步的分析[1-2]。
2.2 链轮与链条啮合关系分析
一般刮板链是由链条、刮板、E型螺栓等组成,这样能够借助多个圆环链的形式形成封闭链条,刮板以及相应的E型螺栓上下联接固定在圆环链上。通常情况下,电机工作时带动机头与机位运动,从而可以驱动刮板机链做单向运动,从而可以实现物料输送的目的。
下页图2表示相应的链轮以及链条啮合关系示意图,圆环链与链轮在运动过程中,其啮合形式为开放式非共轭,因此传动精度比较低,运动时存在较大的波动,能够较好地满足过载冲击。与此同时,圆环链其具有柔性,从而可以适应于刮板机输送过程中可弯曲的特点。在工作的过程中,链条与链轮的齿窝之间存在显著的滑动,同时由于链条中存在的矸石、石英砂粒等下落物,加剧了链条与链轮的磨损。虽然在制造链条与链轮的过程中都选用高强度的合金钢,同时进行了特殊的热处理工艺,但是由于其恶劣的工况导致链条与链轮使用寿命比较短,因此需要定期进行更换。经过统计发现链条的使用寿命一般在1~2 a之间,而对应的链轮使用寿命大致在0.5~1 a之间。对于矸石含量较高的工作面而言,通常90 d左右都需要更换链轮[3]。
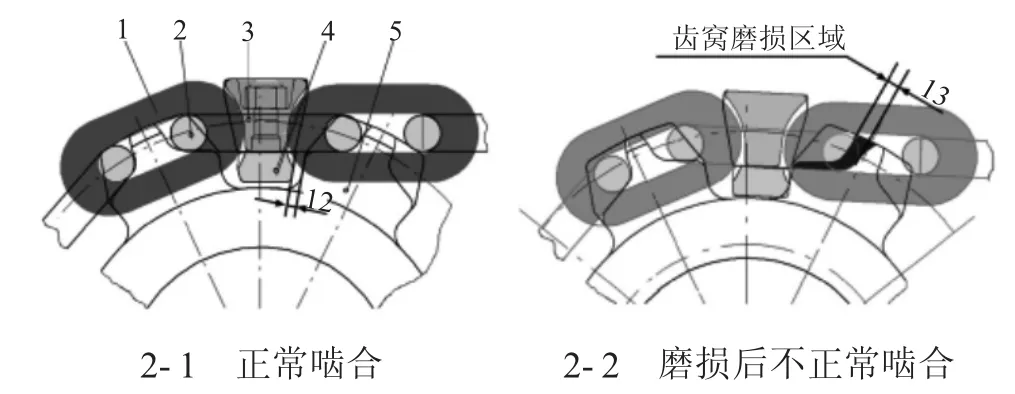
图2 链轮与链条啮合关系示意图
2.3 E型螺栓失效的原因分析
通过分析图2-1,依据相关规定将E型螺栓以及相应的链轮之间的间隙保持在12 mm以内,其仅仅能够将刮板固定在链条的平环上。由于刮板处于单向运动的过程中,刮板圆弧和圆环链立环相接触,同时保证E型螺栓与链轮齿之间保持一定的间隙,以及不需要承担横向的作用力,由此可以看出其能达到工作需要的强度。在工作的过程中,当链轮齿窝不断磨损,将会导致E型螺栓侧面与链轮齿窝之间的间隙逐渐减小,如图2-2所示[4],假如链轮窝的磨损达到12 mm以上,将会导致E型螺栓的侧面与链轮齿相接触。假如不及时更换新的链轮,将会出现链轮齿顶住E型螺栓横梁的现象。E型螺栓横梁可以借助螺柱带动刮板动作,接着再由刮板圆弧推动立环动作,E型螺栓的作用从固定刮板变成推动链传动的中介。对于Φ56 mm×187 mm的链条而言,其额定牵引力可以达到800 kN,在工作的过程中链轮齿会受到频繁的作用,通常导致螺母发生松动,最终将会使得E型螺栓的螺柱出现不正常的断裂。依据简支梁的受力原理可以发现,中间螺柱受力比较大,最终出现最先断裂的现象。
3 改进措施
要想能够提高圆环链的使用寿命,必须对其进行维护,提高刮板链的工作环境。为了能够有效地使得E型螺栓不再受到非正常受力,必须使得E型螺栓与链轮轮齿之间保持一定的间距。
在进行设计的过程中,必须充分考虑刮板输送机的工况,从而能够有效地提高零件的使用寿命。依据相应的受力可以发现,当刮板重量达到120 kg时,而相应的E型螺栓底部断面为60 mm×80 mm,这时其所能承担的弯曲应力可以达到1 440 MPa,因此能够满足刮板输送机的工作需要。图3表示E型螺栓底端断面变窄设计,这样在初始设计E型螺栓与链轮齿之间的间隙时,间距从12 mm变成20 mm。当链窝出现磨损之后,有效防止E型螺栓与相应的链轮齿相接触,进而可以有效地避免E型螺栓的螺柱出现断裂的现象。
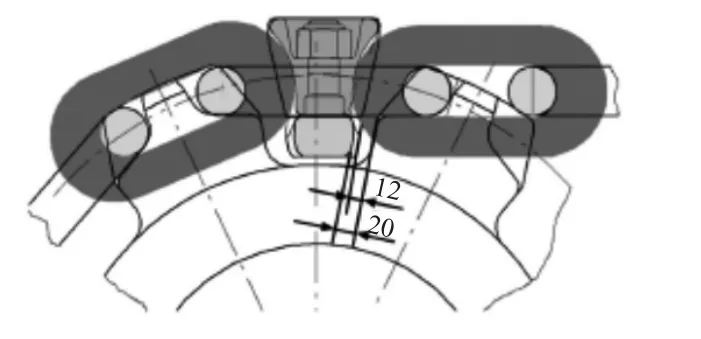
图3 修改设计后链轮与链条啮合关系示意图
4 应用效果
通过分析E型螺栓的失效形式结果,相关单位在设备维护方面增加了力度,在2019年4月对存在磨损的链轮进行及时更换。同时对刮板链轮进行全面检修,共计更换了50个E型螺栓。经过实践发现,在180 d以内并未出现E型螺栓失效的现象,同时极大地提高了设备的运行质量。
5 结语
1)在对设备进行维护的过程中,必须严格依据相应的规范,保证各个零件之间保持一定的间隙,提高设备运行的可靠性。
2)在设计的过程中,必须考虑设备的失效情况以及对各个零件进行优化,保证其具有足够的强度及较高的可靠性。
