划线间距对中性墨水圆珠笔出墨量的影响
2020-04-10王通虎李安
王通虎,李安
上海晨光文具股份有限公司,上海市奉贤区 201406
引言:
国家标准GB/T 37853-2019《中性墨水圆珠笔和笔芯》已于2020年3月1日实施,标准中6.1划圆书写机的d)书写格式:间距为1mm~5mm的连续螺旋线(周长100mm),UF及EF笔头推荐采用划线间距1mm[1]。而ISO标准ISO 27668《中性墨水圆珠笔和笔芯》及目前仍在执行的轻工行业标准QB/T 2625-2011《中性墨水圆珠笔和笔芯》的书写格式:间距为2mm~5mm的连续螺旋线[2,3]。经笔者研究论证,随着划线间距增大,划线长度会逐渐减小,同样的产品会因为采用不同的划线间距检测得到不同的结果,甚至会出现合格与不合格两种截然不同的判定。本文将对此进行理论计算与实测验证。
一、理论计算
假定划线纸张的吸墨量有一定的饱和度,在划线墨迹发生重叠的区域会减少吸墨或者不吸墨[4,5]。因此我们只需计算出改变间距后其划线线迹的交叉点的数目及总面积大小,便可近似计算出其对出墨量的变化影响。
图1 为不同划线间距所划的线迹,由左向右依次为间距1mm、间距2mm 和间距4mm,可以明显看到其线迹重叠区域逐步减少,并且部分面积由菱形逐步接近方形。
划圆一圈周长为100mm,直径为31.8mm。假设划线线迹宽度为0.25mm,则划圆一圈的面积约为25mm2。

图1 不同划线间距的划线线迹
对于划线间距为4mm 的线迹,需要计算的总交叉重叠面积为:4mm 间距7 个,8mm 间距6 个,以此类推至28mm 间距1 个,算上对称面积,合计重叠数为56 个,重叠总面积约为7.3026mm2,平均每圈重叠面积约为0.91mm2,占比约为3.65%。
对于划线间距为2mm的线迹,需要计算的总交叉重叠面积为:2mm间距15个,4mm间距14个,以此类推至30mm间距1个,算上对称面域,合计重叠数为240个,重叠总面积约为19.918mm2,平均每圈交叉面积约为1.24mm2,占比约为4.98%。
对于划线间距为1mm 的线迹,需要计算的总交叉重叠面积为:1mm 间距31 个,2mm 间距30 个,以此类推至31mm 间距1 个,算上对称面域,合计重叠数为930 个,重叠总面积约为101.428mm2,平均每圈交叉面积约为3.17mm2,占比约为12.68%。
如果以划线间距为4mm 的线迹面积为100%,则划线间距为2mm 的线迹面积将减少1.37%,划线间距为1mm 的线迹面积将减少9.38%。如果以划线间距为1mm 的出墨量为100%,则划线间距为4mm 的出墨量将比划线间距为1mm 的出墨量增加10.35%,划线间距为2mm 的出墨量将比划线间距为1mm 的出墨量增加8.84%,划线间距为4mm 的出墨量将比划线间距为2mm 的出墨量增加1.39% 。
二、实测验证
为了验证划线间距不同对书写出墨量的影响,采用两组样品进行验证试验[6]。
第一组样品为采用640/0.5 针管笔头、中性颜料型黑色墨水、灌墨量为0.6g 的笔芯。
第二组样品为采用670/0.5 笔头、中性颜料型黑色墨水、灌墨量为0.6g 的笔芯。
测试条件为:
划圆书写机型号为HST10E;
书写载荷为1N;
书写角度为70°;
划线速度为4.5m/min;
书写格式分别为间距1mm、2mm、4mm;
书写纸张为ISO14145 规定的70g 书写纸;
环境条件为温度23℃,相对湿度55%RH。
(一)第一组样品试验结果
第一组样品分三批分别以划线间距为1mm、2mm、4mm 经过书写划线检测,得到了各自的出墨量结果。表1 为640/0.5 针管笔芯1mm 划线间距下的出墨量,表2 为640/0.5 针管笔芯2mm 划线间距下的出墨量,表3 为640/0.5 针管笔芯4mm 划线间距下的出墨量。
根据上述实测数据,得出第一组样品640/0.5针管笔芯的出墨量对比见表4,平均出墨量曲线图见图2。
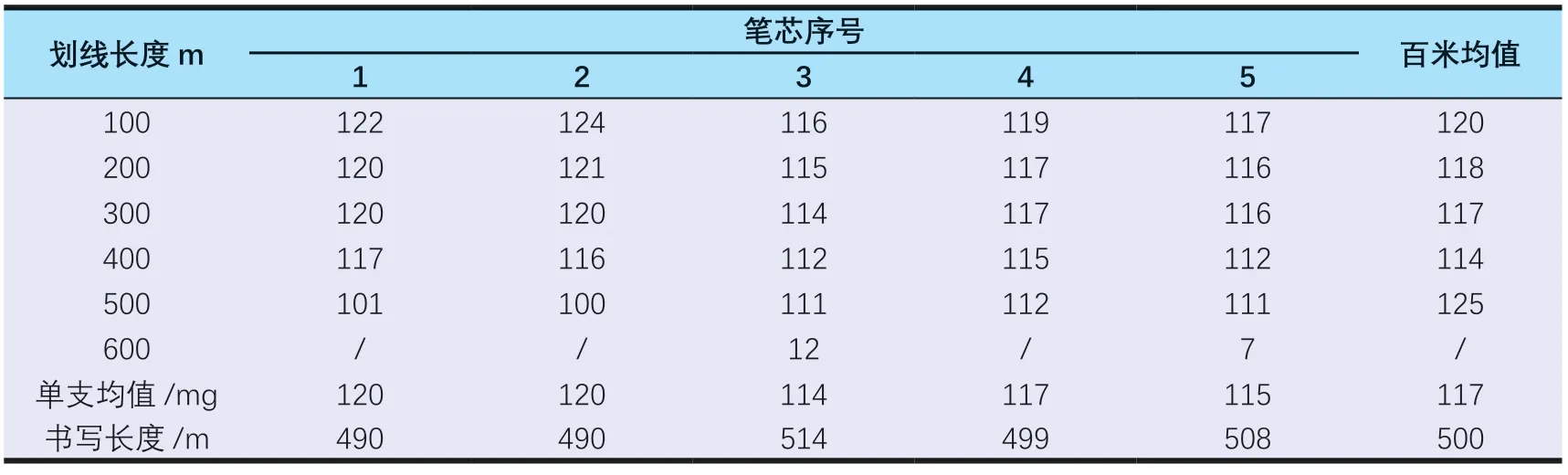
表1 640/0.5针管笔芯1mm划线间距下的出墨量(均值仅计算前400m)(单位:mg/100m)

表2 640/0.5针管笔芯2mm划线间距下的出墨量(均值仅计算前400m)(单位:mg/100m)

表3 640/0.5针管笔芯4mm划线间距下的出墨量(均值仅计算前400m)(单位:mg/100m)

表4 640/0.5笔芯出墨量均值比较(单位:mg/100m)

表5 640/0.5笔芯不同间距的出墨量变化比较

图2 640/0.5针管笔芯不同划线间距下的出墨量曲线图
不同划线间距的出墨量差距见表5。由表5 可见,出墨量随划线间距增大而逐步增大,划线间距从1mm 到2mm,出墨量的增幅大于从2mm 至4mm。实测的出墨量增幅大于理论增幅。
(二)第二组样品试验结果
第二组样品同样分三批分别以划线间距为1mm、2mm、4mm 经过书写划线检测,得到了各自的出墨量结果。表6 为670/0.5 笔芯1mm 划线间距下的出墨量,表7 为670/0.5 笔芯2mm 划线间距下的出墨量,表8 为670/0.5 笔芯4mm 划线间距下的出墨量。
根据上述实测数据,得出670/0.5 笔芯的出墨量对比见表9 及走势图3。
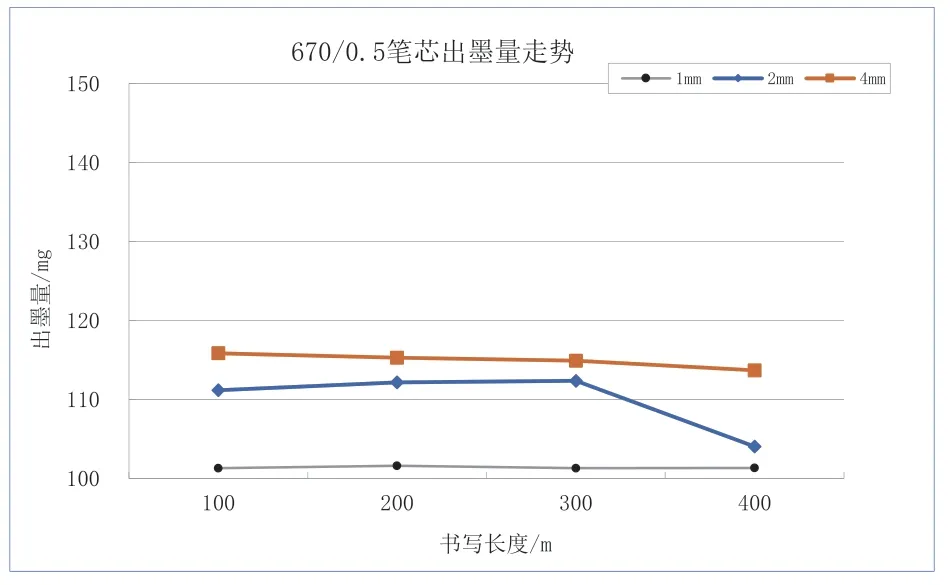
图3 670/0.5子弹头笔芯不同划线间距下的出墨量趋势
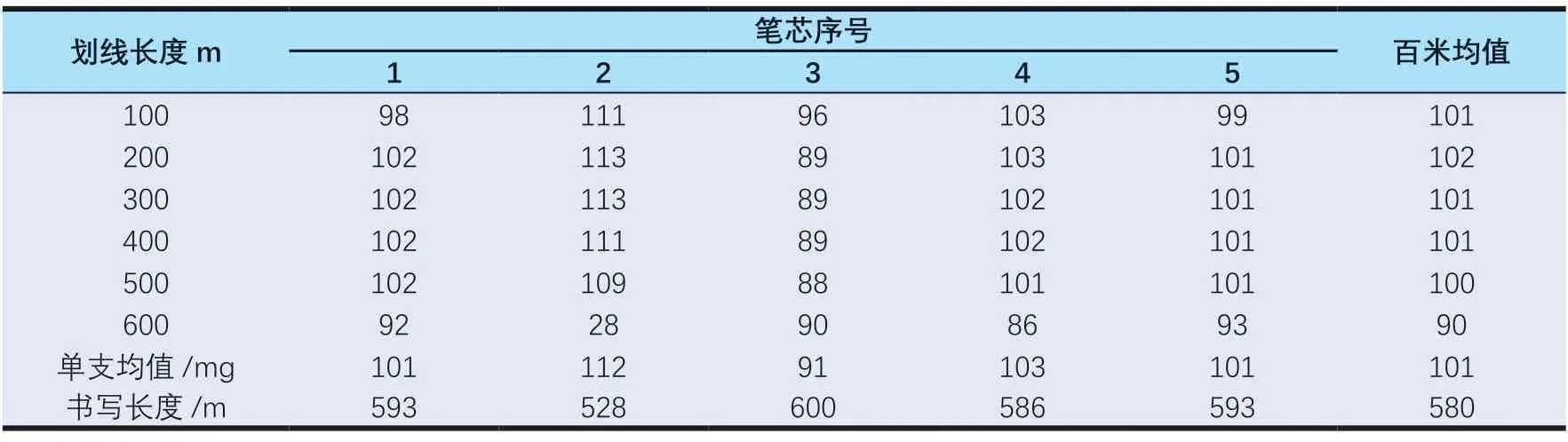
表6 670/0.5子弹头笔芯1mm划线间距下的出墨量(均值仅计前400m)(单位:mg/100m)
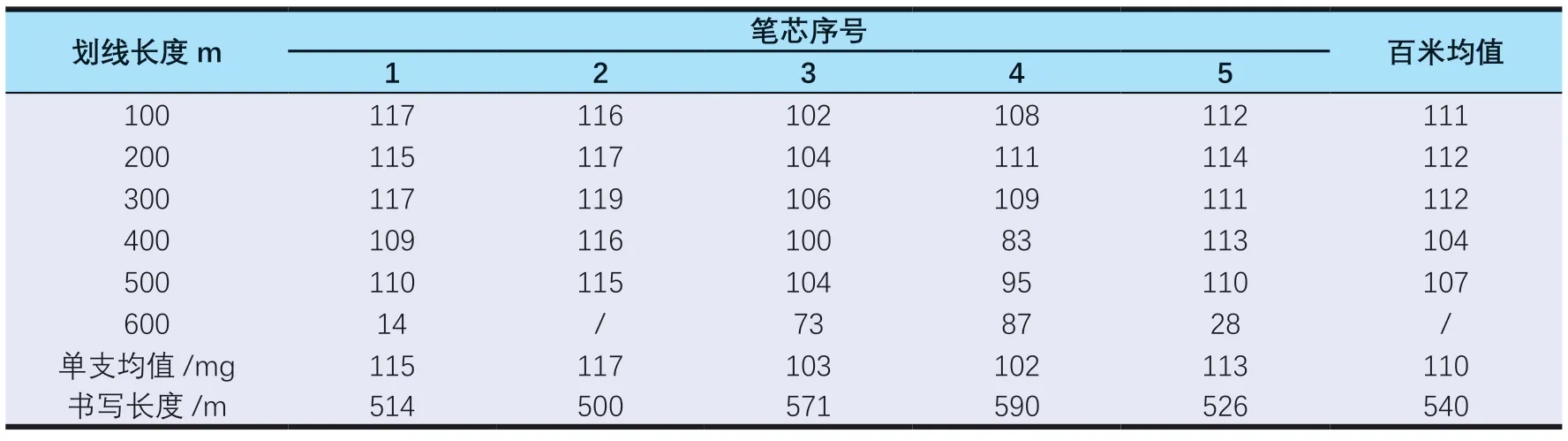
表7 670/0.5子弹头笔芯2mm划线间距下的出墨量(均值仅计前400m)(单位:mg/100m)

表8 670/0.5子弹头笔芯4mm划线间距下的出墨量(均值仅计前400m)(单位:mg/100m)
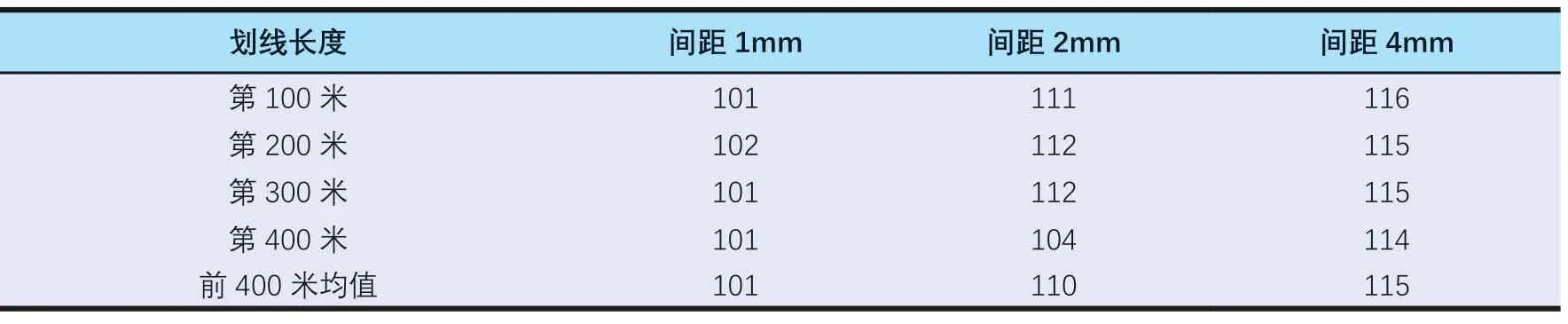
表9 670/0.5笔芯出墨量均值比较(单位:mg/100m)

表10 670/0.5笔芯不同间距的出墨量变化比较
670/0.5 笔芯的不同划线间距的出墨量差距见表10。由表10 可见,出墨量随划线间距增大而逐步增大,划线间距从1mm 到2mm,出墨量的增幅大于从2mm 至4mm。实测的出墨量增幅略大于理论增幅。
三、试验结果分析
根据上述两组试验,均可得出同样结论,随划线间距增大,出墨量呈上升趋势,上升的幅度为先快后慢。设计实验的实测结果趋势与理论计算结果接近,差距的原因在于线迹宽度的假设。如640/0.5 针管笔芯,初始线迹宽度越大,交叉面积也越大,对于小间距的影响也越大。在对比验证的实测中,宽度大于假设的0.25mm,其实测变化幅度也要大于理论值。而670/0.5 子弹头笔芯,初始线宽与理论假设接近,则实测变化幅度略大于理论值。
(一)对划线长度的影响
因为采用不同的间距而出现的不同出墨量大小,对同样的笔芯的划线长度的影响是比较明显的,表11为640/0.5 针管笔芯书写长度比较,图4 为640/0.5针管笔芯不同划线间距下的划线长度趋势图。

表11 640/0.5笔芯书写长度比较(单位:m)

图4 640/0.5针管笔芯不同划线间距下的划线长度趋势图
表12 为670/0.5 笔芯书写长度比较,图5 为670/0.5 笔芯不同划线间距下的划线长度趋势图。

表12 670/0.5笔芯书写长度比较(单位:m)
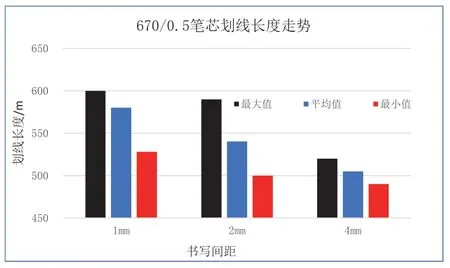
图5 670/0.5子弹头笔芯不同划线间距下的划线长度趋势图
由上述图表可见,同等灌墨量的笔芯,随着划线间距的增加,划线长度呈下降趋势。其中,640/0.5笔芯采用4mm 间距测试时存在划线长度不足400m的笔芯,已不符合轻工行业标准QB/T 2625-2011《中性墨水圆珠笔和笔芯》的要求。同样的产品,均按标准检测,会出现检测判定截然不同的结果,对于处于临界状态的产品会产生较大的争议。
(二)与实际书写状况的比较
由于东亚地区书写的方块字笔划和转折较多,以汉字为例平均笔画为7划[7],笔划间的间距更小,比较喜欢用线迹较细的笔,即球珠的直径在0.5mm及以下的;相对于拉丁文系的字母笔划连续的更多,比较喜欢用线迹较粗的笔,即球珠的直径在0.8mm及以上的。因此,采用1mm间距更为接近实际书写中汉字笔划间的间距(见图6),符合东亚地区的书写习惯[8]。

图6 汉字笔划间距示意图
此外,采用书写划圆机进行划线检测的目的不仅是为了划线长度,同时需要对划线的线迹质量作出评判,例如线迹单边、空心、断线和积墨等。大量的试验证明,划线间距小的比间距大的更容易发现上述的异常与问题。因此,在制订国家标准GB/T 37853-2019《中性墨水圆珠笔和笔芯》时,提出了间距为1mm~5mm 的连续螺旋线(周长100mm),UF 及EF 笔头推荐采用划线间距1mm。其目的是为了更符合中国的实际状况,尽可能避免检测结果判定中出现不必要的争议。
结论
1.影响中性墨水圆珠笔书写出墨量的因素很多,既有墨水也有笔头,还有笔或笔芯的其他零部件以及生产工艺等各方面,本身就比较复杂,如果再加上标准的检测方法也有变数的话就更复杂了。作为产品标准需要有统一规范的检测方法,尤其是对于临界值和测量不确定度,以及容易引起争议方面,更需要有针对性的解决方案。国家标准GB/T 37853-2019《中性墨水圆珠笔和笔芯》制订中对书写划线间距范围的调整,特别是明确了“UF 及EF 笔头推荐采用划线间距1mm”,应该是一种有益的尝试。
2.不同文化所形成的文字会有不同的书写方式和习惯,采用1mm 的划线间距更贴合以汉字为代表的方块字书写的实际情况,并且在划线检测中更容易辨别发现线迹质量的异常情况。
