沙柳多元醇液化产物流变性能的研究
2020-04-08崔晓晓何林韩安珍张明辉韩望
崔晓晓,何林韩,安珍,张明辉,韩望*
(1.内蒙古农业大学材料科学与艺术设计学院,呼和浩特010018;2.北京林业大学材料科学与技术学院,北京100083)
目前,环境问题是我国乃至世界都在关注的一个话题,生物质材料替代石化类燃料成为诸多研究人员争相探索的途径[1-2]。生物质材料中含有天然的高分子物质,包括纤维素、半纤维素和木质素等,具有生物可降解性,可有效解决生态问题[3]。生物质材料中富含酚类和脂肪族羟基,以及具有羧基基团反应性氢原子,是生产聚氨酯材料非常有前景的原料[4]。大豆、玉米秸杆、谷物等农作物以及废弃木材均属于生物质材料,通过常压液化、高温高压、微波液化等液化方法可以将纤维素溶解[5-7]。生物质材料在不同液化剂和催化剂的作用下制成的液化产物可生产制作聚氨酯、环氧树脂、黏合剂等[8-10]。
生物质液化产物是一种高分子量的聚合物,具有一定的黏弹性变化规律,可通过流变学进行有力的描述,流变性能的分析可以科学地量化实际过程中的流动行为,记录并分析流动变化规律。Villani等[11]化学改性了雪松,使用动态力学分析对其进行评估,分析应力-应变曲线规律,确定蠕变、弹性模量等参数,总结了其黏弹性。Song等[12]对微孔聚丙烯(PP)/木纤维复合材料的流变性能进行研究,结果显示木纤维的掺入增加了复合黏度和储能模量。Liu等[13]研究了不同影响因素下玉米秸秆浆料的流变性质,采用幂律模型表示并量化其流变行为。对液化产物流变性能的研究,可探索宏观流变性质与微观反应机理之间的关系,优化液化设备结构和加工工艺条件,对其之后的高效利用起着重要作用。
沙柳作为内蒙古地区丰富的自然资源,可利用其中富含的纤维素在酸性条件下液化,制成沙柳多元醇液化产物。本试验通过对沙柳多元醇液化产物流变性能的研究找出最优液化工艺,确定多元醇液化产物的流变性质和流动变化规律。本研究将为后续的生产和本构模型的建立提供理论依据。
1 材料与方法
1.1 试验材料与设备
沙柳(Salixpsammophila)枝条:5~8 mm,内蒙古鄂尔多斯达拉特前旗;聚乙二醇-400,分析纯,天津市风船化学试剂科技有限公司;丙三醇,分析纯,天津市风船化学试剂科技有限公司;浓硫酸,分析纯,上海凛恩科技发展有限公司。
BSA223S电子精密天平,赛多利斯科学仪器(北京)有限公司;DHG-91435-Ⅲ电热恒温鼓风干燥箱,上海新苗医疗器械制造有限公司;数显恒温油浴锅HH-1S,金坛市科杰仪器厂;FZ-102型微型植物粉碎机,天津泰斯特仪器有限公司;恒温真空搅拌反应装置,上海雅荣生化设备仪器有限公司;DHR-2流变仪,美国TA公司;Tensor27布鲁克傅立叶红外光谱仪,上海冉超光电科技有限公司。
1.2 试验方法
1.2.1 沙柳木粉的制备
1)用铡刀将采自内蒙古鄂尔多斯未去皮的沙柳[其化学成分(质量分数):灰分2.88%,冷水抽出物9.24%,热水抽出物10.01%,1%NaOH抽出物32.12%,苯醇抽出物6.18%,综纤维素72.75%,半纤维素22.80%,木质素19.76%]切割成3 cm左右的小段;
2)利用粉碎机粉碎小段沙柳,得到沙柳木粉;
3)用100目(孔径150 μm)的筛网筛选出试验要求的木粉;
4)将研磨好的木粉放入密封袋中。
木粉含水率:根据国家标准GB/T 2677.2—1993,计算木粉含水率为0.08% 。
1.2.2 沙柳木粉液化产物的制备
沙柳木粉液化的配比(质量比):木粉∶聚乙二醇∶丙三醇∶浓硫酸=10∶32∶8∶3,以此比例进行液化,搅拌转速270 r/min。
1.2.3 沙柳多元醇液化产物的制备
1)数显油浴锅调至试验温度预热;
2)按照试验配比精确称量沙柳木粉、液化剂(聚乙二醇和丙三醇混合物)和催化剂一起加入三口烧瓶中;
3)油浴锅加热至试验温度,将三口烧瓶浸入油浴锅中,连接冷凝装置和搅拌装置,液化反应开始,记录反应时间;
4)反应至指定时间后,停止反应,取下三口烧瓶,水冷至常温;
5)将沙柳多元醇液化产物置于离心管中。
1.3 测试与表征
1.3.1 液化率测试
沙柳液化产物用质量分数为80%的1,4-二氧六环溶液对液化产物进行稀释过滤,之后再用1,4-二氧六环溶液清洗液化产物5~8次,直至抽滤瓶内为无色液体,得到不溶物液化残渣和滤纸,将残渣和滤纸一起烘干至恒定质量后称量。
1.3.2 流变性能测试
沙柳液化产物的流变性能采用平行板旋转型流变仪进行测试分析。流变性能实验在层流(雷诺准数较小)状态下进行,沙柳液化产物试样体积为2 mL,25 mm平行板,平衡时间为30.0 s。
在线性黏弹区内对沙柳液化产物进行稳态扫描测试,设定扫描条件为:温度50 ℃,应变为1%(确保液化产物处于线性黏弹区),在对数模式下对试样进行流动剪切,剪切速率为1.25~125 s-1。记录当剪切速率大致在49.76 s-1时,黏度的情况,找到最大黏度的液化产物;同时记录在剪切应力和黏度随剪切速率的黏弹性变化,得到稳态扫描后的流动规律变化曲线。
在线性黏弹区内对数模式下,对试样进行动态频率扫描,设定温度为50 ℃。施加小振幅振荡剪切,应变1%,角频率扫描范围0.1~100 rad/s。记录储能模量(G′)、储能模量(G″)和复数黏度(|η*|)等黏弹性参数随频率的变化。
1.3.3 红外吸收光谱(FT-IR)分析
对沙柳液化产物进行傅立叶红外光谱分析(FT-IR),测试样品呈液态,扫描范围为500~4 000 cm-1。
2 结果与分析
2.1 单因素优化试验
影响沙柳液化产物液化率和黏度的主要因素包括反应时间、反应温度和催化剂用量。单因素试验主要围绕三大主要因素进行,分别探究其中一种因素对沙柳液化产物液化率和黏度的影响情况,选择合适的范围,便于正交试验的进行。
反应时间单因素对沙柳液化率和液化产物黏度的影响情况(反应温度170 ℃、催化剂用量5%)如图1。反应时间选取50~110 min(50,70,90和110 min),分3个阶段进行试验。第1阶段:50~70 min,液化率逐渐增加,且液化产物表现出黏度降低的现象。这是由于沙柳木粉、多元醇和催化剂在较短时间内加速反应,液化率增加,但时间较短,其中沙柳木粉尚有残留,使50 min时溶液的黏度稍高,随着反应进行液化率提高,黏度随之降低。第2阶段:70~90 min,随着时间的增加,液化率也随之提高并达到最高,纤维素与木质素中的大量羟基被取代,反应活性物增加,液化产物黏度随之上升。第3阶段:90~110 min,液化产物随时间的增加继续反应,出现缩聚现象,液化率降低,黏度增加,但黏度大,液体很难脱离三口烧瓶,不利于在生产中操作且影响质量。

图1 反应时间对液化率和黏度的影响Fig. 1 Effect of reaction time on liquefaction rate and viscosity
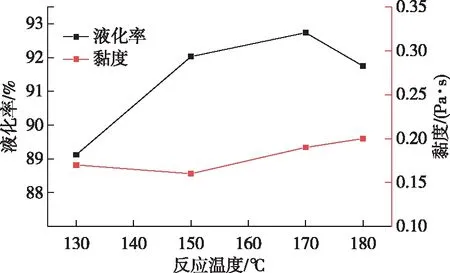
图2 反应温度对液化率和黏度的影响Fig. 2 Effect of reaction temperature on liquefaction rate and viscosity
在沙柳液化过程中,表观反应速率常数将随着反应温度的升高而增加,因此提高反应温度有助于沙柳材液化反应的进行[15]。本试验中反应温度对液化率和黏度的影响结果如图2所示。图2试验中设定的反应时间70 min,催化剂用量5%,反应温度选取130~180 ℃(130,150,170和180 ℃)。在130~150 ℃时,温度较低,木粉中含有的纤维素和木质素部分裂解生成带有羟基的小分子物质,液化率低,裂解不完全产物黏度高,温度增加后,液化率提高,且黏度有所降低;在150~170 ℃时,随着反应的进行,温度越高,纤维素和木质素内部能量升高快速,当此类大分子物质达到反应活化能后开始发生降解,产物中的羟基逐渐增多,液化率提高,黏度在此时升高;但当反应温度达到180 ℃及以上,过高的温度又会使液化产物发生缩聚反应,液化率降低,黏度增高,且由于温度太高,导致三口烧瓶内的压力升高,存在爆炸危险,在常压液化中应避免出现过高的温度。
适量的催化剂可以促进木粉解聚作用,对反应的进行有一定的影响(图3)。由图3可见,在反应温度170 ℃、反应时间70 min、催化剂用量3%~6%的条件下,随着催化剂用量的增加,液化率提高,当催化剂用量达到5%时,液化率达到最大;催化剂用量达到6%后,催化剂发挥生物质降解作用,液化率降低,其黏度逐渐增加。
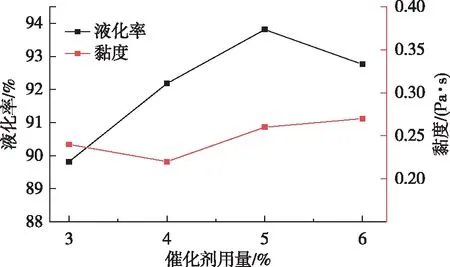
图3 催化剂用量对液化率和黏度的影响Fig. 3 Effect of catalyst dosage on liquefaction rate and viscosity
2.2 正交优化试验
2.2.1 正交试验水平表的建立与极差分析
根据沙柳液化单因素试验结果,确定液化反应条件对液化率和产物黏度的主要影响因素[16],排除了木粉残留过多和生成物被降解的问题,再分别对反应时间、反应温度和催化剂用量进行试验数据的设置。结合液化率,分析3种因素(沙柳液化反应时间、反应温度及催化剂用量)对产物黏度的影响程度,运用4因素3水平建立正交因子水平表(表1)。通过流变仪稳态对数模式下,剪切速率约为78.87 s-1时,对其黏度变化进行测量;选取影响液化产物流变行为的影响因素,通过正交分析找到最大的影响因子和最优比。

表1 沙柳液化正交因子水平表Table 1 Salix liquefaction orthogonal factors and levels
根据表1各因子与水平的设定,选定正交表L9(34) (表2),采用极差分析方法确定各工艺因子对沙柳液化产物的流变性能影响的显著性,并确定最优方案。对以多元醇为液化剂、浓硫酸为催化剂制备的沙柳液化产物流变性能的测试结果进行汇总,对正交试验各试验因子的结果进行极差分析,结果见表3。
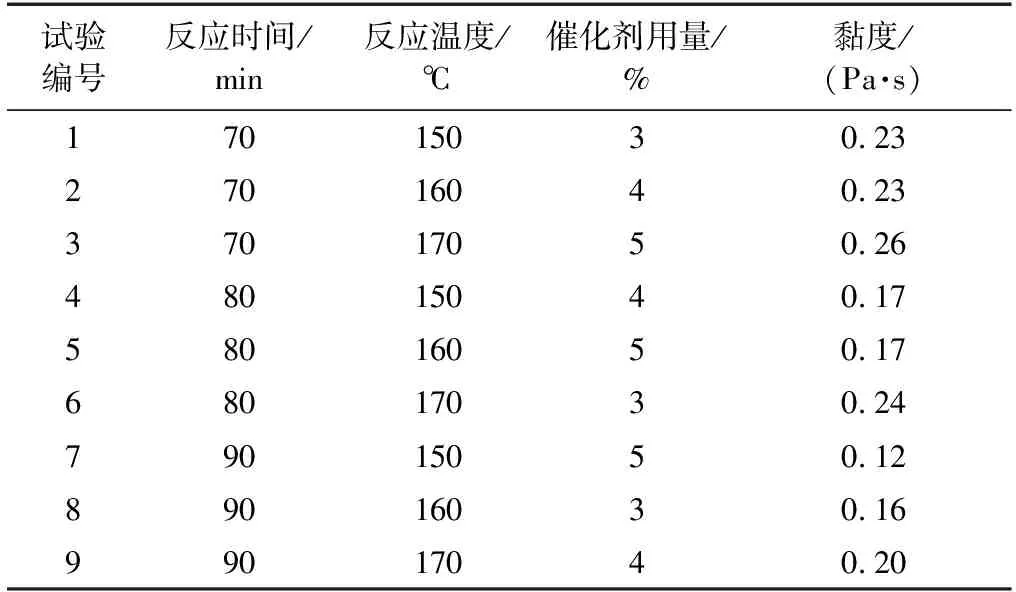
表2 沙柳液化物正交试验结果Table 2 Orthogonal test results of salix liquefaction
注:每组试验重复3次,求平均值。

表3 沙柳液化正交试验结果分析Table 3 Analysis of the results of orthogonal test of salix liquefaction
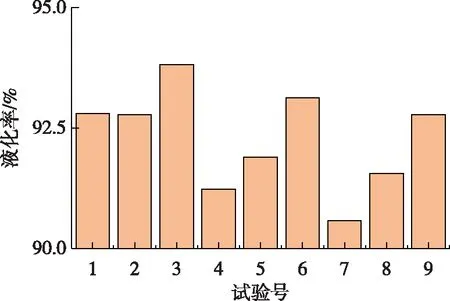
图4 正交试验的液化率Fig. 4 Liquefaction rate of orthogonal test
正交试验的液化率结果见图4。由图4可见,9组正交试验中,沙柳的液化率最高为3号,木粉的残留最低,沙柳木粉在多元醇和催化剂的作用下,纤维素、半纤维素和木质素的羟基被大量取代,液化程度最大。同时,沙柳液化产物在制备黏度要求较大的产品(如:聚氨酯发泡材料和胶黏剂[17])时,要求在黏弹性区域内,黏度较大的液化产物反应更加充分。本试验后期制备聚氨酯发泡材料,较好的泡孔密度和强度需要较大黏度的沙柳液化产物。根据表3中沙柳木粉液化正交试验的极差分析结果,可以明显看出:在反应时间因素中k1>k2>k3,所以最优值为70 min;在反应温度因素中k3>k2>k1,最优值为170 ℃;在催化用量因素中k3>k2>k1,所以最优值为5%。同时根据极差R值确认各因素对性能的影响顺序为:反应时间>反应温度>催化剂用量。
2.2.2 最优工艺条件的预测及验证
正交试验分析得到沙柳液化的最佳工艺为反应时间70 min、反应温度170 ℃、催化剂用量5%。在此基础上,对沙柳木粉进行再次液化,通过流变仪进行测试,剪切速率为78.87 s-1时,黏度为0.26 Pa·s。此结果与正交试验中所得试验结果相差无几,由此证明正交试验的参数可靠。

图6 沙柳液化产物稳态模式流变测试图Fig. 6 Rheological test diagram of steady state mode of salix liquefied product
2.2.3 液化产物FT-IR分析

图5 沙柳液化产物傅立叶红外光谱图Fig. 5 The FT-IR spectra of salix liquefaction product

2.3 沙柳液化产物流变测试分析
正交试验分析结果显示,沙柳液化最优试验液化条件为反应时间70 min、反应温度150 ℃和催化剂用量5%。按以上条件制备液化物,并进行流变测试分析:稳态模式下,测试剪切应力和黏度随剪切速率的变化规律,以确定液化产物流体性质;动态模式下,测试储能模量、损耗模量和复数黏度随着角频率的变化规律。
2.3.1 稳态扫描分析
沙柳液化产物的在稳态分析模式下测得的剪切应力和黏度(二者均为平均值)随着剪切速率的变化曲线见图6。从图6a可以看出,随着剪切速率的不断增大,沙柳木粉液化产物的黏度随之降低,表现出了剪切变稀的现象[23]。这可能是因为随着剪切速度的增加,促进了沙柳木粉液化产物中聚合物大分子链之间的解绕与取向,大分子链之间的相互作用变弱,整个体系的黏度也随之降低[24]。图6b中,剪切应力随着剪切速率的提高而逐渐增加,根据沙柳木粉液化产物的流变曲线,选用幂律模型作为基本公式对曲线进行拟合。
幂律模型见下式:
(1)

对式(1)两边取对数可得式(2):

(2)
通过计算求得n值为0.910 074,n值小于1,K值为0.480 159。在双对数坐标中,应力曲线大致为直线,且斜率小于1(n<1)。n与1.0的偏差表明了流体的非牛顿行为,此时n值略小于1,表明流体的非牛顿行为较强。K值反映黏度的大小,K值较高说明流体流动性差,黏度较高[11]。结合黏度曲线和剪切应力曲线变化规律,可以认为沙柳液化产物属于假塑性流体。
2.3.2 动态频率扫描测试分析
液化产物的动态频率曲线见图7。沙柳木粉的液化条件为反应时间70 min、反应温度170 ℃和催化剂用量5%,液固比1∶4。如图7所示,在动态频率扫描下,可得到沙柳液化产物的储能模量(G′)、损耗模量(G″)和复数黏度(η*)(三者均为平均值)随着角频率的变化曲线图。液化产物在角频率逐渐增加的过程中,G′和G″逐渐升高,但非线性升高。图7a中,G′反映沙柳液化产物的弹性变化情况,G′的增加,说明随着角频率升高,形变时间缩短,液化产物弹性形变松弛效应减弱,表现出更多的弹性。图7b中,G″又称黏性模量,材料在发生形变时,由于黏性形变(不可逆)而损耗的能量大小,随着角频率的增加G″随之增加,因为角频率越大,单位时间内沙柳液化产物克服分子间损耗变形能量就越多,在发生形变时能量转化成为热能。图7c中,表示沙柳液化产物的复数黏度随着角频率的变化曲线,η*随角频率的增加而减小,表现出剪切变稀现象。随着角频率的增加,液化物中活性物质缠绕的分子链部分解缠,使黏度降低。

图7 沙柳液化产物动态模式流变测试图Fig. 7 Dynamic model rheological test diagram of salix liquefied product
3 结 论
1)沙柳木粉在催化剂液化试验中,通过改变其液化条件(反应时间、反应温度、催化剂用量)做单因素和正交试验,结合液化率分析,结果表明影响沙柳液化的主要因素为反应时间,其次是反应温度和催化剂用量,最佳工艺条件为反应时间70 min、反应温度170 ℃和催化剂用量5%。在此工艺条件下,当剪切速率为78.87 s-1时,黏度为0.26 Pa·s。FT-IR分析得出,在液化反应过程中,沙柳中的纤维素、半纤维素、木质素等生物质成分的特征峰逐渐减弱,液化物生成更多的反应活性官能团,此条件下的液化反应更加充分。
2)沙柳液化产物流变稳态扫描测试,在双对数坐标下,黏度随剪切速率的增加逐渐减小,表现出剪切变稀的现象;剪切应力随着剪切速率的增加逐渐升高,根据幂律定律得到非牛顿指数n值小于1,表现出假塑性流体的性质。
3)通过动态频率扫描曲线的变化规律分析,结果表明:储能模量随着角频率的升高而逐渐增加,液化产物弹性形变松弛效应减弱;损耗模量也随着角频率的升高而增加,单位时间内产物克服分子间损耗变形能量增加;复数黏度却随着角频率的升高而减小,表现出剪切变稀现象,分子链部分解缠。
