铸造铝基复合材料的研究进展
2020-04-08
(华南理工大学广东省金属新材料制备与成形重点实验室,广东广州 510641)
铝基复合材料不仅具有比强度和比刚度高,更耐疲劳和更耐磨,还具有高温性能好,阻尼性能好以及热膨胀系数低。跟其他复合材料一样,其能组合特定的力学和物理性能,以满足产品服役的需要。因此,铝基复合材料已成为金属基复合材料中最重要、最常用的材料之一。铝基复合材料通常根据增强体的种类主要分为纤维增强铝基复合材料和颗粒增强铝基复合材料。纤维增强铝基复合材料虽然具有比强度、尺寸稳定性好、比模量高等一系列优异性能,但是价格昂贵,目前主要用于航天领域,作为航天飞机、空间站、人造卫星等结构用材料。而颗粒增强铝基复合材料可用来制造卫星及飞机零部件、航天用结构材料、汽车用零部件、金属镜光学系统;此外还可以用来制造惯性导航系统的精密零件、微波电路插件、电子封装器件等。
与纤维增强铝基复合材料相比,颗粒增强铝基复合材料不仅具有制备工艺及设备简单、成本低、还易于实现大规模生产而被广泛应用[1-3]。颗粒增强铝基复合材料是以铝或铝合金为基体,向基体材料中加入或者在基体内自生成具有高强度、高模量、耐热和耐磨等一系列优良物理性能的颗粒,从而形成颗粒增强铝基复合材料[4],这些颗粒增强体可有效提高材料的强度、耐热性和耐磨性等性能。颗粒增强体根据尺寸大小一般可分为微米级和纳米级颗粒。当增强相的体积分数相同时,颗粒尺寸越小,则颗粒数越多,颗粒间距也就越小,越能更好提升铝基复合材料的力学性能[5]。在铝基复合材料中,常用SiC、Al2O3、石墨等作为增强颗粒,选用的增强颗粒应具有良好的力学性能及物理性能,且成本较低,能有效提高合金的综合性能,使颗粒增强铝基复合材料满足工程设计的需要[2]。
一般而言,制备技术是影响铝基复合材料性能和应用的关键因素。因此,研究铝基复合材料的制备技术以及制造设备是稳定铝基复合材料的性能、降低铝基复合材料的生产成本、扩大铝基复合材料的应用范围的必要前提。经过多年的发展,铸造法制备铝基复合材料已经发展成多种新工艺,例如低压铸造、挤压铸造、搅拌铸造等。本文概述了上述三种制备铝基复合材料的方法以及最新国内外研究进展。探讨了铸造铝基复合材料的发展方向。
1 低压铸造铝基复合材料
低压铸造一般是指把铸型安置在密封的坩埚上方,然后将压缩空气通入到坩埚中,使得熔融金属的表面上产生低压力,迫使金属液由升液管上升填充铸型,从而控制凝固的铸造方法。这种铸造方法无需冒口,易于补缩,铸件组织致密,气孔少,容易铸造出大型薄壁复杂的铸件;污染少,并且容易实现自动化。例如,用于生产轿车铝合金整体轮毂铸件的J458 型低压铸造机的成套技术装备[6],产品合格率达95%以上,其中,模具型腔尺寸精度是±0.1 mm,微机液面加压系统压力误差≤0.2%,保温炉铝液控制温度是680 ℃~720 ℃.
1.1 国外低压铸造法制备铝基复合材料研究现状
Reilly 等[7]以低压铸造铝合金制件为研究对象,研究了计算机数值模拟技术的工业应用和开发。Park 等[8,9]在低压铸造铝基复合材料上长期开展相关研究及应用开发,对纤维增强和多孔纤维增强铝合金[10,11]等铝基复合材料以低压铸造工艺进行了系统地研究,并对充型基本理论在实践中的应用进行了深入探索。例如,复合材料活塞FeCrSi/A336 是以FeCrSi 金属纤维为增强体在一定的条件下制作成的多孔预制块,采用低压铸造的方法将A336 铝合金熔体渗入多孔预制块中,制备成所需的铝基复合材料。图1a)为低压铸造设备示意图,图1b)为低压铸造工艺参数曲线示意图[3]。
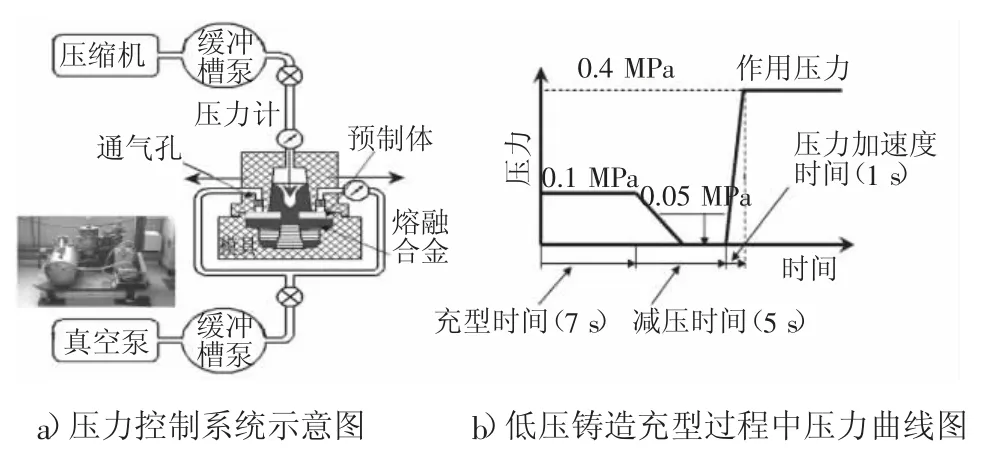
图1 低压铸造设备示意图及充型过程中压力曲线图[3]
1.2 国内低压铸造法制备铝基复合材料研究现状
夏振海等[12]利用低压铸造技术以碳纤维作为增强体,以A356 铝合金为金属基体,制备出碳纤维增强铝基复合材料,根据试验和理论计算,对金属熔体在低压铸造条件下浸渗静力学和动力学过程进行分析,测定了渗透系数,并对C/Al 浸渗复合过程和C/Al 复合材料性能进行了讨论。实际制备过程中,金属熔体在浸渗多孔形态的纤维预制件时,会受到重力、空气阻力、毛细压力、粘滞阻力和端部阻力作用的影响。忽略重力、空气阻力和端部阻力,液态金属的充型过程主要受到毛细压力和粘滞阻力作用的影响[3]。
曾建民等[13,14]在使用低压铸造技术制备颗粒增强铝基复合材料时,系统地研究了充型流体动力学基本原理,并利用低压铸造技术制备出SiC 颗粒增强铝基复合材料,其中,加入体积分数为15%的SiC 粉末的粒径为10 μm,基体材料为ZL101.其制备过程如下,首先把基体合金配置好,快速熔化并压入镁块,除气后,将经预热的SiC 粉末引入熔体并进行搅拌。将制备好的熔体材料分别在重力和低压铸造条件下浇入经预热的金属型腔内,从而获得具有一定力学性能的试棒。比较重力和低压铸造条件下制备的铝基复合材料的力学性能[3],发现,采用低压铸造技术制备的试棒的孔隙率降低60%,而抗拉强度和伸长率分别提高6.5%和75%.该金属型腔相对较简单,若改变成其他复杂形状的型腔,其微观组织和性能有待研究。
加快颗粒增强复合材料熔体流动性的可行途径是提高流动速度。在低压铸造过程中,加在金属液面上的气体压力主要决定了熔体充型时的流动速度,但气体压力不仅受到铸件结构的影响,还跟使用的铸型种类有关,因此,正确合理地设置升液压力,充型压力,充型速度,结晶压力,保压时间等参数是至关重要的[3]。
2 挤压铸造铝基复合材料
挤压铸造法一般指液态模锻,可分为直接挤压铸造和间接挤压铸造。其原理是先制备出一定形状的增强体预制块,然后将熔融的基体合金等合金熔体浇入放有预制块的模具中,在一定的压力条件下,迫使合金熔体浸渗入预制块,保压一定时间后冷却[2]。该方法具有较好的工艺稳定性,较短的生产时间;缺点是生产成本较大,不仅需要高压设备,而且需要密封良好的耐高压模具,并且较难生产形状非常复杂的零件[2]。
2.1 国外挤压铸造法制备铝基复合材料研究现状
Mousavian 等[15]将热挤压工艺应用于搅拌铸造铝基SiC 复合材料,研究发现,即使经过36 h 的球磨,粗微米尺寸的纳米颗粒也不可能完全转化为纳米颗粒,推导出粉末的粒径和载体剂与铝液反应释放的热量是影响制品拉伸性能和显微硬度的两个关键因素。Alhashmy 等[16]研究了一种层压板挤压铸造工艺作为替代方法,使纤维织物和铝板的交替层热巩固,成功地制备了纤维体积分数在7%~14%之间的复合材料。在碳纤维体积分数为7.4%的情况下,复合硬度比标准6061 基体合金高出50%.
Muraliraja 等[17]以7075 铝合金为基体材料,质量分数为2.5%的氧化铝为增强材料,通过挤压铸造工艺制备出具有较高抗压强度的铝基复合材料。复合材料的硬度从44 HRB 提高到59 HRB.与文献报道的7075 铝合金和其他铝基复合材料相比,添加氧化铝增强材料时的挤压力到587 MPa 后,复合材料的抗压强度显著提高。Venkatesan 等[18]采用搅拌铸造和挤压铸造技术制备了纳米石墨烯增强7050铝合金复合材料,研究发现,在7050 复合材料中,质量分数为0.3%的石墨烯对搅拌铸造和挤压铸造试样的拉伸性能均有提高。当石墨烯质量分数超过0.3%时,会形成簇状结构。
2.2 国内挤压铸造法制备铝基复合材料研究现状
有研究表明,在挤压过程中,压力大小对复合材料的结构及形貌有着显著影响。增大挤压压力,有利于细化晶粒、降低孔隙率,增强颗粒的分布更加均匀[19]。挤压铸造模具示意图如图2 所示。7000系高强铝合金在航空航天领域已有广泛的应用,但是由于其铸造性能差,成形方法以轧制、挤压等塑性变形为主,产品主要为板材和型材,很难成形形状复杂的零件。挤压铸造和半固态挤压铸造为7000系铝合金铸造成形及其复合材料的制备提供了可行的途径,介绍了7000 系铝基复合材料挤压铸造成形技术的研究进展,提出了目前存在的一些问题,并讨论了其发展方向[20]。

图2 挤压铸造模具示意图
首先制备出多孔氮化钛预制块后,通过挤压铸造法制备出了双连续氮化钛增强铝基复合材料,研究了不同铝合金添加量影响下的显微组织和力学性能,以及相应的强韧化机制[21]。结果表明,随着复合材料铝合金体积分数的增加,复合材料的断裂韧性增加,显微硬度和弯曲强度都下降;该铝基复合材料的断裂模式为氮化钛等轴晶粒的沿晶韧性断裂;由于铝合金与氮化钛不发生化学反应,从而避免了过度的界面反应的不利影响;相应的强韧化机制主要有位错增殖、负荷传递和裂纹偏转[21]。
3 搅拌铸造铝基复合材料
搅拌铸造法就是将温度加热到基体熔点以上,先将纳米颗粒进行预处理,再把一定质量分数的纳米颗粒添加到金属熔体中,并进行搅拌处理,使增强相均匀分散到基体熔液中,待浇注凝固后制备出符合要求的复合材料。根据搅拌方法不同,可分为机械搅拌、超声搅拌、电磁搅拌等方法[1,2]。搅拌铸造法工艺及设备相对简单,制备成本较低,但在制备过程中存在增强相发生集聚现象,且出现偏析的情况较大,无法控制界面反应[2]。况且添加的增强相颗粒的体积分数受到一定的限制。搅拌铸造铝基复合材料的各种性能取决于制备方法、体积分数、颗粒形状、尺寸以及组分的分布和性能[22]。
3.1 国外搅拌铸造法制备铝基复合材料研究现状
Gopalakannan 等[23]采用超声空化法制备了质量分数为0.5%的SiC 纳米颗粒增强的7075 新型铝基纳米复合材料。高分辨率扫描电子显微照片显示SiC 纳米粒子在铝金属基体中的均匀分布和良好的分散性。采用响应面法的面心中心复合设计,采用放电加工技术加工铜电极数控机床。采用方差分析方法研究了工艺参数及其相互作用的影响。此外,为了估计加工特性,还建立了一个数学模型。
Alaneme 等[24]采用两步搅拌铸造工艺制备了复合材料。对复合材料进行了显微组织、硬度、拉伸和断裂韧性试验,评价了复合材料的力学性能。结果表明,随着增强阶段花生壳灰的增加,增强铝基复合材料的硬度、极限拉伸强度和比强度均略有下降,这是由于铝、硅、钙、钾和镁的氧化物含量增加所致。
Gupta 等[25]通过铝合金与六氟钛酸钾(K2TiF6)原位反应,制备了不同质量分数Al3Ti 颗粒的Al3Ti 增强铝基复合材料。超声波搅拌铸造示意图如图3 所示。对铝熔体在盐反应过程中进行超声处理,以细化铸造组织,使原位成形的Al3Ti 颗粒得到较好的分散。采用X 射线衍射、扫描电镜和透射电镜对原位复合材料进行了表征。熔体中生成的Al3Ti 颗粒促进了非均匀形核,从而使铸造组织细化。
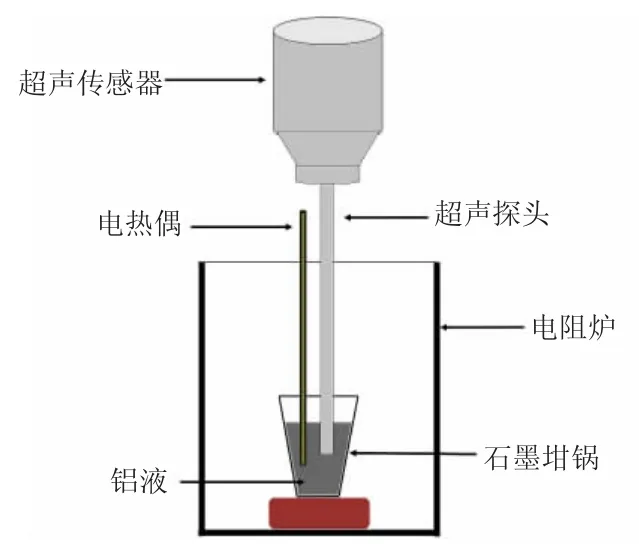
图3 超声波搅拌铸造示意图[25]
Mistry 等[26]采用电磁搅拌铸造工艺,通过相关研究,开发出一种新型的铝基复合材料。分别将质量分数为4%、8%和12%的Si3N4颗粒压入7075铝合金中,然后对所有试样进行热处理。结果表明,在7075 铝合金中,随着Si3N4加入量的增加,可逐渐提高热处理后铝基复合材料的硬度,但抗拉强度和抗弯强度先升高后下降,即在Si3N4质量分数为8%时拉伸强度和弯曲强度最大。
电磁搅拌法是为了解决浆体中存在机械搅拌器的问题而发展起来的,目前认为电磁搅拌法是半固态工艺中应用最广泛、最有用的方法。Shabani 等[27]比较了半固态法和传统方法制备的铝基复合材料中金属间化合物中铁颗粒的结构。结果表明,经过电磁搅拌后的半固态样品中,金属间化合物中铁颗粒更小,更分散,应力集中点也更小。
3.2 国内搅拌铸造法制备铝基复合材料研究现状
Du 等[28]为了实现Al-SiC 搅拌铸造复合材料中SiC 颗粒的均匀分布,采用自行研制的专用电磁机械搅拌设备,对Al 与体积分数4.24%SiC 复合材料进行了半固态搅拌铸造,该设备采用三片均匀分布、水平倾斜角为25°的叶片,在电磁搅拌作用下,通过产生浆体向上运动,机械地提高SiC 颗粒。结果表明,在620 ℃下,以300 r/min 和600 r/min 的速度进行电磁搅拌铸造,可以获得SiC 颗粒均匀分布的Al-4.25%SiC 复合材料。
郝世明等[29]采用液态搅拌铸造工艺制备成体积分数为15%和20%的SiCp/ZL108 的铝基复合材料,通过组织观察、拉伸测试和耐磨性能的实验,研究了增强颗粒SiC 对基体合金的显微组织、力学性能以及耐磨性能的影响。结果表明,在基体ZL108中加入不同含量的SiCp 后,显微组织致密,颗粒分布均匀,复合材料中的位错密度增加了,不仅提高了力学性能和弹性模量,还大幅度改善了材料的磨损性能,该铝基复合材料耐磨性能优良的主要原因是SiCp 良好的导热性能、支撑作用以及较高的体积分数。
张桢林等[30]以SiCp 粉和A357 铝合金作为原料,对SiCp 质量分为20%的A357 复合材料采用双级搅拌桨在不同工艺参数下进行搅拌铸造,研究了一些工艺参数对SiCp 分布均匀性的影响。并对制备的SiCp/A357 复合材料采用T6 热处理,分析了铝基复合材料的组织和力学性能在热处理前后的变化规律。结果表明,在搅拌转速为800 r/min,搅拌温度为610 ℃,搅拌时间为20 min 下采用双级搅拌桨制备的复合材料中SiCp 分布均匀性最佳。经过T6 热处理后,铝基复合材料的抗拉强度为345 MPa,硬度达到123.3 HB,相比铸态的铝基复合材料,T6 热处理后的铝基复合材料的抗拉强度和硬度明显上升,分别提高66%和48.6%.断口分析表明,SiCp/A357复合材料的断裂机制为基体合金的韧性断裂、界面脱粘和SiC 颗粒的断裂的混合机制。
尽管SiCp/Al 复合材料通过搅拌铸造法的制备成本低,能够实现近终成形,但是在铝合金熔体中使得SiC 颗粒的均匀分散难度很大,这不仅跟搅拌器结构有关,而且与搅拌工艺密切相关。张桢林等[31]采用实验研究与数值模拟相结合的方法,开展了新型桨栅复合搅拌器的设计以及相关工艺的研究,比较了桨栅复合搅拌器和单一形式搅拌器的流场结构与速度场分布,并对搅拌铸造工艺进行了研究。结果表明,桨栅复合搅拌器对铝基复合材料大体积熔体能够较好实现均匀搅拌和高速剪切,在复合搅拌器内,熔体的流场为较好的径向和轴向循环,熔体最大速度在3.9 m/s 时的搅拌转速为500 r/min,并且液面更为平稳,剪切速度和流场结构均优于单一搅拌器;在搅拌转速500 r/min、搅拌温度610 ℃、搅拌时间20 min 的工艺条件下,用桨栅复合搅拌器制备的铝基复合材料中的SiC 颗粒分布均匀并且无气孔缺陷。采取实验研究与数值模拟相结合的方法更易于解释说明工艺结果。
4 展 望
虽然铸造法制备铝基复合材料经过多年的发展,已经发展成多种新工艺,例如低压铸造、挤压铸造、搅拌铸造等,但还有很多有待完善的地方,今后铸造铝基复合材料的研究方向主要有:
1)目前,通过低压铸造技术制备金属基复合材料主要集中于传统的纤维及颗粒增强铝基复合材料,应进一步研发出更多满足工业应用的金属基复合材料体系,并结合半固态技术、喷射技术等技术拓展低压铸造成形工艺的应用范围[3]。
2)由于基体与增强体之间的界面反应很难控制,而界面的结合情况对材料的性能有着极大的影响。因此,加强对各种制备技术中复合材料的界面机制的研究以及对现有的制备方法及设备的改进,研发出新的低成本、净成形的制备方法,并能结合应用计算机数值模拟技术。
3)现阶段无论是液态挤压铸造还是半固态挤压铸造,各步骤之间连贯性较差,这对熔体的纯净度以及半固态浆料的质量等有着重要的影响,急需开发出工艺过程简洁高效的挤压铸造成形装备,保证挤压铸造过程高效稳定,并且大幅降低成本。
4)目前搅拌铸造大多处在实验室试验阶段,并且存在诸多困难,例如颗粒与基体的浸润问题,颗粒分布问题,复合材料的浇铸问题等。通过改进复合工艺、优化工艺参数、开发新型实验设备以及加强理论研究,主要解决颗粒与基体的润湿问题,进一步研究界面反应发生机理和完善颗粒增强机制[31,32]。
