乳液聚合丁苯橡胶废水达标影响因素及控制措施
2020-04-07李龙奇张姝婉王虎张文静
李龙奇 张姝婉 王虎 张文静
摘 要: 乳液聚合丁苯橡胶装置生产废水的COD、磷含量、总氮含量很高,造成下游废水回收处理装置处置困难。本文论述了影响乳液聚合丁苯橡胶废水各项指标的因素,分别提出了COD、总氮、总磷等指标的控制达标措施,为乳液聚合丁苯橡胶装置的废水达标排放提供了参考。
关 键 词:丁苯橡胶;污水排放;影响因素
中图分类号:TQ021.8 文献标识码: A 文章编号:1671-0460(2020)03-0580-05
Influencing Factors and Control Measures of Wastewater Water
Quality of Emulsion Polymerized Styrene Butadiene Rubber Plant
LI Long-qi, ZHANG Shu-wan, WANG Hu, ZHANG Wen-jing
(PetroChina Fushun Petrochemical Company, Liaoning Fushun 113001, China)
Abstract: The wastewater from emulsion polymerized styrene butadiene rubber plant has high COD, phosphorus content and total nitrogen content, causing the treatment difficulty of downstream wastewater recycling device. In this paper, the factors affecting the sewage index of emulsion polymerized styrene butadiene rubber were discussed, and the control measures of COD, total nitrogen and total phosphorus were put forward, which could provide some reference for the standard discharge of wastewater from emulsion polymerized styrene butadiene rubber plant.
Key words: styrene butadiene rubber; sewage discharge; influencing factors
丁苯橡膠装置采用苯乙烯与丁二烯低温乳液聚合工艺。聚合反应主要以水为载体,首先将一定量的相对分子质量调节剂(叔十二烷基硫醇)与苯乙烯在管路中混合,再先后与丁二烯、乳化剂混合液(皂液、电解质、脱盐水、除氧剂等)在管路中混合进入冷胶进料冷却器,冷却至10~12 ℃后,加入活化剂溶液(甲醛次硫酸氢钠、螯合剂、脱盐水等),最终混合液从首釜底部进入聚合系统。聚合系统由8~10台聚合釜组成,采用串联的操作方式,操作温度为3~9 ℃。首釜中加入的氧化剂(过氧化氢对锰烷)与活化剂发生氧化还原反应为聚合反应提供自由基,丁二烯和苯乙烯在乳化剂提供的胶束中进行自由基单体聚合。当聚合反应达到70%转化率后,加入终止剂终止反应。终止反应的胶乳经过压力槽和真空槽闪蒸回收丁二烯,再经过真空脱气塔低压蒸汽脱气回收苯乙烯后,送入胶乳储存及掺混单元进行掺混操作,最后经过凝聚、脱水、风送、干燥、压块、包装制作成橡胶产品。装置四条线满负荷生产时,废水排放量可达180 m3/h,而且排放的废水中含有高浓度的有机物,大多是未凝聚的低分子聚合物以及部分难以生物降解的有机物[1],包含有机胺类、苯乙烯、苯系物、磷酸盐、腈类缩合物、酚类物质等[2],水质复杂、可生化性差,是石油化工行业内难处置的生产废水之一[3]。从根源控制废水和污染物的排放,能够有效降低后续废水回收装置的处理压力。
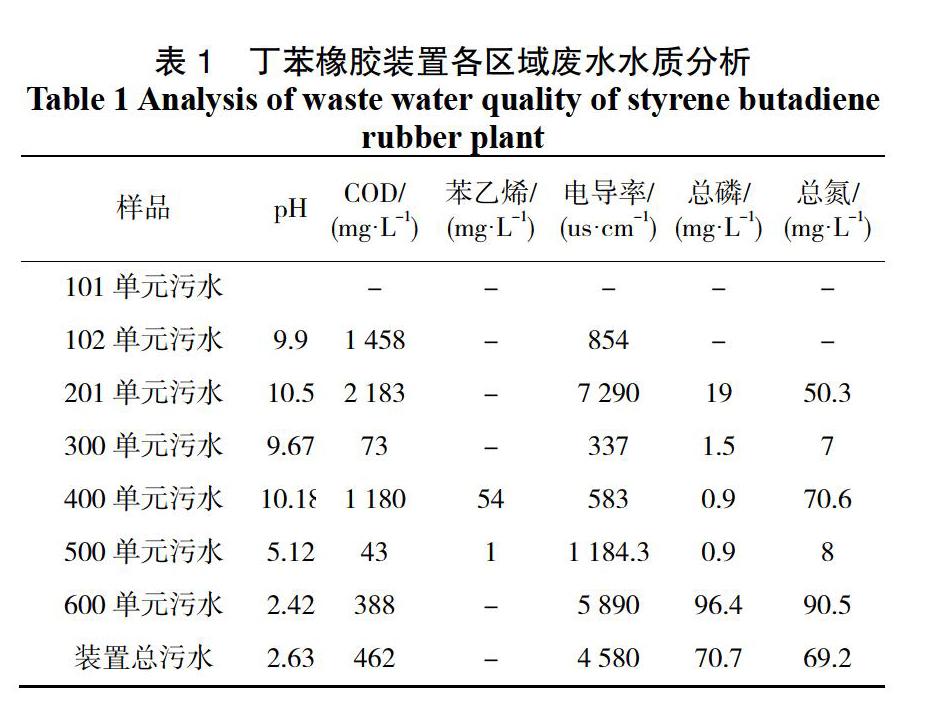
1 装置废水排放简介
101单元废水池,用于收集丁二烯罐排出废水,每周向总污水池输送一次,排放量约为10 m3。
102单元废水池,用于收集苯乙烯罐排出的废水,每月向总污水池输送一次,排放量约为5 m3。
201单元废水池,用于收集机泵密封冲洗水,每月产生废水5 t左右,车间定期将污水抽入吨装桶中,按照危废外运处理。
300单元废水池,主要收集机泵密封冲洗水,水质较好,每班向总废水池输送一次,每次排放量约为8 t。
400单元废水池,主要收集苯乙烯滗淅器排水和机泵密封水,当该废水池液位到达70%时,污水泵联锁启动,向装置总废水池输送污水,液位回落到30%时,联锁停止输送,三条线生产时,排放量约为30 t/h。
500单元废水池,主要收集机泵冲洗水,水质较好,每班向装置总废水池排放一次,每次10 t左右。
600单元废水池,接收湿区各槽溢流废水以及地面冲洗水,该废水池出口通过地沟连接排放至装置总污水池,三条线排放量为90~100 t/h。
装置总废水池接收装置各个单元排放废水,该池内废水通过废水泵连续排放至下游废水回收处理装置。
2 废水指标影响因素分析
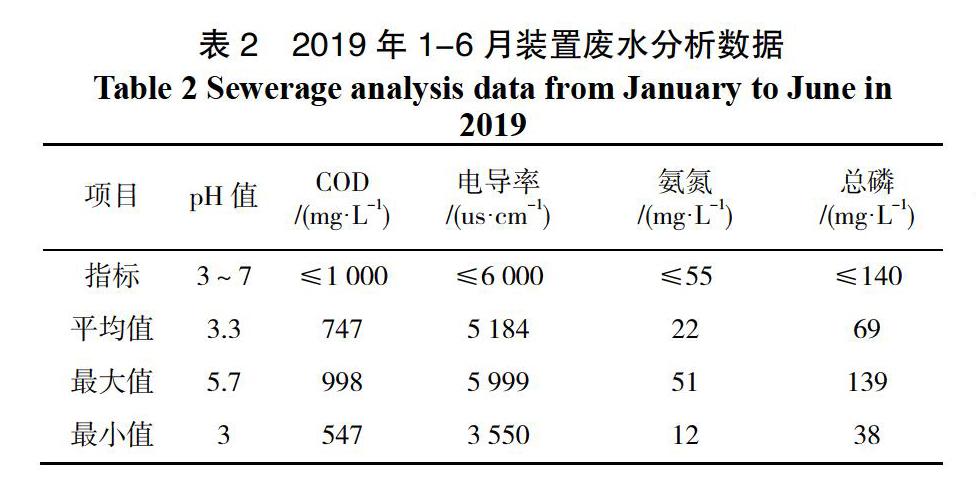
低温乳液聚合丁苯橡胶因反应复杂,需加入30种不同助剂,大部分配剂直接或经反应后进入废水中,因此影响污水指标的因素比较复杂,装置废水分析数据如表2。
2.1 廢水总氮影响因素分析
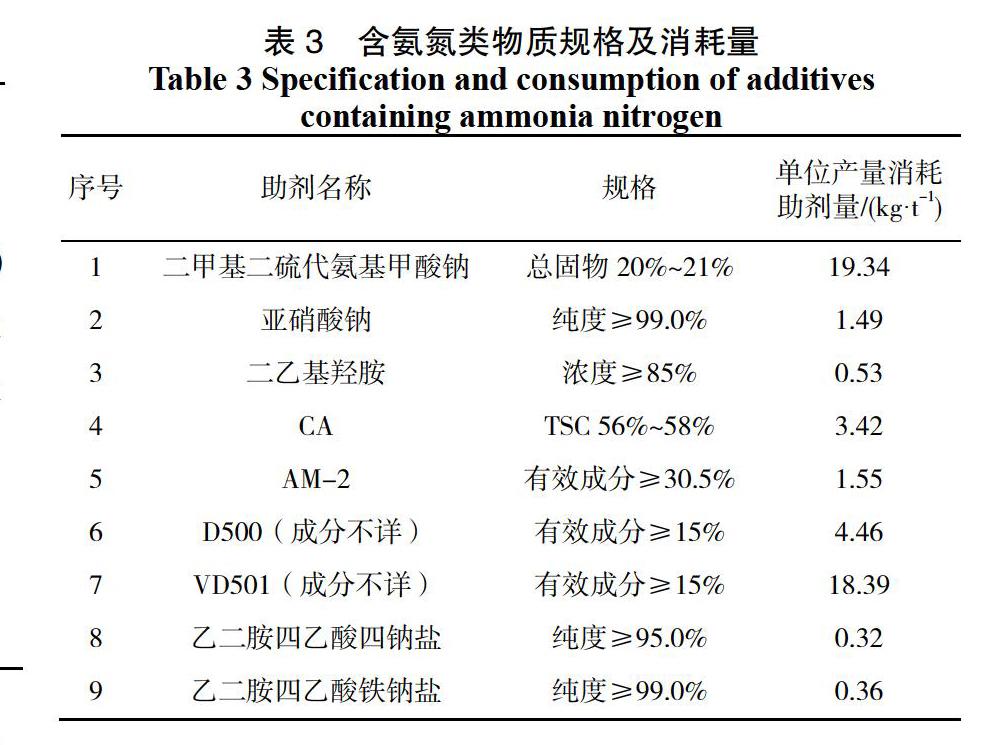
装置生产使用两种原料(丁二烯和苯乙烯)、30种助剂,原料中不含有氨氮类物质,污水中总氮主要来源于助剂,30种助剂中有9种助剂含有氨氮类物质,见表3。
(1)二甲基二硫代氨基甲酸钠、亚硝酸钠、二乙基羟胺三种物料按配方复配成TSC为2.83±0.23%的溶液作为1502橡胶终止剂,加入聚合单元置换塔;
(2)亚硝酸钠配成1%的溶液作为苯乙烯塔头水冷凝器、氨冷凝器的阻聚剂;
(3)二乙基羟胺配成0.5%的溶液作为压力闪蒸槽和真空闪蒸槽的阻聚剂使用;
(4)亚硝酸钠和二乙基羟胺按配方复配成TSC为3.7%的溶液作为真空泵压缩机密封水罐阻聚剂使用;
(5)三烷基氯化胺(AM-2)配成5%的水溶液作为1500E橡胶生产线的硫化促进剂,加到后处理凝聚槽内,加料配方4‰;
(6)二腈二胺甲醛缩合物(CA)配成12.9%的水溶液作为凝聚剂,加入凝聚槽;
(7)D500及VD501配制成1%的水溶液作为1500E橡胶终止剂,加入聚合单元置换塔;
(8)乙二胺四乙酸四钠盐是用于配制电解质的螯合剂,随电解质聚合釜进料;
(9)乙二胺四乙酸铁钠盐用于配制活化剂,随电解质聚合釜进料。
车间对以上影响装置污水总氮的助剂进行分析、试验,通过臭氧氧化试验,以上助剂中二腈二胺甲醛缩合物(CA)对废水总氮指标影响最大且含有CN-,降解困难,致使排放至下游废水回收装置的废水总氮含量偏高[4]。
2.2 废水总磷影响因素分析
目前,乳聚丁苯橡胶装置主要使用过氧化氢对孟烷氧化剂-磷酸钾电解质体系,该技术体系引发活性高、反应时间相对较短、pH值缓冲能力强,但存在装置污水含磷超标(含磷在120 ug/g左右),所排含磷废水处理技术复杂、产生污泥量多、成本高等缺点。
低温乳液聚合反应使用磷酸钾作为电解质,电解质主要作用是降低反应后期黏度,加速后期反应,防止橡胶分子链支化交联,添加量影响橡胶产品物性,乳化剂中电解质的标准配方为1.546%,采用质量流量计和自控阀程序加料,聚合反应结束后,胶乳中的磷酸盐在凝聚和洗涤过程随废水排放入装置总废水池,污水中总磷含量达到91~139 mg/kg,装置污水总磷含量远超出辽宁省排放标准值[5]。
2.3 废水COD影响因素分析
在丁苯橡胶装置7个废水池中,对总废水COD影响较大的为单体回收单元和凝聚单元废水池废水,单体回收单元废水主要来自苯乙烯滗淅器排水,四条线生产水量约30 t/h,因废水中含有苯乙烯,导致废水COD较高。单体回收单元废水池包括并联的四个隔油池和一个废水排放池,四台滗淅器两个出口废水均排入室外明沟,通过明沟进入四个隔油池,一旦装置出现波动,滗淅器内含皂会直接进入废水池,污染整个单体回收单元废水池,处理不及时含皂废水将进入总废水池,造成严重影响,引起外排废水COD超标。
丁苯橡胶聚合反应在乳液体系下进行,无磷1500E牌号和1502牌号橡胶均使用歧化松香酸钾皂和脂肪酸皂两种皂液配制乳化剂,为聚合反应提供场所,在聚合反应形成胶乳后,皂液随胶乳送入后处理单元进行凝聚洗涤处理,凝聚过程加入硫酸和高分子凝聚剂破坏胶乳电离层,将两种皂液转化为有机酸进入排水量最大占装置污水总量的80%的后处理凝聚单元废水池,废水中不但会含有极少量未转化的皂类,而且在下游废水回收装置加入碱液会使废水发生反应皂液含量增加,皂液和有机酸使废水COD升高。
另外,单体储存单元污水池T-1004与T-1005接收苯乙烯储罐和丁二烯储罐所脱废水,两池内长期存在较厚的油层,虽然每月仅向装置总废水池排放低于15 m? 的污水,但也很容易引起总废水池COD超标。
2.4 废水电导率影响因素分析
装置生产过程使用30种助剂,这些助剂含有钾、钠、铁、钙等多种离子,进入污水中导致电导率升高,2019年4月污水电导率平均值5 160 us/cm,抑制生化系统微生物的生长[3]。如果降低污水电导率,必须降低各种助剂的加料量,特别是用料量大的助剂,如钾皂、钠皂、氢氧化钾、二甲基二硫代氨基甲酸钠等。
3 废水达标控制措施
3.1 采用新型环保型助剂,降低废水总氮
2017年4月丁苯橡胶装置采用环保型絮凝剂EEDC代替CA进行工业化生产凝聚实验,4月废水总排总氮较3月下降25.2%,丁苯橡胶装置外排废水氨氮下降13%,污水场总排氨氮下降54.6%;尤其总氮下降明显,由21.6 mg/L下降到8.3 mg/L ,下降61.6%,实现达标排放。这是由于EEDC的主要成分为环氧氯丙烷与二甲胺共聚物,其中不含CN-,在污水处理硝化、反硝化过程中更容易氧化、分解,因此废水场排水中总氮下降较大[5]。2017年8月至2019年3月(2017年5月至7月装置检修),车间在后处理单元凝聚过程采用EEDC逐步代替CA,这段时间絮凝剂是以EEDC和CA按照不同比例混合配制而成,装置污水总排总氮、氨氮含量、废水场外排废水氨氮和总氮较2017年4月均有所上升。废水排放含氮情况见表4。
为了减轻下游废水回收处理装置的生产压力,降低生产废水的总氮含量,装置应尽快在凝聚单元完全采用环保型絮凝剂EEDC絮凝,促进废水总排达标排放。
3.2 加快推进无磷电解质全面工业化投产,降低废水总磷含量
丁苯橡胶低温乳液聚合反应由于引发系统采用过氧化氢对锰烷-Fe2+体系,电解质采用磷酸钾,排放废水的磷含量较高,每天处理含磷废水产生 20 余吨污泥,而污泥的处理费用大约274元/t,成本较高。丁苯橡胶无磷电解质工业化生产是针对抚顺石化低温乳液聚合丁苯橡胶使用磷酸钾电解质为助剂导致污水磷含量超标的问题,从源头治理,利用无磷电解质KCl代替原有磷酸钾电解质,完成磷含量零排放、简化废水处工艺、降低废水处理成本的目标。
2019年3月,装置1500E牌号橡胶生产一号线进行无磷电解质工业化改造投产,电解质配制过程利用KCl代替磷酸钾,废水总磷含量由80~100 mg/kg下降至50~70 mg/kg,废水总磷含量下降幅度达30%。废水总磷统计数据如表5。
无磷电解质工业化项目全面投产后,可消除废水中磷元素,不仅可以降低废水处理难度,同时每年减少污泥产生量7 300 t左右,降低污水处理成本200万元。
3.3 废水COD达标控制措施
3.3.1 完善乳化剂指标的监控手段,控制废水皂液含量
作为反应体系中的关键助剂,乳化剂(皂液)对各系统运行稳定性、产品质量和废水达标排放的影响非常大,因此钾皂和钠皂除常规分析项目外,应对特性进行深层次特性分析,开发探索针对乳化剂(皂液)的科学评价方法,如分析钾皂和钠皂临界胶束浓度(CMC)、钠皂中脂肪酸分子链分布,以及皂在转化成有机酸后,大部分结合到橡胶中对后续加工性能的影响,和少部分有机酸经洗涤进入废水中的影响。
3.3.2 通过工艺优化降低废水COD
2018年5月车间对单体回收单元废水池进行改造,降低环保风险,具体改造方案是通过在单体回收单元废水池进出水地沟内增设隔板,使该单元废水池内废水实现S型流动,达到延长废水的停留时间,使含油废水沉降分层,从而降低废水COD。
2018年7月13日车间将V-4027废水处理工艺流程从打入V-4416(滗淅器)沉降分层向污水池排放改为引入C-4401闪蒸脱气后,在P-4408出口倒淋向废水池排放,该工艺流程投用后,单体回收单元废水池COD明显下降。随后将二级真空泵工作液通过P-4013直排入地沟的废水也引入C-4401进行脱气闪蒸,7月18日、19日丁苯装置总废水池污水COD降至800 mg/L以下,连续三个月丁苯橡胶废水总排COD含量持续下降至734 mg/L,改造的效果明显。2018年5-10月废水COD分析数据见表6。
3.3.3 通过技术改造降低废水COD
在单体回收单元增加一台100 m3的地下罐、一台废水处理塔、两台机泵及部分仪表和调节阀,将单体回收单元所有废水(包括滗淅器排水、地沟排水、工作液废水)全部引入地下罐,通过机泵送入新增的废水处理塔,预计废水处理后,可达到下游废水处理装置催化氧化单元出水水质指标。另外,将T-1004与T-1005池内废水引至单体回收单元新增废水处理塔,改造投用后,预计废水COD将下降25%左右,会大大缓解下游废水回收装置的运行压力。
3.3.4 采用Fenton氧化法处理丁苯橡胶废水
廢水回收装置Fenton氧化法处理丁苯橡胶废水的反应机理如下:
硫酸亚铁与双氧水反应产生·OH自由基,·OH对有机物有很强的降解能力,能够有效降低废水的COD。
·OH降解有机物的机理如下:
(1)R+·OH→ROH
(2)ROH+·OH→RCHO
(3)RCHO+·OH→RCOOH
(4)RCOOH+·OH→CO2+H2O
Fenton氧化法反应温度要求45~60 ℃,夏季丁苯橡胶装置外排废水温度在45~53 ℃之间,能够满足Fenton氧化温度要求,在冬季,丁苯橡胶外排废水温度在39~42 ℃之间, 而废水回收装置投用调节罐内加热盘管,温度可达到42~44 ℃,但仍不满足Fenton氧化温度要求,反应过程中需要向催化氧化槽内通入冷空气,进一步降温,温度低不利于碳链的断裂,一般碳链越长的羧酸乳化能力越强,如果催化氧化反应不完全,长链羧酸多,废水COD将会升高。该装置增加废水加热设施后预计废水水质COD将下降10%左右。
3.4 通过调整配方降低污水电导率
污水电导率主要受金属离子的影响,钾皂、钠皂、二甲基二硫代氨基甲酸钠(终止剂)、氢氧化钾的使用量最大,可以考虑通过降低以上四种助剂用量降低污水电导率。这些助剂均参与反应,影响橡胶产品质量,可以在保证装置正常生产的情况下,摸索性的降低阻聚剂亚硝酸钠、凝聚剂CA、四钠盐、铁钠盐、扩散剂等助剂加料量,监测污水变化情况。另外,终止剂二甲基二硫代氨基甲酸钠内含有钠离子,影响污水电导率,而且该助剂直接影响橡胶产品300%定伸应力,调整余地不大,建议寻找环保型非离子终止剂来进行替代。
3.5 通过工艺改造减少污水排放量
丁苯橡胶胶乳输送泵均为螺杆泵,采用脱盐水外置机封冲洗方式,冲洗水直接排至污水池,造成外排废水量增加;可把外置冲洗的脱盐水进行收集,利用机泵循环利用;按照每台40 L/h计算,400#三条线生产投用6台机泵,备用6台共产生12×40=480 L/h的废水量;500#三条线生产时需要投用机封水机泵12台,共产生12×40=480 L/h,通过计算,三条线生产时每小时可减少外排水量约为480+480=960 L/h。
500单元凝液泵外置冷却系统采用的新鲜水进行冷却,冷却完成后直接排至500單元污水池;冷却介质新鲜水可改为循环水,可减少外排水量约:1.5 m3/h。
400单元一级、二级真空泵、压缩机机封进行改造,采用白油循环冷却的双端面机封,可有效减少外排水量。按照一级、二级、压缩机冲洗水量计算,三条线合计产生废水量约为9 m3/h。
400单元在单体回收单元增加一台100 m3的地下罐、一台废水处理塔、两台机泵及部分仪表和调节阀,将400单元所有污水(包括滗淅器排水、地沟排水、工作液废水)全部引入地下罐,通过机泵送入新增的废水处理塔,预计废水处理后,可达到下游废水回收处理装置的出水水质指标,这部分水量在30 t/h左右,占装置污水的22%。
600#淡乳清、母液循环泵机封采用冲洗液进入泵腔的方式,冲洗液进入系统,最终增加系统外排水量;可进行双端面机封改造,将冲洗水取消,每台约可减少1.2 m3/h;3条线运行按照6台泵进行计算,合计可减少7.2 m3/h污水排放量。
4 结 语
(1)丁苯橡胶生产废水水质特殊,污染物种类复杂,影响因素众多,多种控制措施相结合,才能做到达标排放,降低下游污水处理装置生产压力。
(2)使用新型环保絮凝剂EEDC可有效降低丁苯橡胶装置排放污水总氮含量,使橡胶装置清洁环保生产。
(3)丁苯橡胶装置三条线同时生产,一条生产线无磷电解质工业化投产后,丁苯橡胶装置污水总磷下降幅度达30%。
(4)通过挖掘潜力,实施工艺改造,可以减少污水排放量。
参考文献:
[1]杨会林,刘吉平,齐加升.DEA技术及其对乳聚丁苯橡胶生产废水的处理[J].石化技术与应用,2007,25(7):355-357.
[2]李洪国,邹君峰,胡 玮. Fenton 试剂法处理乳聚丁苯橡胶废水的工业应用实践[J].当代化工,2016,45(12):2876-2880.
[3] 胡雍,刘伟,高勇. 丁苯橡胶生产废水整改的必要性及工艺路线[J].当代化工,2014(5):809—811
[4] 王虎,惠存万,张文静,等.新型环保絮凝剂CA-2的应用及对污水处理总氮的影响[J].当代化工,2017,46(11):2248-2250.
[5] 张文静,任晓兵,王虎,等.乳聚丁苯橡胶污水的减排源头治理[J].当代化工,2019,48(6):1258-1262.
