汉中仙毫茶连续规范化生产线加工工艺参数的研究
2020-04-03蒲国涛张锡友刘黎黎钊胡春学
蒲国涛,张锡友,刘黎,黎钊,胡春学
(汉中市农业技术推广中心,陕西汉中 723000)
汉中仙毫是陕西省汉中特产,中国国家地理标志产品。近年来,汉中仙毫茶加工技术逐步成熟,从手工到半机械以及部分实力企业采用了连续规范化生产线加工[1],连续规范化加工虽然能极大的节省人力,但是在机械控制、参数把控上仍需要把控做茶的各项关键指标以及传统做茶经验,本文旨在研究通过仙毫茶加工各项指标,利用连续规范化生产线,量化得出汉中仙毫茶连续规范化生产线加工工艺参数,以供广大茶企参考。
1 材料与方法
1.1 材料
茶鲜叶采用南郑县牟家坝镇马仙坝村周边平阳特早品种。
1.2 试验时间与地点
试验时间:2017年3月22日~2018年3月29日
试验地点:南郑县牟家坝镇新美新农业科技有限公司
1.3 试验仪器
FA1104A型电子天平(上海国灏化学仪器有限公司);PAN-GLOBE型多功能计时器(深圳万兴鸿电子有限公司);AS842A非接触式红外测温仪(东莞万创电子制品有限公司)。蓝骏干湿度计HTC-1。
1.4 方法
1.4.1 鲜叶分级
参照汉中市农业局制定的《汉中仙毫茶标准化加工技术》鲜叶分级标准[2],予以分级。
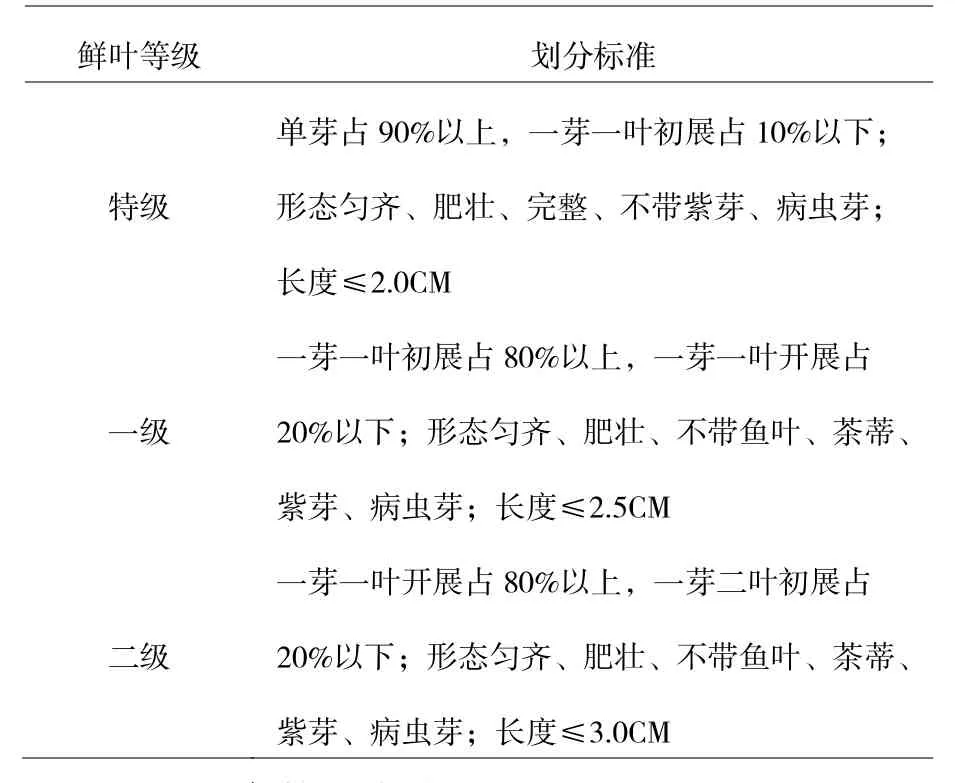
表1 汉中仙毫绿茶鲜叶等级划分
1.4.2 工艺参数测定方法
含水率测定:120℃快速测定法(GB/T8304-2002)。
时间测定:对少量茶鲜叶作特殊标记,投入汉中仙毫茶生产线各加工工艺中[3],通过计时器记录各工艺和整个加工流程(从杀青到制得干茶)所用的时间。
温度测定:采用非接触式远红外测温仪,测定杀青、理条、烘干过程的叶温变化。以上各数据重复测定3次,取平均值。
2 关健设备设计与配置
2.1 汉中仙毫加工工艺流程
汉中仙毫连续化生产线加工工艺流程按汉中市农业技术推广中心编印的《汉中仙毫茶加工技术规程》进行。其中,汉中仙毫茶初制加工生产线各工序采用的设备与型号如下:杀青:50型滚筒杀青机;理条及做型:全自动理条机理条机;烘干:热风式名茶烘干机[4,5]。工艺流程:摊青→杀青→理条→做型→烘干→精选包装储运
2.2 仙毫茶生产线设备配置
设计的汉中仙毫茶连续生产线有自动和手动加工两种模式,汉山仙毫生产线日处理量为100kg,如图1,其加工流程如下:在自动模式下,鲜叶在摊凉后人工加入储叶斗,通过输送带,缓慢输送进入杀青机,杀青结束,输送带继续前进,输送带下方有鼓风设备,进行快速冷却,输送带前进送入称量斗,称量斗称量后自动均匀将杀青叶倒入自动理条机内(若滚筒杀青不足,可在理条机进行补杀程序)、理条、成型,初干燥程序,理条机工作结束,转入传送带摊凉设备,摊凉结束后,烘干机烘至足干,毛茶制作完成[6]。
2.3 关键设备设计与配置
2.3.1 杀青机
杀青是汉中仙毫茶加工中的第一工序。目前汉中主流杀青设备为滚筒杀青机,杀青机的主体是滚筒、滚筒加热装置、动力装置、除湿装置、储叶斗、输送带、滚筒支架、控制器构成。储叶斗连接输送带,输送带前端有均匀拨叶装置,鲜叶均匀分布于输送带上进入杀青滚筒,控制器调节温度高低及滚筒转速高低,通过调节杀青温度,及滚筒转速来控制杀青程度。
2.3.2 全自动理条机组
理条机组一般依据产量布置机组数量,该生产线采用80/D12-DGF理条机3组,主体是自动上料系统、理条槽,底部加热装置、加压棒、程序控制系统,理条槽支架设备、震动出料槽。通过程序控制系统,程序分为全自动和半自动控制两种方式,此次生产中由于全自动控制系统操作不稳定,机器运行不流畅,因此未做参数设置研究。半自动控制系统,通过设计时间、温度、重量、速度四组参数设置,来控制理条与干燥程度[7]。
2.3.3 软件控制界面
仙毫半自动化生产线两个关键设备的控制系统的是杀青控制和理条控制系统,用户通过触摸屏画面方便地选择加工模式,根据工艺要求修改加工参数。系统可以自动监测各种故障输入,一旦出现异常会立即显示报警画面,用户根据报警画面的提示排除故障即可。具体的线路控制、梯形图及触摸屏的画面设计在本文不再做详细阐述。
3 结果与分析
参照汉中红茶标准生产技术规范,确定了汉中仙毫生产关键环节的几个量化指标,杀青程度:青草气散失,茶香显露,叶色变暗绿,含水量60%左右为事宜。
理条程度:初步成型,含水量在40%左右为宜。做型程度:基本成型,含水量在25%左右。
3.1 不同等级仙毫各工序含水量结果分析
由表2可知,仙毫加工过程中失水主要环节主要集中在杀青、理条、做型、和干燥工序,一般鲜叶嫩度越高,其含水率越高,因此杀青过程中,杀青温度会相应提高,或者滚筒转速相应调低[8,9],延长杀青时间。理条、做型均在理条机内进行,理条过程失水均在20%左右,此时茶叶有一定柔韧度,通过加压棒处理,并不断干燥,将处理叶彻底定型,处理过程失水在15%~20%。做型结束,进行摊凉处理,待半成品冷却结束,再通过提香机或者烘干机进行初烘处理,最后复烘直至茶叶完全烘干,此时水分为6%左右。
3.2 不同等级鲜叶杀青温度与滚筒转速相关性分析
滚筒转速与温度是控制,杀青程度的两项重要因子,为达到杀青程度,投叶量恒定情况下,温度提高,转速提高[10],通过试验数据统计,模型汇总,其调整R方为0.992,拟合优度高,由表3可知,其回归方程显著性检验概率为0,说明温度与转速的线性关系是显著的,可建立线性方程。设定温度为X自变量,设定转速y为自变量,x,y的平均值为X,Y
特级鲜叶杀青回归方程:代入公式b=(x1y1+x2y2+...xnyn-nXY)/(x12+x22+...xn2-n X2)
得b=0.2785把x,y的平均数X,Y代入a=Y-bX
得a=0.1215得线性回归方程为:y=0.2785x-69.1429
同理一级鲜叶杀青回归方程:y=0.30x-66.7143
二级鲜叶杀青回归方程:y=0.3221x-72.6588

表2 不同等级鲜叶生产线各工艺含水率测定结果(%)

表3 特级鲜叶温度,转速模型汇总分析

表4 特级鲜叶滚筒温度、转速模型系数表
由三个回归方程可知,鲜叶杀青温度与转速呈正相关关系,随着杀青温度的提高,滚筒转速需相应提高,三种不同等级鲜叶因含水量及叶面接触面积的不同,其杀青相关系数也有所差异。
3.3 不同等级仙毫工序耗时测定及总耗时情况分析
杀青、理条、做型是仙毫加工的三大关键工序,掌握好这三步工序,就能保证仙毫品质。由表5可以看出,特级鲜叶杀青时间在2:45~3:00(min:s,下同),一级鲜叶杀青时间在2:30~2:50,二级鲜叶杀青在2:15~2:40,特级鲜叶理条时间在5:40~6:00,一级鲜叶5:10~5:30,二级鲜叶4:20~4:40,做型处理上,特级鲜叶5:40~6:00,一级鲜叶5:00~5:30,二级鲜叶4:30~5:00,随着鲜叶等级的下降,鲜叶杀青、理条和做型的时间也随之下降[11]。在总耗时确定上,选定单次不同等级鲜叶加工至成品的耗时,由表6可知,特级鲜叶总耗时为113:25,一级为112:40,二级为111:05,在其总加工耗时上,三等级鲜叶均相差不大。初烘与复烘目的主要为稳定做型及干燥水分的目的,在此不做深究。

表5 不同等级汉中仙毫关键工序耗时测定结果(min:s)

表6 不同等级汉中仙毫单次总耗时测定结果(min:s)

表7 不同等级汉中仙毫茶加工工序处理温度测定结果(℃)
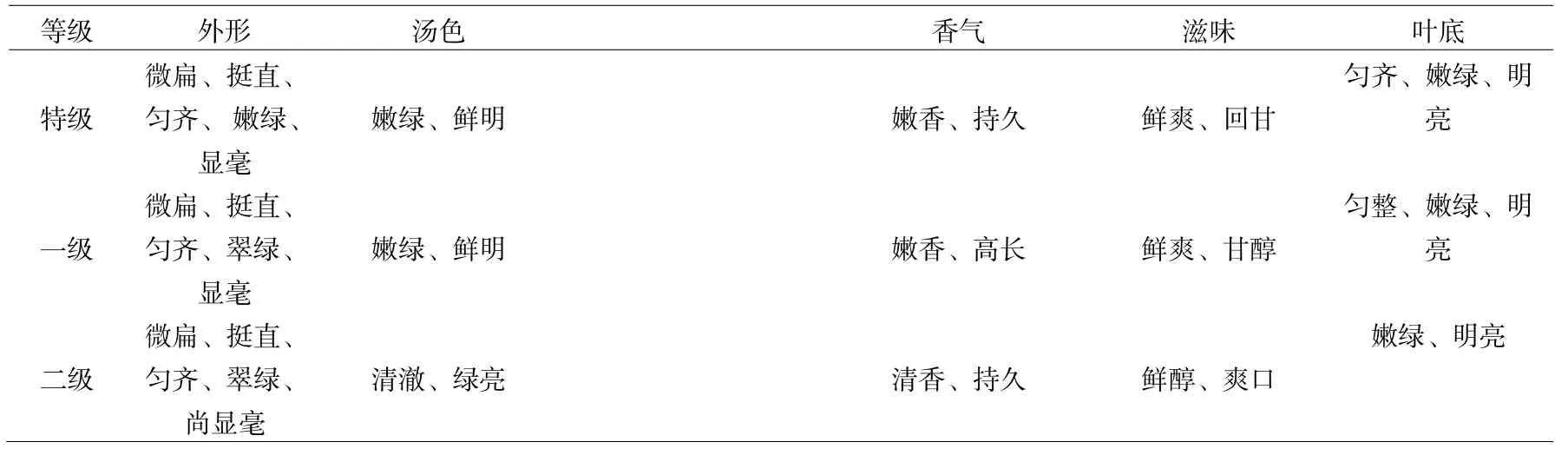
表8 不同等级鲜叶加工成品感官评审分析
3.4 不同等级鲜叶加工处理温度分析
由表7可知,通过对不同等级鲜叶加工过程中各工序温度测定,在仙毫生产加工中,特级鲜叶杀青温度295±3.18℃,理条温度在178±3.21℃,做型温度161±2.18℃,烘干温度在78±1.85℃;一级杀青温度282±3.00℃,理条温度172±3.52℃,做型温度165±1.73℃,烘干温度80±1.6℃;二级杀青温度269±6.65℃,理条温度173±3.21℃,做型温度166±1.76℃,烘干温度80±0.98℃。
3.5 感官评审结果
通过对特级、一级、二级鲜叶进行连续化加工,我们获得了加工成品,并对其进行了感官评审,其中特级仙毫外形微扁、挺直、匀齐、嫩绿、显毫,汤色嫩绿、鲜明,香气嫩香、持久,滋味鲜爽、回甘,叶底匀齐、嫩绿、明亮。一级仙毫外形微扁、挺直、匀齐、翠绿、显毫,汤色嫩绿、鲜明,香气嫩香、高长,滋味鲜爽、甘醇,叶底匀整、嫩绿、明亮。二级仙毫外形微扁、挺直、匀齐、翠绿、尚显毫,汤色清澈、绿亮,香气清香、持久,滋味鲜醇、爽口,叶底嫩绿、明亮。三级鲜叶加工成品均达到了加工品质要求,符合加工预期[12]。
4 结果与探讨
汉中仙毫加工关键工序在于杀青、理条及做型,依照汉中仙毫加工技术规程,在生产中对不同的工序关键工艺试验,对不同等级汉中仙毫生产线加工工序予以指标量化,总结出了不同等级汉中仙毫加工过程的关键参数,通过感官评审,达到了加工标准。由上可知,各级鲜叶,一般温度控制在240~290℃区间;理条和做型参照技术规程制定锅温在170~180℃,分别耗时4:20~6:00(min:s),4:30~6:00(min:s);烘干参照技术规程制定温度:80℃,耗时60分钟,即可达到仙毫成品标准。
依照汉中仙毫加工流程,通过清洁化生产线,我们总结出了连续化加工工艺参数,但是,在实际各茶企在加工中,需要根据实际,查看杀青机械的温度探头位置,不同茶叶机械厂家生产标准不一致,温度探头位置也会有所不同,设置杀青、理条温度就会有所不同,但核心依旧是查看原料在各加工流程后的状态,确定最适宜温度,最终形成稳定的一套加工工艺参数。
