工业胶片自动装片系统的研究设计
2020-03-30杨新建
李 欢,蔡 勤,杨新建
(广东省特种设备检测研究院珠海检测院, 广东 珠海 519000)
在特种设备行业乃至各项制造业中,焊接是许多加工制造方法的基础,焊接的质量直接影响着设备的质量,决定了产品的可靠性[1]。在对焊缝进行的检测中,射线检测的胶片能直观的观察出存在的未焊透、未熔合、裂纹等内部缺陷[2]。
射线检测作为无损检测方法的一种,它有着重要的作用,在众多的检验检测项目中广泛应用,各大检验检测规程中明确要求进行一定比例的射线检测[3]。根据《压力管道定期检验规则——工业管道》中规定:GC1、GC2级管道的焊接接头一般应进行超声波或射线检测抽查。超声波或射线检测抽查的比例与重点检测部位按下述原则确定:(1)GC1级管道焊接接头的超声波或射线检测抽查比例为:焊接接头数量的15%且不小于2个;(2)GC2级管道焊接接头的超声波或射线检测抽查比例为:焊接接头数量的10%且不小于2个。同时:(1)温度、压力循环变化和振动较大的管道的抽查比例应为相应比例数值的2倍。(2)耐热钢管道的抽查比例应为相应比例数值的2倍。(3)抽查的焊接接头进行全长度无损检测。抽查时若发现安全状况等级3级或4级的缺陷,应增加检查比例。全面检验中必须进行一定比例的X射线检测抽查[4]。
1 射线检测的基本原理[5]
当射线入射到物体时,射线的光子将与物质原子发生一系列相互作用,导致透射射线强度减弱,低于入射射线强度,即射线在穿过物体时强度发生了衰减[6]。射线衰弱的程度除了相关于射线的能量外,还直接相关于被透照物体的性质、厚度、密度等,如果物体局部区域存在缺陷,它将改变物体对射线的衰减,引起透射射线强度的变化,这样,采用一定的检测器(例如,射线照片中采用胶片)检测透射射线强度,就可以判断物体中是否存在缺陷。如图1所示,设阶梯上存在一很小的厚度差,记
μ——工件的线衰减系数;
IO——入射射线强度;
ID,ID——透射的一次射线强度;
I,I′——透射射线强度。
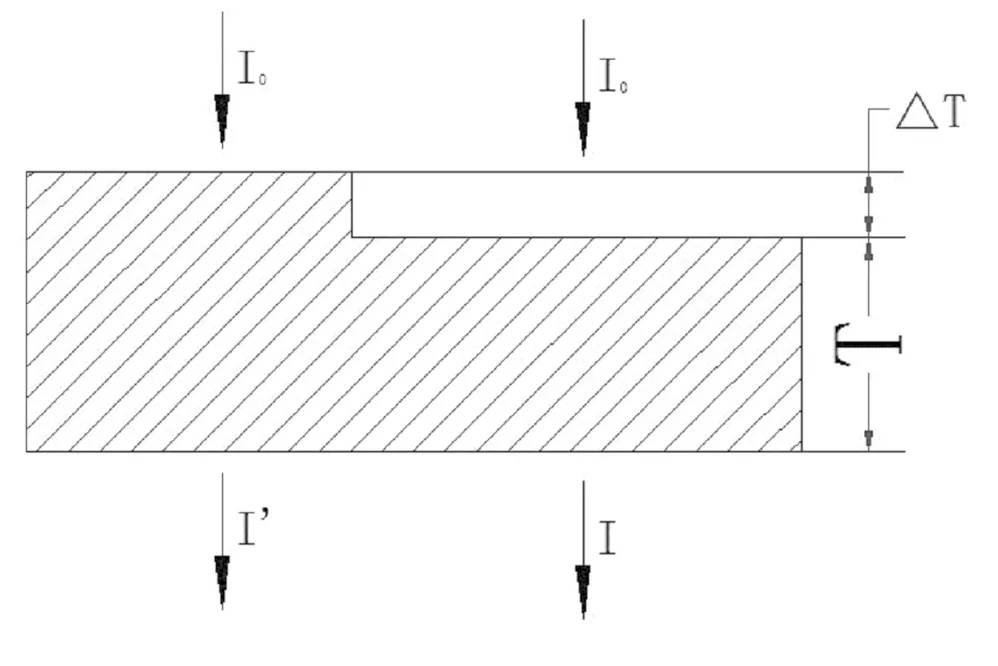
图1 射线检测基本原理
则有


引用近似公式: ex=1+x(|x|〈1)
则有:e-μ△T=1- μ△T
(1)
若△T是缺陷,其线衰减系数为μ时,则式(1)应改写为
(2)
称为物体对比度(GB/T 12604.2-1990中称其为“被检体对比度”,有些文献则称为“主因对比度”)。式(1)即是射线检测的基本原理关系式,它给出了一个小的厚度对应的物体对比度之间的关系[7]。从式(2)可见,只要缺陷在射线透照方向上具有一定的尺寸、其线衰减系数与物体的线衰减系数具有一定的差别,散射比控制在一定的范围,则缺陷将产生一定的物体对比度。
2 工业胶片自动装片系统的结构设计
目前进行射线检测前,检测人员在暗室里手工进行装片作业,如在进行大批量的射线检测时,手工装片速度慢,所需要的时间长,人工成本较高,人员操作不规范容易产生伪缺陷,损坏胶片,影响后期拍片的质量,造成底片重拍[8]。
因此开发工业胶片自动装片系统,在科技兴检和检测装置智能化的大背景下,为解决目前工业胶片人工装片效率低,装片中带来的伪缺陷多,人员成本较高等问题,该装置研发可实现自动化,在线进行,智能化,更为有效地去除工业胶片伪缺陷的问题,提高检测质量,提高工作效率[9]。
工业胶片自动装片系统是一套可以在现场在线一体化的装片装置,该装置成功研发可代替人工手动装片,能有效提高装片效率,减少工业胶片伪缺陷的产生,可提高工业胶片的质量,减少操作人员的眼部危害,实现自动化零职业危害[10]。
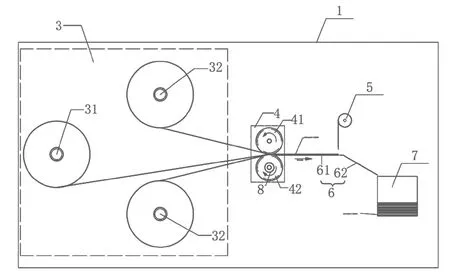
图2 工业胶片自动装片系统的结构总图
工业胶片自动装片系统的结构设计如图2工业胶片自动装片系统的结构总图所示,设计有暗室1和控制单元,暗室1水平方向依次设置有传送机构3、加热压片机构4、切片机构5、导轨6及成品盒7;传送机构的作用是用于放置和传送待封装的工业胶片、卷状增感屏、封装暗袋。
传送机构3的设计用于放置和传送工业胶片的胶片辊轮31,胶片辊轮31上下两侧分别设置有一个辊轮32,分别用于放置传送带增感屏A的暗袋前模和带增感屏B的暗袋后模,所述胶片辊轮31和两个辊轮32可自由转动。
加热压片机构4的设计用于加热封装待封装的工业胶片、卷状增感屏、封装暗袋;并且在加热压片机构4上设置有与控制单元电性连接的编码器8,编码器的作用用于测量经过加热压片机构4的封装完成后工业胶片、卷状增感屏、封装暗袋的长度;编码器测量的长度与设置所需要的长度一致时,控制单元电性连接的切片机构5进行动作,切断封装完成的工业胶片。并且控制单元电性连接的切片机构5安装在导轨6上。
更为详细的设计:加热压片机构4设计一对上下对称设置的上压片辊41和下压片辊42;上压片辊41和下压片辊42的侧面分别设计有加热压片板43,所设计的加热压片板43侧边设置有齿轮,齿轮可进一步加强加热压片板43的封装效果;加热压片板43下设计一个加热装置44,加热装置44可对加热压片板43进行加热,在上压片辊41和下压片辊42滚动的同时,挤掉待封装件之间的空气,使待封装件粘合在一起,加热装置44与上压片辊41或下压片辊42之间设计一个绝热片45,绝热片45的设计成可避免加热装置44在加热时损坏上压片辊41或下压片辊42。
在设计中设计成上压片辊41或下压片辊42连接驱动电机,驱动电机与控制单元2电性连接,上压片辊41和下压片辊42用于压紧待封装件,利用摩擦力使封装件沿水平导轨槽移动。上压片辊41和下压片辊42的横截面半径相同,实现上压片辊41和下压片辊42的同步转动,胶片辊轮31和辊轮32的横截面半径相同,实现胶片辊轮31和辊轮32同步转动,从而实现各待封装件之间的同步移动。胶片辊轮31的半径大于上压片辊41的半径,使得上压片辊41的转动速度大于胶片辊轮31的转动速度,在同样的转动圈数下,胶片辊轮31的卷装的工业胶片面积越多,由此增大了胶片辊轮31的承载量或减小了装置的体积。
在导轨6的设计中包括与加热压片机构4出口处连接的水平导轨槽61及倾斜导轨槽62,设计的水平导轨槽61用于放置未切分的封装件,倾斜导轨槽62用于放置已切分好的封装件,并传输至成品盒内;水平导轨槽61和倾斜导轨槽62之间设计一个切片机构5,倾斜导轨槽62末端连接成品盒7的入口。
切片机构5设计成切片刀和驱动机构,切片刀与水平导轨槽61垂直,使封装件的切口整齐完整,驱动机构与控制单元电性连接。
暗室1可设计成铝制硬盒或硬质塑料盒,铝制硬盒或硬质塑料盒可实现暗室的遮光效果,防止工业胶片或增感屏感光而成为废片。
工业胶片自动装片系统的使用方法,包括以下几个步骤:(1)在暗室中取出卷装的待封装件,装入到胶片辊轮或辊轮上;(2)将卷装的待封装件放置到上压片辊和下压片辊之间,将上压片辊往下移,下压片辊往上移,两压片辊将待封装件压住;(3)输入所需要工业胶片成品的长度;(4)控制单元发送信号控制上压片辊和下压片辊同步转动,当编码器测出封装件长度与输入的数值相同时,控制单元驱动切片机构完成切片动作。
3 系统软件设计
3.1 软件功能设计
工业胶片自动装片系统软件采用Visual Basic语言开发,各功能模块逻辑关系如图3所示。核心模块为控制参数计算模块,在系统运行过程中,该模块综合编码器采集模块和参数输入模块的数据并计算分析数据,通过参数输入模块设置设备所需要的工业胶片参数,并且在显示模块中显示出来,报警模块将输出的工业胶片尺寸进行测量与报警上下限值进行比较,超出用户预设范围时将进行软件报警提示,同时当仪器装片过程出现故障时报警软件进行报警提示。执行模块控制着传送机构、加热压片机构、切片机构等机构的动作,根据执行模块的指令各个机构完成特定的动作。
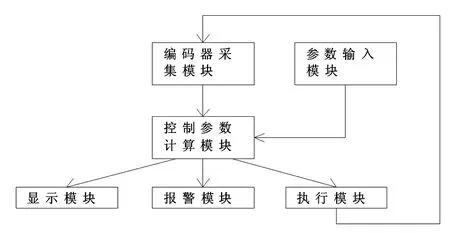
图3 软件各功能模块
3.2 软件运行流程
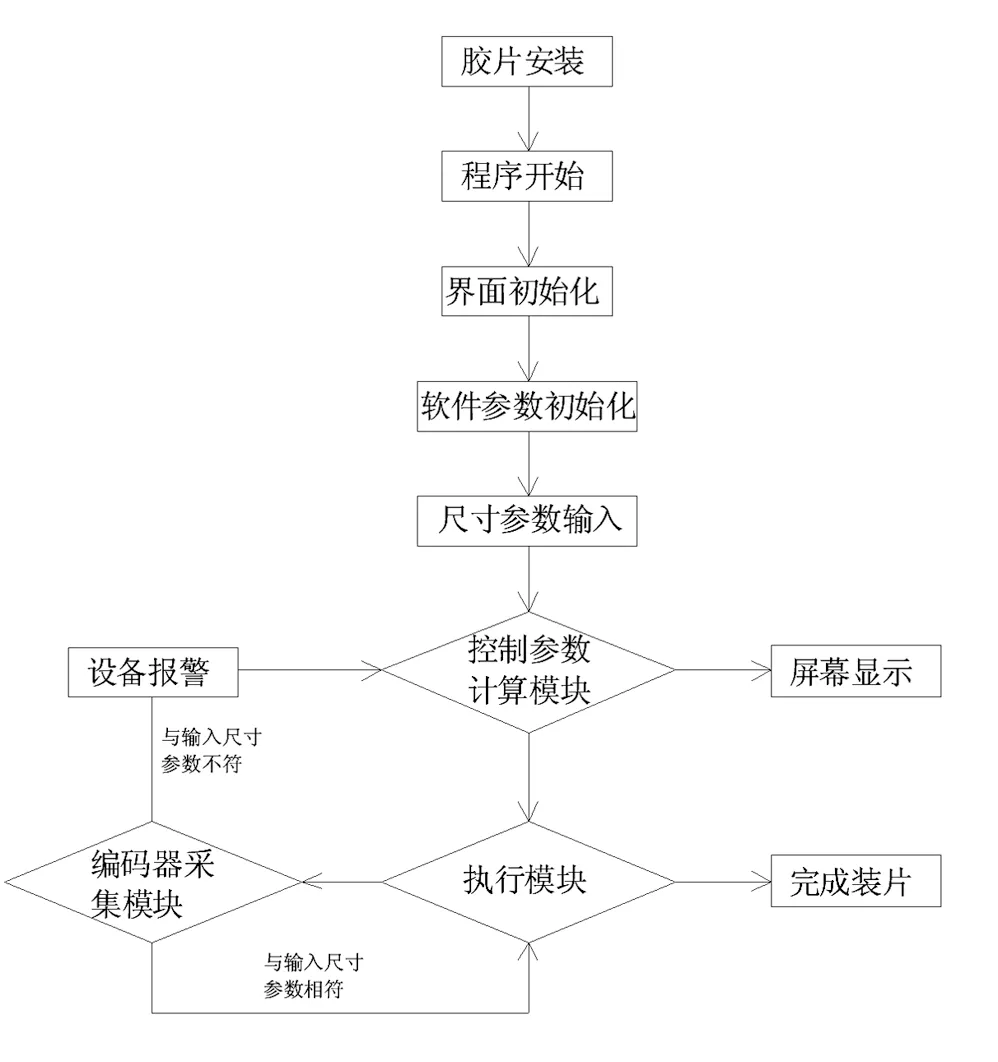
图4 软件运行流程图
系统软件运行流程如图4所示,在安装工业胶片后开机,在界面初始化之后输入所需要包装的工业胶片尺寸。按下开始按钮,根据输入的工业胶片尺寸控制参数模块进行计算并在屏幕上显示数据,发出指令执行模块分析工业胶片自动装片系统的结构机构进行动作。编码器根据包装完成后的工业胶片检测器长度,如与输入的设定尺寸相同完成装片,如与输入的设定尺寸不相同报警模块报警,控制参数模块重新计算进行。
4 结语
本文设计了一种工业胶片自动装片系统。该系统由机械结构部分、软件控制部分组成。能实现在非暗室条件进行工业胶片装片作业工作效率高,对环境要求低,适用性广,装片速度实现10张/分钟的装片速度并且装片作业有较高的稳定性,可代替人员的装片操作,减少人力成本,消除人工操作的不确定性,提升工业胶片的包装质量,保障作业人员的职业健康。在自动化、智能化日益兴盛的今天,提效率、减少职业危害关注健康是促进经济发展的重要方式,实现智能化的装片。
