基于球形度比的精品机制砂粒形特征研究
2020-03-30靳月清刘巍杨希涛
靳月清 刘巍 杨希涛
(1.中铁西北科学研究院有限公司,兰州 730000;2.中国中铁科学研究院有限公司,成都 611731;3.兰州市轨道交通有限公司,兰州 730000)
近年来,各地区市政、建筑、公路、铁路等基础设施建设快速推进,加速了原材料的消耗。不仅混凝土所用天然砂的开采质量难以控制,同时对生态环境造成较大的破坏。随着环保形势日趋严峻,机制砂的应用必将成为混凝土细骨料应用的主流,不仅节约建设成本,而且环保效益和社会效益显著[1],尤其以岩质隧道弃渣为原材料加工后形成的人工机制砂混凝土的应用越来越广泛[2]。
细集料的颗粒形状和表面纹理特征会影响混凝土性能,颗粒形状是否良好也是评价机制砂品质的重要指标[3]。叶建雄等[4]通过分析不同机制砂颗粒形状与水泥胶砂流动度的相关性,提出了水泥混凝土机制砂颗粒形状的表征方法。宋少民等[5]分析了机制砂片状颗粒含量对水泥胶砂和混凝土性能的影响。李艳等[6]分析了石粉含量对机制砂颗粒形貌参数的影响。杨鲁等[7]、王振等[8]对比研究了普通河砂混凝土与高石粉含量机制砂混凝土在力学性能和耐久性等方面的差异。张琨健[9]基于粒形系数研究了机制砂颗粒形状对混凝土坍落度、强度等力学性能的影响。岳晓伟等[10]分析了机制砂级配变化和颗粒形状对空隙率的影响,结果表明平衡粒形和级配的关系方能获得较低的空隙率。
已有研究结果表明[9,11],采用数字图像分析软件评价机制砂颗粒形状难以反映针片状颗粒的特征,采用流动时间法、间隙率法表征机制砂颗粒形状时存在试验误差大、重复性差等缺陷,而采用比表面积法时则存在试验操作复杂且难以反映肉眼观察不到的粒形特征。工程实践表明,提高机制砂的颗粒球形度是混凝土用集料高品质化的关键[11]。
鉴于此,本文基于机制砂颗粒粒形特征,从颗粒不同圆周方向的周长比差异性角度,提出“球形度比”的概念,并尝试采用“球形度比”来评价精品机制砂的粒形特征,以便为精品机制砂混凝土的各种性能研究奠定基础,也为优化生产工艺、提高精品机制砂生产效率提供指导。
1 精品机制砂的生产和质量特点
相对于普通机制砂,本文所指精品机制砂的主要特点是:利用先进的生产设备,重点控制机制砂的粒形和石粉含量,制备出的机制砂粒形良好、级配合理、有效控制石粉含量,质量稳定。
1.1 精品机制砂生产设备及要求
先进的机制砂生产设备应该具有如下功能组件:
1)集成的料源除尘系统
主要是用于进入破碎系统前,对原材料的土进行过筛处理,从源头上控制机制砂的含泥量。
2)原料存储平台和输送系统
主要用于堆放过筛后的原材料,设置遮盖或封闭式存储车间,确保原材料的含水率达到要求及防止二次污染。通过设置存储平台下方的皮带输送系统,实现材料自动输入机制砂生产系统。
3)机制砂生产系统
机制砂生产系统包括破碎系统、整形系统、筛分系统和除尘系统,并设置石粉存储罐,成品料皮带输送系统和自动装卸系统。
4)计算机自动化控制系统
整套生产系统采用计算机自动化控制,通过计算机操作控制上料、生产、装卸等工艺流程,通过自动化控制系统实现机制砂生产工艺参数的设置及调整。
1.2 机制砂生产工艺
应用计算机和自动化控制技术,对原材料选择、主要生产工艺、粒形控制等关键环节进行控制,通过对生产出的机制砂进行筛分、石粉含量试验,对试验数据进行统计分析,总结出全套的机制砂生产工艺。
1)原材料。各种材质的石材破碎成粒径不大于13 mm的小颗粒,且严格控制其含水率不大于2.0%。
2)除尘。原材料除尘,震动过筛,筛除原材料中的泥土。
3)存储。过筛后的原材料存储至封闭的原材料存储平台,待破碎。
4)输送。采用皮带输送系统自动上料。
5)破碎。材料进入破碎系统后,材料破碎至粒径4.74 mm以下的细小颗粒。
6)整形。破碎后的细小颗粒进入整形系统,通过高速旋转,实现细颗粒整形。
7)筛分。筛除大粒径颗粒,循环进入破碎系统。
8)除尘。将多余的粉尘通过负压的方式集中收集,进入专门的石粉存储罐,集中存放。
9)输送。成品砂通过皮带输送系统进入成品存储区。
10)成品存储。产品集中存放。
1.3 精品机制砂质量特点
采用先进设备和科学工艺生产的精品机制砂与传统机制砂相比较,有以下3个方面的质量特点:
1)粒形良好
通过增加整形装置,对破碎后的机制砂进行整形处理,使得机制砂的粒形圆润,消除针片状颗粒形态,粒形变得良好。为保证粒形质量,提出机制砂的粒形控制指标——球形度比。
2)有效控制石粉含量
生产过程中安装除尘装置,并且从原材料开始就控制泥土含量,保证了石粉的质量。对整形后的机制砂进行除尘处理,通过负压倒吸原理把多余的石粉吸附在一个储存罐里,按照目标值控制石粉含量。
3)有效控制细度模数
生产设备安装自动化生产控制程序,在生产系统中设置目标细度模数,通过调整生产参数,实现想要达到的细度模数。
要使机制砂满足配置高性能混凝土的要求,必须提高普通机制砂的某些物理指标,其中粒形和石粉含量是2个需要解决的指标。石粉含量通过加装除尘设备已经完善,其检测方法也较为成熟。然而对于粒形控制达到什么程度,采用什么方法进行粒形检测就是亟待研究的关键环节。
2 精品机制砂粒形评价指标
2.1 定义
1)等效投影圆面积直径:当一个颗粒的投影面积同另外一个圆的投影面积相等时,把该圆的直径称为该颗粒的等效投影圆面积直径。
2)球形度[11](S):该颗粒的等效投影圆周长与颗粒投影图像的实际周长之比。
3)球形度比0.8(Sr0.8):球形度不小于 0.8 的颗粒数占检测试样总颗粒数的百分比。
4)球形度比0.7(Sr0.7):球形度不小于 0.7 的颗粒数占检测试样总颗粒数的百分比。
2.2 球形度比的检测方法
2.2.1 检测仪器或设备
本试验用方法需要的仪器设备有:①鼓风干燥箱,能使温度控制在(105±5)℃;②天平,称质量1 000 g,感量 1 g;③方孔筛,规格为 0.15,0.30,0.60,1.18,2.36,4.75,9.50 mm 的筛各1 只,并附有筛底和筛盖;④摇筛机;⑤粒形检测仪。
2.2.2 试验步骤
1)按GB/T 14684—2011《建设用砂》[12]中7.3条的规定进行颗粒级配试验,各级筛余颗粒备用。
2)分别称量0.6,1.18,2.36,4.75 mm 筛余质量,精确至1 g,分别将各粒级试样放置于粒形检测仪进料口,均匀下料,使粒径均匀的颗粒均匀的进入成像室。
3)计算机通过软件采集图像数据,待试样完全通过成像室后,采用分析软件对粒形结果进行统计计算。
2.2.3 试验结果计算
1)球形度的计算结果精确至0.1,计算式为

式中:PEQPC为颗粒的等效投影圆周长,见图1;Preal为颗粒投影图像的实际周长,见图2;A为投影面积。
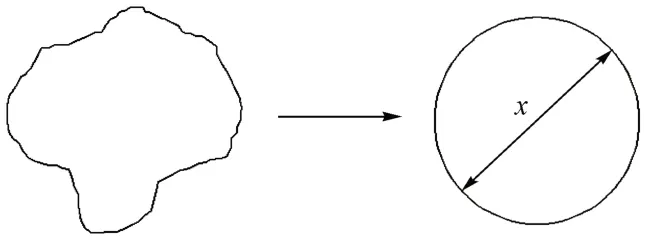
图1 颗粒的等效投影圆周长和直径

图2 颗粒投影图像的实际周长
S结果处于0~1 之间,数值越小代表颗粒形状越不规则,数值越大代表着颗粒形状越圆润。
2)球形度比Sr0.8,Sr0.7的计算结果精确至0.1%,计算式分别为
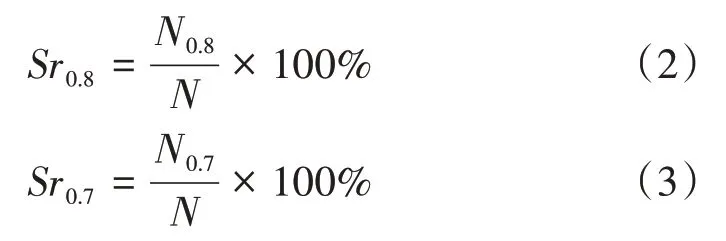
式中:N0.8为试样中球形度不小于0.8的颗粒数;N0.7为试样中球形度不小于0.7 的颗粒数;N为试样总颗粒数。
3)Sr0.8和Sr0.7分别取两次试验结果的算数平均值,精确至1%。
4)单次试验、单个砂样的Sr0.8和Sr0.7分别取各粒级总和的平均值,精确至1%(当某个粒级上的筛余量为0时,该粒级的Sr0.8及Sr0.7均按100%计)。
2.3 球形度比试验
选择不同地区及工艺生产的机制砂按上述方法进行球形度比试验,对试验样品进行编号,其中1#,3#,6#,8#样为普通机制砂(PTS),2#,4#样为精品机制砂(JPS),5#,7#样为生产碎石产生的石粉(SF)。具体试验结果见表1。
由表1可见,无论是精品机制砂,还是普通机制砂或者石粉,球形度比0.5、球形度比0.6 均能达到98%以上;球形度比0.7 及以上,开始有了较为明显的变化。综合比较球形度比0.8 及球形度比0.7 这2 个技术指标的数据,参照现行标准规范对机制砂的球形度比进行类别划分,具体见表2。
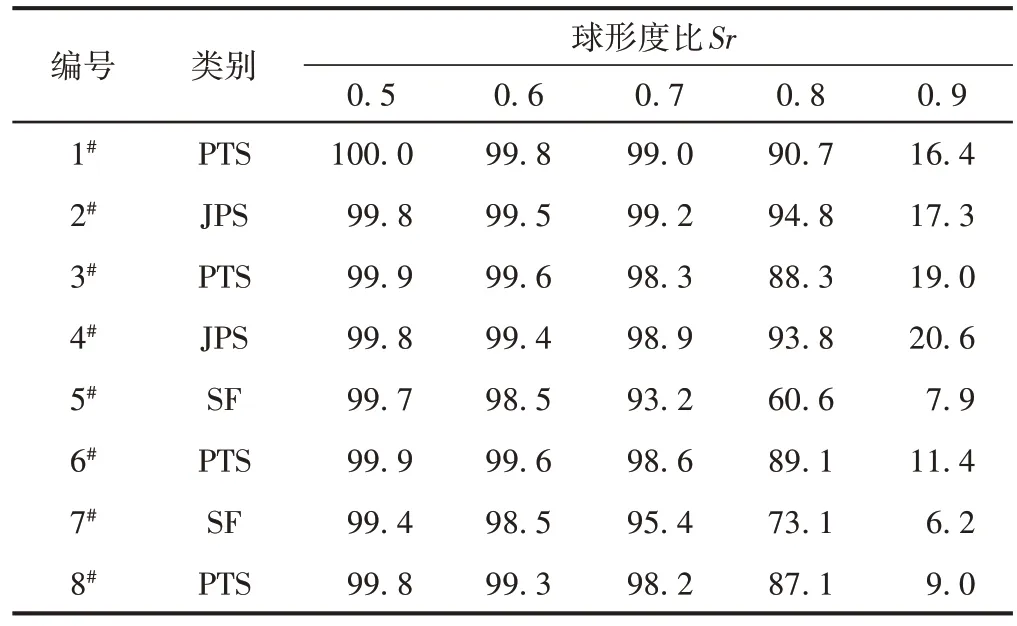
表1 机制砂试样的球形度比试验结果 %

表2 不同类别机制砂的球形度比技术指标要求 %
结合规范中混凝土用砂质量要求[12],建议精品机制砂的粒形采用Sr0.8和Sr0.72 个技术指标同时控制,1类砂和2类砂均可用于混凝土,3类砂仅用于砂浆。
3 结论
本文系统地研究了机制砂生产设备、生产工艺和质量控制指标等关键环节,得到如下主要结论:
1)精品机制砂生产工艺中的关键设备主要包括除尘设备和整形设备。
2)精品机制砂的质量特征主要包括粒形良好、有效控制石粉含量和细度模数等。
3)精品机制砂的粒形宜采用球形度比0.8及球形度比0.7 这2 个技术指标同时控制,1 类砂和2 类砂均可用于混凝土,3类砂仅用于砂浆。
4)采用球形度比表征精品机制砂的粒形特征是比较合理的,健全了精品机制砂的技术评价体系和检测方法,为推广精品机制砂的规模化生产和应用具有借鉴作用。
