一种浅色系黏胶革基布短流程生产工艺
2020-03-30胡国防
胡国防
(福建福能南纺新材料有限公司,福建 南平353000)
黏胶织物由于纤维吸湿性好、织物柔软、透气性好、穿着舒适,是一种优良的合成服装革基布材料[1],黏胶梭织面料采用传统的平幅卷染染色柔软工艺生产时,耗时长、能耗大、污水排放多。本短流程工艺用于生产浅色系黏胶服装革基布,通过对烘干设备改造、工艺配方调整等,实现卷染退浆后烘干染色及柔软短流程工艺。对比分析原传统工艺与新短流程工艺生产的织物颜色、色牢度、织物强力等指标,结果表明,新短流程工艺不仅可以达到原传统工艺的染色效果,染色牢度、织物强力、耐DMF、收缩等指标均满足技术要求。
1 试验部分
1.1 材料与仪器
织物材料:R18 tex×R18 tex/2 232×116 175服装革梭织基布。
染整材料:科华素黄3RS 133%(浙江龙盛),科华素艳红3BSN(浙江龙盛),活性深兰M-2GE 100%(吴江桃源),纯碱(工业级),盐(工业级),淀粉酶。
设备仪器:常温常压平幅卷染机(无锡宏达),烘干机(上海川印),摩擦牢度仪(南通宏大),织物强力仪(南通宏大),测色仪(爱色丽)。
1.2 性能检测
耐摩擦牢度检测:参照GB/T 3920-2008《纺织品色牢度试验 耐磨擦色牢度》。
拉伸断裂强力检测:参照GB/T 3923.1-2013《纺织品织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》。
织物颜色:在D65光源10°视角下,采用爱色丽测色配色仪对比测试2种工艺生产织物的色差数值。
1.3 工艺与设备
原工艺采用卷染退浆及染色后烘干柔软;新短流程工艺采用卷染退浆后烘干染色、柔软方式。新短流程工艺通过对烘干设备改进、染料配方调整,使其达到原工艺的颜色、物性、色牢度等指标。
1.3.1 原卷染退浆染色工艺
结合革基布行业平幅卷染机现状,卷染染色时每缸一轴为2 500 m,原卷染染色的工艺流程、染色用料、设备见表1和图1。
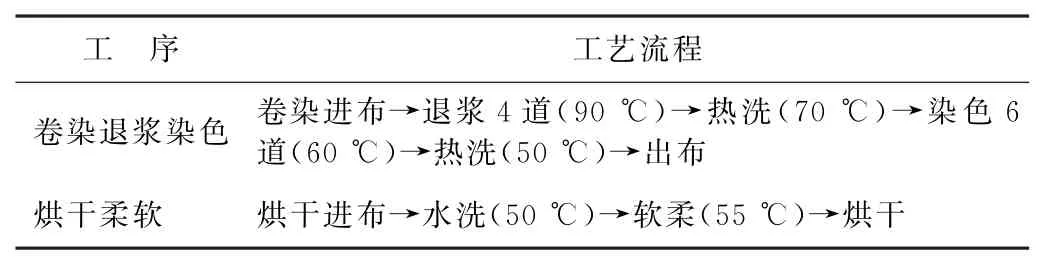
表1 原卷染退浆染色工艺流程
染料配方(每轴):科华素黄1.18 kg,科华素艳红0.184 kg,活性深兰0.266 kg,盐8 kg,纯碱6 kg。
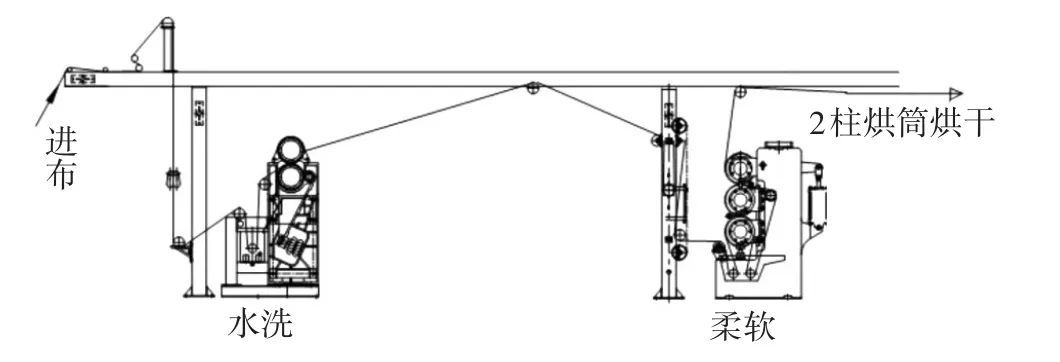
图1 原卷染染色的烘干设备
1.3.2 新短流程烘干染色工艺
采用烘干轧染纤维素纤维时,要注意考虑轧染前的预烘[2],根据预烘及工艺要求重新设置工艺流程、调整染色用料、改造烘干设备,见表2和图2。
染料配方(每轴):科华素黄1.32 kg,科华素艳红0.21 kg,活性深兰0.32 kg,盐7 kg,纯碱5 kg。
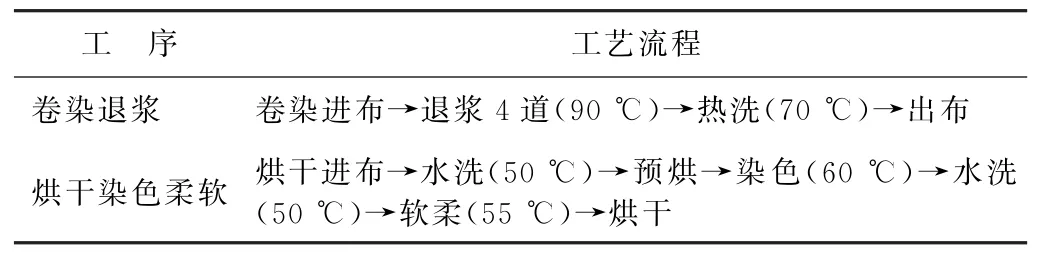
表2 新短流程烘干染色工艺流程
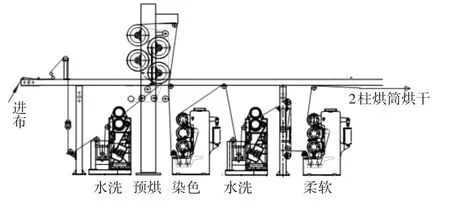
图2 新短流程工艺的烘干设备简图
2 结果与讨论
2.1 织物颜色
由于染色方式变化,所以在烘干染浅色系时,需要对染料配方的拼色用料进行调整后再批量生产。从表3可以看出,经过合理调整工艺配方后,使用新短流程工艺生产的布面颜色与原工艺差异不大,其色光比ΔEcmc、力份比%STR-WSUM均达到要求。
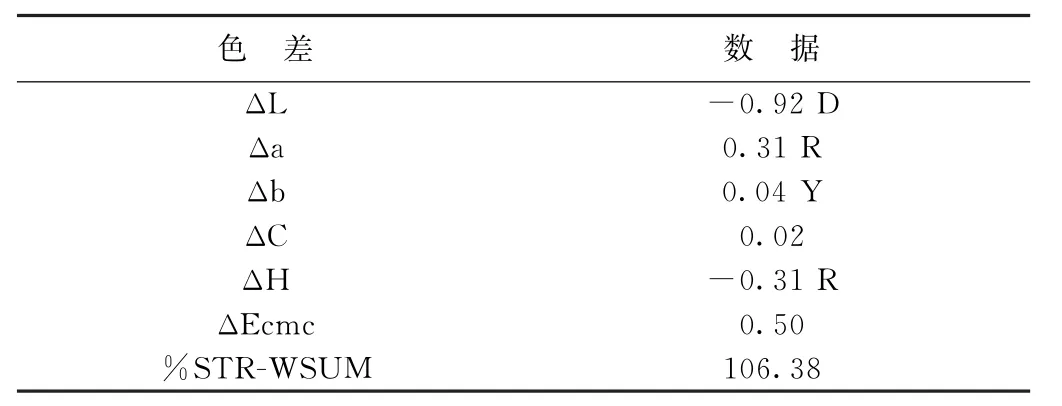
表3 短流程工艺生产基布对比原工艺检测结果
2.2 织物牢度
由表4可见原工艺与新工艺对比,湿摩擦牢度无明显变化。
作为一种合成革基布,织物的耐DMF掉色性能是一项重要指标,通过在99.5%浓度的DMF溶液浸泡30 min,与原工艺比较,未发现掉色增加现象,新短流程工艺满足耐DMF要求。

表4 干湿摩擦牢度对比
2.3 性能指标
对2种工艺的染坯各项指标进行检测对比,物性指标无异常,见表5。
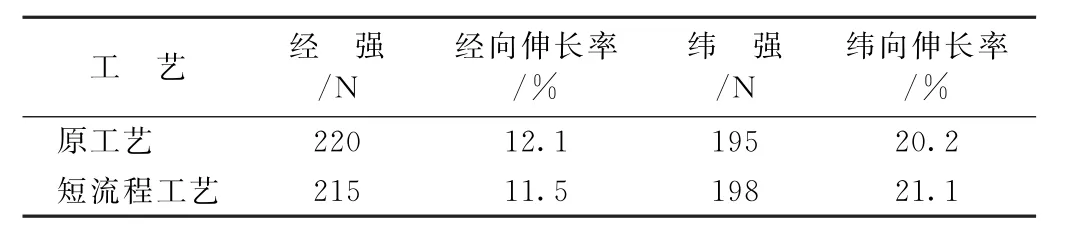
表5 物性指标对比
由于服装革基布对冷水收缩有要求,通过使用行业通用检测办法得出,2种工艺的成品基布缩率均为经向6%~8%,纬向0.5%~2%。
2.4 成本与效率
使用新短流程工艺,对比原工艺,生产效率提高40%,水、汽耗降低约20%,电耗下降25%,由于使用烘干染色时,连续生产底槽染液和水槽只有在整批生产结束后需要排放,使染色废液量和废水量下降,降低了污水处理难度和处理量。
3 结语
通过对烘干机的改造,增加预烘和染槽等装置,调整染色配方,新短流程工艺在成本大幅下降的同时,效率提升,污水排放减少,产品的颜色、牢度、物性及相关指标均满足要求,充分表明浅色系列黏胶革基布短流程工艺的可行性。