罩式退火炉炉台排气管路及控制方式优化改造
2020-03-29代永贵彭仕军
代永贵,彭仕军,李 谦
(广西柳州钢铁集团有限公司,广西 柳州 545002)
全氢罩式退火炉依靠氢气作为还原介质,对钢卷进行光亮退火。目前国产宝信退火座炉台,原有的氢气吹扫排气管路取气点为在炉台冷却放散器之后接管连接至二次除油装置,而后再经过阀门与限流孔板排放至排气主管道,吹扫排放的废气在进入二次除油装置之前已经得到冷却,在冬季气温相对较低的外界环境温度下,管道会出现在进入二次除油装置前端硬管部位沉积油污造成堵塞的情况发生,导致炉内氢气不流动,炉内气体氛围得不到有效循环置换,退火后的带钢表层附着较多黑色碳粉,表面光亮度相对要差。本文研究产生此缺陷的原因,并提出了相应的解决措施。
1 退火炉台工艺吹扫当前现状和改造背景
1.1 炉台现场管道布置
炉台内压力正常值为2500Pa~7500Pa,氢气吹扫排放的气氛中含有轧制油等混合介质,经过约0.9m 的炉台排气总管先进入旋风分离器,而后到达冷却放散器冷却,冷废气再通过一根DN25 的管道排放至总管引出厂房顶。吹扫排气经过炉台放散冷却器冷却之后的温度约为35°~40°,废气中的油污开始分离,沉积在DN25 排气小管道内部以及控制阀门阀体、限流孔板处,最终导致管道被阻塞,造成炉台氢气吹扫不流畅,流量难以维持在相对稳定的数值范围之内,波动起伏较大,最终致使钢卷板面发黑不够光亮。

图1 管路中的油污及限流孔板
1.2 氢气吹扫时间不够
从CQ 级吹扫制度,厚度>1.1,吹扫时间为8.5 小时,LOI吹扫11 小时,国产炉台吹扫时间较短;通过不同钢种炉台氢气吹扫工艺列表与LOI 炉台比较,总体吹扫时间偏短;罩式退火机组现场也做过实验,拿部分炉台延长吹扫时间之后钢卷变得光亮。
1.3 来料钢卷表面油污多
从每天酸轧出口质检反馈的钢卷反射率与同行比较,反射率较低。
1.4 薄规格品种钢卷多
退火机组炉台主要生产的钢卷为厚度0.9mm 以下薄料,钢卷层数较多,表面积大,致使退火过程中吹扫排气中油气较重且油多。
通过以上4 点原因分析,在来料钢卷表面残油和残铁量及制氢产能有限不能延长吹扫时间的情况下,为了提高氢气吹扫顺畅性以及流量稳定性,提高钢卷表面质量,避免吹扫工艺管路堵塞,需要将退火炉台氢气吹扫排气方式由原来的“冷吹冷排”,调整改为“热吹冷排”,同时将吹扫限流孔板调整移至管路控制阀门前端,确保整段吹扫排气管路保持一定温度,避免油污凝结堵塞吹扫排气管道。
2 炉台管路优化改造后的目标值
通过上述四点原因分析,在来料钢卷表面残油和残铁量及制氢产能有限不能延长吹扫时间的情况下,为了提高氢气吹扫顺畅性以及流量稳定性,提高钢卷表面质量,避免吹扫工艺管路堵塞,需要将退火炉台氢气吹扫排气方式由原来的“冷吹冷排”,调整改为“热吹冷排”,同时将吹扫限流孔板调整移至管路控制阀门前端,确保整段吹扫排气管路保持一定温度,避免油污凝结堵塞吹扫排气管道,将管路拆洗维护周期延长8 个月以上,每年拆洗次数低于1 次。
3 具体改造措施
(1)取消原氢气吹扫排气管至二次油气分离器前端位置这节管路,同时取消原控制阀门后端位置处的限流孔板。
(2)在炉台排气总管出口位置上的旋风分离器装置下部侧壁位置处开孔,作为取气点,焊接一根通径为DN25 的无缝管,该管与二次除油器对接,在该段管路上设置一个可耐500℃、材质为珞钼钢的高温球阀,同时将限流孔板安装在高温球阀后端。(改造前后管路分图如下所示)。
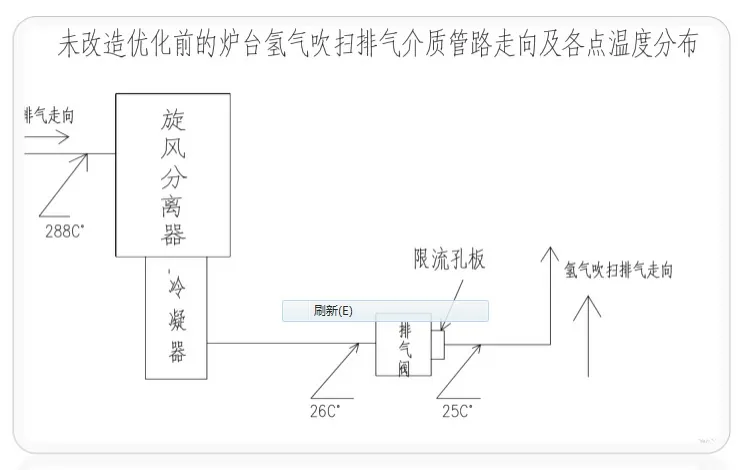
图2 改造前的管路分布图

图3 改造后的管路分布图

图4 改造前的管路分布三维图
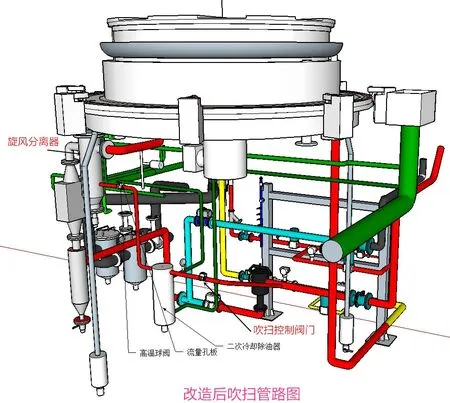
图5 改造后的管路分布三维图
4 改造后的优势
(1)吹扫排气取未经过冷凝器冷却的气体,同时将调节限制流量的孔板前移至高温段管路上,排气经过限流孔板再进入到二次除油冷却装置,即可将吹扫排气方式由原来的“冷吹冷排”变为“热吹冷排“,这样可大大减少油污在吹扫管凝结堵塞。
(2)孔板前移,高温下油污无法附着堵孔板,可保证管路始终可以在限流孔板正常的调节流量下维持正常吹扫状态。
(3)吹扫排气管路中设置安装有一个二次除油冷却装置,可将排放到总管位置的气体进行冷却并除油,避免油污被带入到总管位置。
5 生产使用情况
(1)改造的炉台生产时,氢气吹扫流量能维持在一个比较稳定的数值,无大的波动,使用至今,氢气吹扫流量均较为稳定,孔板处未有油污堵塞。未改造前,管道畅通性周期一般为3-5 炉次,之后管道内部便被油污堵塞,造成氢气吹扫排气不畅,氢气吹扫流量波动较大。
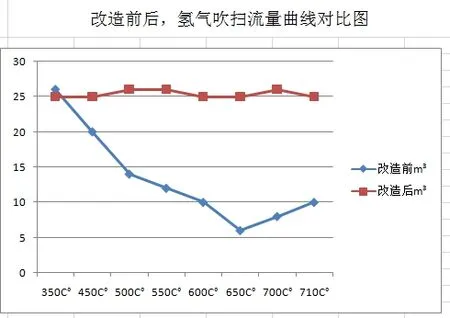
图6 改造前后,氢气吹扫流量稳定性曲线对比图
(2)炉温加热至700°时,吹扫排放的废气先进入炉台旋风分离器,在该处前端管壁温度约288°,而后到达二次除油冷却装置前端温度降为129°,经过二次除油冷却装置冷却后,温度大幅度降低至65°,最后气体通过控制阀门排放汇集至排气总管道引至厂房顶部。
6 结语
(1)改造时将排气管道内壁附着油污清理干净,高温气体流经重新改造的管路,整段氢气吹扫管内部气体温度均较高,所以管道内部油气无法形成凝结油脂,管道能保持一直畅通,氢气吹扫流量整个生产周期都能维持在一个相对稳定的数值内。
(2)优化改造之后的管路中,设置有一个耐高温球阀,同时便于后期的管路及吹扫控制阀门拆洗维护,生产中阀门出现故障,关闭耐高温球阀,即可对阀门进行更换处理。
(3)高温气体流经限流孔板之后再进入二次除油冷却装置,可通过该冷却装置对气体进行降温,保护后端的吹扫控制电磁阀免受高温损坏。
(4)通过该优化之后的管路进行生产,维护周期可大大延长8 个月以上。