光学基准镜粘接精度及胶层量化研究
2020-03-28张慧锋孙建波胡彦旭张东来
张慧锋 孙建波 胡彦旭 张 朋 张东来
光学基准镜粘接精度及胶层量化研究
张慧锋 孙建波 胡彦旭 张 朋 张东来
(北京控制工程研究所,北京 100190)
为了实现光学基准镜胶层量化控制,优化基准镜粘接方法,首先设计了实验试件,选用产品常用的材料和胶粘剂,建立了实验试件模型,进行有限元分析,研究了不同胶层厚度的热应力和力学应力分布;然后通过粘接实验,研究了胶固化过程中粘接精度的变化情况。最后,通过热循环试验和力学试验,对粘接的实验试件进行鉴定级实验,验证了粘接厚度控制方法的可靠性,对比了环境实验前后的粘接精度。根据仿真分析和实验结果,给出了几种常用的粘接结构所对应的胶层厚度最优值,可以为工程实际提供数据支持。
光学基准镜;胶层;精度;量化控制

1 引言
在光学成像类敏感器中,光学基准镜常作为敏感器调试测试过程中的基准,以及整星调试的参考基准,其安装精度和可靠性直接影响产品和整星的精度与可靠性。各研究机构和高校对光学零件胶粘结构的应力分析和装调工艺分析的文献较多,但都是为了满足精度调整要求[1~4],对于胶层的量化控制研究较少。常用的胶层厚度控制方法有工装保证法、精密测量法和工装测试结构法[5],文献[5]提出一种在胶中添加空心玻璃微珠控制胶层厚度,实现了反射镜面形要求。
基准镜的安装多数采用胶粘的方法,主要控制基准镜与基准镜座安装面的角度误差。为了对粘接精度变化情况、粘接强度、胶层厚度、经过力学和热学实验后精度变化情况摸底研究,设计了实验件;并研究了粘接过程中胶层厚度量化控制的工艺方法,用于提高产品光学器件粘接的可靠性,降低失效率,提高产品可靠性。
2 实验设计
2.1 实验试件设计
根据我所产品中常用的基准镜、光电器件的粘接形式,如基准镜粘接,选择实验试件设计形式。基准镜和基准镜座的粘接是平面粘接,如图1所示;基准镜与产品基准镜结构相同,只要求上表面镀膜,四个侧面光滑透明,便于观察。基准镜座材料是钛合金(TC4),基准镜材料是K9玻璃,所以实验用基准镜也采用K9玻璃,所用材料的物理性能如表1所示。

图1 实验试件

表1 材料物理性能
2.2 胶粘剂的选择
光学零件、光电器件粘接中常用的胶粘剂主要有环氧胶6101/TY650、Armstrong A-12 环氧胶、硅橡胶GD414。
2.3 环境实验条件
由于基准镜和芯片粘接的精度和可靠性需要经过力学和热学实验的检验,所以对粘接后的实验试件进行力学和热学实验。其中热学实验主要是循环实验,力学实验主要有随机振动和冲击实验,实验条件具体如表2、表3所示。

表2 热循环试验
表3 力学实验
3 力学和热学分析
3.1 建模
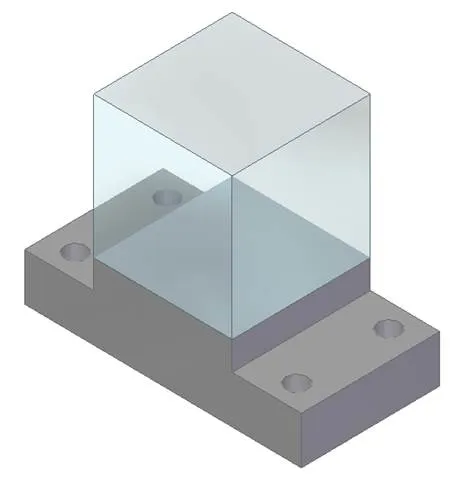
图2 基准镜三维模型
如图2所示,建立基准镜座、基准镜、胶层的三维模型,其中胶层厚度有0.005mm、0.0075mm、0.01mm、0.03mm、0.05mm、0.07mm、0.10mm。
3.2 定义材料属性
参见表2。
3.3 划分网格
基准镜网格采用六面体网格,基准镜座和胶层采用四面体网格,如图3所示。

图3 网格划分
3.4 定义边界条件
随机振动分析和冲击振动分析时,底面添加固定约束。热循环分析时,对组件的外表面添加热对流和热辐射条件,温度是热循环实验中所给的温度。
3.5 添加载荷
应力分析时,需要把热分析所得到的温度分布作为载荷添加进去。
3.6 后处理
计算完成后,可以根据需要得出零件的温度和应力分布。
其中,胶层厚度为0.01mm时,热应力分布如图4所示,其他厚度分布曲线如图5所示。基准镜上的最大热应力为14.1MPa,发生在粘接面靠四角的位置,小于玻璃的许用应力49MPa;胶层的最大应力为24.6MPa,主要发生在四个角,小于胶的本体拉伸应力52MPa,但超过了胶的粘接剪切强度。因此,胶的粘接环节是薄弱环节,在粘接过程中,需要保证基准镜靠边和角的位置胶量不能过少。
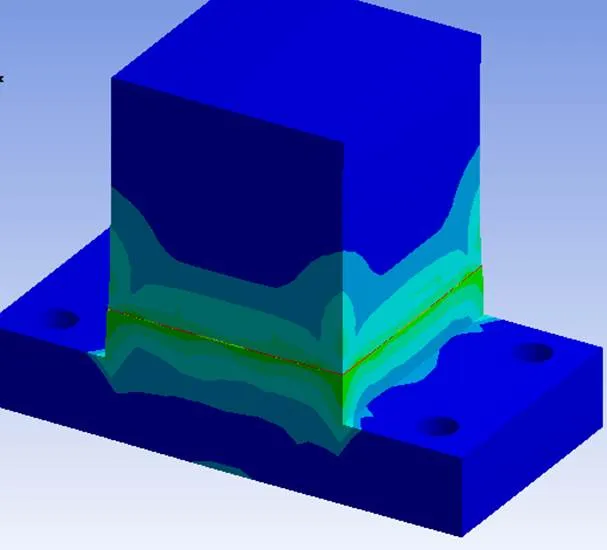
图4 热应力分布

图5 热应力曲线
胶层厚度为0.01mm时,向随机振动和冲击振动应力分布如图6、图7所示,冲击振动应力值相对较大。其中,基准镜最大应力为3.67MPa,发生在粘接面两侧,小于玻璃的许用应力49MPa;胶层最大应力为0.2MPa,远小于胶的本体拉伸应力52MPa和粘接剪切强度;基准镜座最大应力4.89MPa,发生在粘接面四角处,远小于钛合金的许用应力932MPa。其他胶层厚度下的应力如图8所示。可以看出,胶层越薄,胶层应力越小。

图6 随机振动应力分布(X轴)
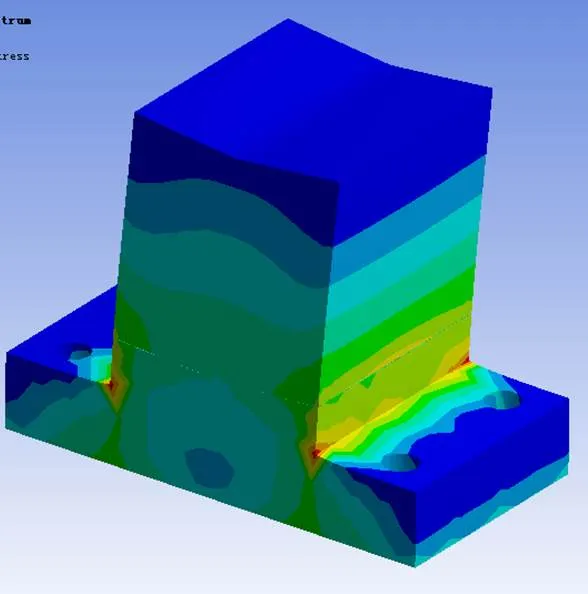
图7 响应谱分析(X轴冲击)

图8 不同胶层厚度下的应力变化曲线
从以上分析结构可以看出,基准镜与基准镜座粘接胶层为薄弱环节,需要在粘接过程中采取工艺措施,避免风险。
3.7 胶层量化控制方法
采用胶粘剂粘接的基准镜,在以往的粘接工艺中,胶量没有得到有效控制。胶量过少,会对粘接的可靠性产生影响,胶量过多,胶在固化过程中流动会影响粘接精度。
由于胶层厚度的量级在0.01mm,经过调研选用激光位移传感器,绝对精度0.005mm,分辨率0.0002mm。基准镜的粘接要求精度较高,这种传感器的非接触测量方式可以满足测量要求,既可以测量镜面,也可以测量非镜面。测量方式如图9所示。选取被测量器件的多个测量点,粘接前和粘接后的差值即是胶层厚度。
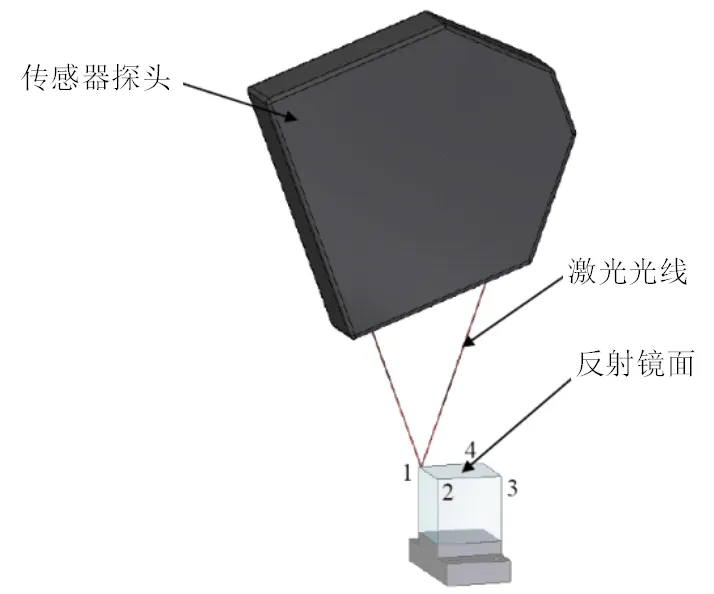
图9 激光位移传感器测胶层厚度示意图
4 实验结果
钛合金底座+环氧胶6101/TY650+K9玻璃,钛合金底座+Armstrong A-12 环氧胶+K9玻璃,精度没有变化,如图10所示。

图10 环境试验后的试件
用硅橡胶粘接的结构都没有出现裂纹或破坏。
如图11、图12所示,由数据和曲线可知,环氧胶6101/TY650和Armstrong A-12 环氧胶在前2h固化收缩较快,且Armstrong A-12 环氧胶比环氧胶6101/TY650固化快。
图11 环氧胶6101/TY650胶层随时间变化曲线
图12 Armstrong A-12 环氧胶胶层变化曲线
胶层厚度主要受到以下因素影响:胶的流动性、涂胶量的多少、底座的粘接面与安装面的平行度、被粘接件重力、手动排气泡时粘接面法向用力大小等。
底座的粘接面与安装面的平行度对粘接精度影响较大,主要原因是胶的流动性,其中流动性环胶6101/TY650大于Armstrong A-12 环氧胶,而使用硅橡胶GD414则几乎没有影响,这种胶的流动性较差,且固化收缩很小。
从粘接过程可以看出,当底座平行度较差时,需要在胶固化过程中进行多次调整,都能保证最终的粘接精度,底座平行度较好时,则不需要调整(或调整次数很少)就可以保证最终的粘接精度。根据粘接实验,建议底座粘接面平行度公差0.015mm。
通过环境实验和力学分析可知,硅橡胶GD414粘接的结构对胶层厚度不敏感(实验试件的胶层控制厚度在0.03~0.10mm),经过力学和热学实验,均没有发生裂纹和破坏,且基准镜指向精度和位置精度都没有发生变化。
5 结束语
通过实验和分析可知,综合考虑基准镜和胶层应力分布情况,对于钛合金底座+环胶6101/TY650 环氧胶+K9玻璃基准镜(15mm×15mm×15mm),最优胶层厚度为0.04~0.06mm。
选用激光位移传感器量化控制胶层厚度,并进行粘接实验,操作人员通过练习,能够很快掌握胶层厚度的控制方法,为提高粘接可靠性,一致性提供了保证。
建议底座粘接面平行度公差0.015mm。
1 彭海俊. 几何参数对复合材料厚胶层胶接的影响研究[D]. 武汉:武汉理工大学,2017
2 陆玉婷,王伟之. 大口径胶粘主镜装调的有限元分析[J]. 航天返回与遥感,2017,38(1):39~44
3 李媛,王胜男,蔡彬,等. 影响汽车板材粘接性能的研究进展[J]. 中国胶粘剂,2018,27(1):52~55
4 范志刚,常虹,陈守谦. 胶粘光学元件的热应力和变形分析[J]. 光学技术,2011,37(35):366~369
5 刘强,何欣,张峰,等. 反射镜无热装配中胶层厚度的计算及控制[J]. 光学精密工程,2012,20(10):2229~2236
Research on Precision and Quantitative Control of Optical Reference Mirror Adhesive Layer
Zhang Huifeng Sun Jianbo Hu Yanxu Zhang Peng Zhang Donglai
(Beijing Institute of Control Engineering, Beijing 100190)
In order to achieve quantitative control of the optical reference mirror adhesive layer and to optimize reference mirror bonding method, test specimen are designed and common material and adhesives are selected. The specimen model is established and finite element analysis is carried out, by which stress distribution of different adhesive layer thicknesses is researched. Bonding experiment is conducted and change of precision is studied during the curing process of the adhesive. Then thermal test and mechanical test are carried out by identification level. The reliability of the bond thickness control method is verified and the precision before and after environmental test. Conclusively, the recommended values for the adhesive layers of several common structures, which provides data support for subsequent bonding work improvements.
optical reference mirror;adhesive layer;precision;quantitative control
张慧锋(1988),硕士,机械工程专业;研究方向:航天光学成像敏感器结构分析与设计、装配工艺设计。
2019-12-17
