基于PLC的注塑机多段温度控制系统设计
2020-03-27曲冰洁李研博
陈 芳,刘 佳,傲 起,曲冰洁,李研博
(鄂尔多斯职业学院,内蒙古自治区鄂尔多斯市 017000)
塑料制品因具有成本低、物理化学性质稳定、绝缘性能好等优点,广泛应用在航空航天、医疗、药品包装、3D打印等高精端科技领域[1-4],在国民经济中占有极其重要的地位。注塑机是将塑料颗粒加热成熔融状态,并注射到模具内腔中加工成形状不同的塑料制品,因此,注塑机又被称为注射成型机。目前,大部分塑料制品均由注塑机加工生产,与吹塑成型机、塑料挤出机相比,注塑机的生产效率更高、生产周期更短。可编程控制器(PLC)是一种进行数字运算操作的电子系统,主要应用于环境复杂的工业领域,如PLC被应用于各种生产机械以及自动控制领域[5-6]。基于PLC的注塑机控制系统采用多通道总线控制,该控制方式稳定性高、可编程性强,且机器发生故障的概率极大降低,容错性能也比较强。
本工作采用PLC完成注塑机复杂工艺的自动控制,通过PLC完成注塑机逻辑控制,并通过模拟量输入模块采集注塑机温度传送到PLC的中央处理器中,由中央处理器中的比例积分微分(PID)程序完成温度的闭环自动控制。
1 注塑机结构与工艺流程
1.1 注塑机结构
注塑机主要由锁模系统、加热系统、冷却系统、注射系统、液压系统以及控制系统组成。加热系统的主要功能是通过加热电阻丝来升高注塑机料筒温度,使塑料颗粒成为熔融状态;注射系统以一定压力和注射速度,将熔融状态的塑料注射到模具内腔中;锁模系统主要作用是以一定压力将模具锁紧,以保证模具加工精度,经过冷却系统降温处理后,将塑料从模具内腔中顶出;液压系统主要为注塑机各执行机构提供动力以及缓冲保护,液压系统主要包括油箱、液压电机、比例阀等;控制系统主要包括下位机PLC和上位机触摸屏,控制系统作为注塑机的大脑,通过触摸屏人机画面完成注塑机各种参数的设置,PLC负责注塑机各机构的协调运动,进行温度、压力等数据采集,并完成闭环控制。
1.2 注塑工艺流程
塑料颗粒从下料口进入到料筒中,由螺杆的旋转运动带动塑料颗粒不断向前运动,料筒外部加热电阻丝温度不断升高,熔融状态的塑料在料筒前部不断积累并将螺杆向后推送,经过测量系统可以计算出螺杆向后推送的距离,并由此距离推算出料筒前段累积的熔融塑料体积是否达到设定值,达到目标值后,螺杆停止运动。液压系统接收到信号后将熔融塑料以一定速度和压力注射到模具内腔中,模具合模后将熔融塑料注塑成所需形状,冷却系统将塑料制品冷却后,模具打开,顶出机构将制品从模具内腔中顶出。注塑工艺流程见图1。
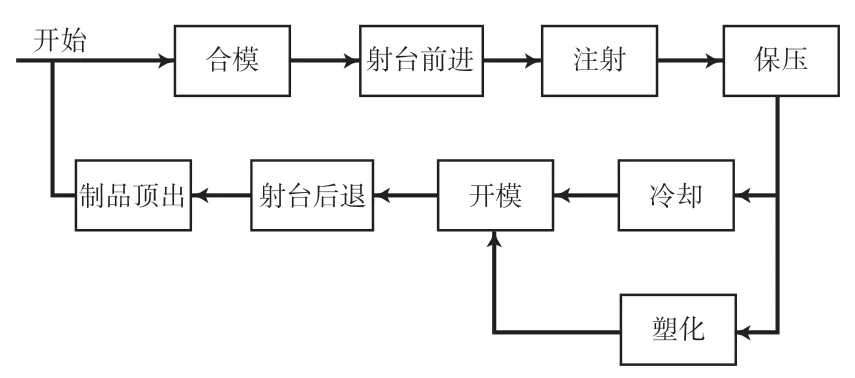
图1 注塑工艺流程Fig.1 Injection molding process
2 基于PLC的注塑机温度的PID控制
2.1 PLC控制系统硬件结构
注塑机温度控制系统主要是对塑化部件的前段、中段以及后段温度进行精确控制,通过热电偶传感器对熔融后的塑料温度进行采集,并将采集到的温度传送到温度变送器,由温度变送器将4~20 mA模拟量信号传送到PLC模拟量采集模块中,PLC控制器根据PID计算结果,通过模拟量输出模块控制固态继电器,从而使加热器温度达到设定温度,注塑机控制系统硬件结构见图2。其中,FX-3U 64MT为PLC的中央处理器模块,FX2N-4AD为模拟量采集模块,FX2N-4DA为模拟量输出模块,FX2N-4AD-TC为热电偶模拟量采集模块。

图2 注塑机控制系统硬件结构示意Fig.2 Hardware structure of control system in injection molding machine
2.2 注塑机温度的PID控制
PID控制算法在工业中被广泛应用,PID控制具有结构简单、稳定性高、算法易实现等优点。PID控制算法主要是采集系统实际量,计算实际量与系统所设定的目标值之差,通过PID控制算法中的比例、积分、微分三个参数,对系统输出的数字量进行适当调整,进而使系统实际值稳定在目标值附近。控制算法结构原理见图3。

图3 控制算法结构原理Fig.3 Structural principle of control algorithm
PID控制器输出的数学模型见式(1)。

式中:kp为比例系数;TI为积分时间常数;TD为微分时间常数。
PID控制算法中通常需要将式(1)进行离散,PID离散数学模型[7-9]见式(2)。

式中:ki= kp/TI,kd= kpTD;T为采样周期;t为采样序号。
3 实验研究
为验证基于PLC的注塑机多段温度PID控制系统的有效性,进行了相关实验研究。选择某型号注塑机为实验平台,采用热电偶传感器采集温度。实验过程中,设定温度为200.0 ℃,实时采集热电偶传感器传送回来的温度并记录。从表1可以看出:温度偏差可控制在±0.3 ℃以内。这说明所述方法温度控制效果比较理想,能够明显提高温度控制精度,对于提升注塑机注塑工艺质量具有重要作用。
4 结论
a)为了提高注塑机的自动化程度、注塑机料筒温度控制精度,以及注塑制品质量,设计了基于PLC和触摸屏为控制器核心的注塑机PID温度控制系统。

表1 实验结果 Tab.1 Experimental results ℃
b)基于PLC的注塑机温度PID控制系统能够控制料筒温度偏差在±0.3 ℃以内,该控制系统完全能够满足注塑工艺要求。
