冷轧1250 平整机平整液残留原因分析及控制措施
2020-03-27傅家彬
方 剑,傅家彬
(柳州钢铁集团有限公司冷轧板带厂,广西 柳州 545002)
柳钢冷轧板带厂平整机作用是消除带钢屈服平台,改善带钢的组织结构和平直度,提高抗拉强度使其具有良好的机械加工性能。平整机生产带钢使用湿平整清洗板面,可有效把铁屑、杂物等清洗干净,提升板面光洁度,以满足客户需求。轧制带钢是经过平整液冲洗、平整、吹扫等工序,才能获得干净的板面。原有1250 平整机无气源处理系统,压力不稳定,空气中含水分较多且无加热等因素,造成带钢表面平整液残留较多,重新设计1250 平整机气源处理系统,增加储气罐稳压,微热干燥器除湿,加热器挥发水分以及阀台和吹扫喷梁分段控制等,有效弥补原系统不足,因此该厂开展1250 平整机组吹扫系统升级改造,降低带钢表面平整液残留。
1 1250平整机平整液残留原因分析
1.1 气压不稳定造成平整液残留形貌及特征
柳钢冷轧空压机站为三用一备,共四台设备。在四台空气压缩机全速运行下仍出现主管路气压浮动过大的情况,一般在0.35Mpa ~0.55Mpa 之间波动,导致喷梁吹扫力不均、不足。在轧制极厚板过程中,上下工作辊间的缝隙会随着板带厚度增大而增大,气压不稳定易造成平整液从带钢两旁的缝隙中甩入吹扫侧,容易在带钢上下表面边部形成连续块状平整液残留斑迹,如图1。
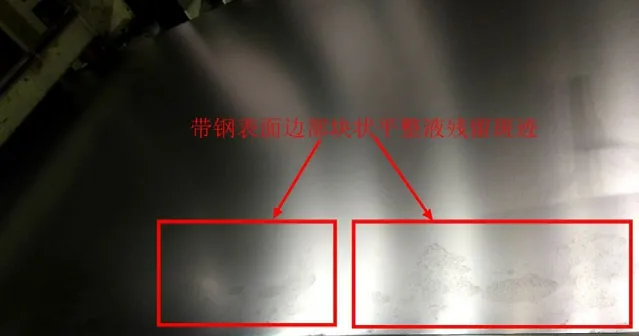
图1 柳钢表面残留斑迹
1.2 压缩空气含水分较多造成平整液残留形貌及特征
1250 平整机无气源处理系统,特别是南方梅雨天气,空压机不能有效把空气中的水分过滤干燥,导致平整机末端空气中含水分较多,带钢表面不易吹干,当轧制0.6mm 以下极薄规格带钢,整个带钢板面类似有一层薄膜覆盖,易造成下道工序重卷拉矫机粘结油泥及张力辊变脏,且易产生拉矫纹等板面质量问题,如图2。
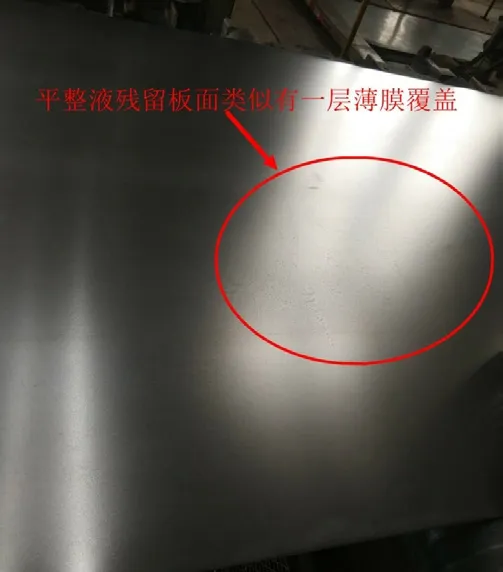
图2 带钢表面薄膜覆盖层
1.3 吹扫梁布局不合理造成平整液残留形貌及特征
1250 平整机吹扫梁布局设计存在缺陷,只有上下工作辊辊缝喷梁、出口上板带喷梁以及C 型边吹,且吹扫梁无分段,喷嘴设计间隔和选型不合理,易出现气流紊乱,导致平整液飞溅残留,特别轧制1000mm 规格带钢时,由于板型窄,工作辊辊缝边部易把平整液甩溅过来,此时喷嘴吹扫存在盲区,造成带钢头尾边部不规则点状平整液残留,当轧制0.6mm×1000mm 以下的薄规格和1.98mm×1000mm 以上的极厚规格平整液残留较多,如图3。
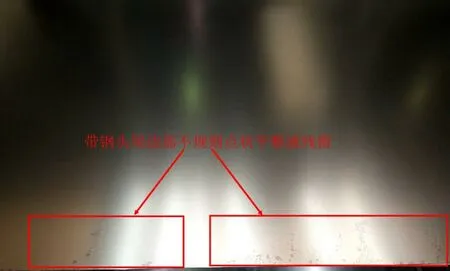
图3 带钢头尾部不规则残留
1.4 防缠导板边部缺少导向装置造成平整液残留形貌及特征
1250 平整机防缠导板边部无导向装置,在带钢高速轧制过程中,平整液被甩溅到挡水胶流向防缠导板上,沿防缠导板边部滴到带钢上表面边部,板面出现不规则平整液块状残留,如图4。
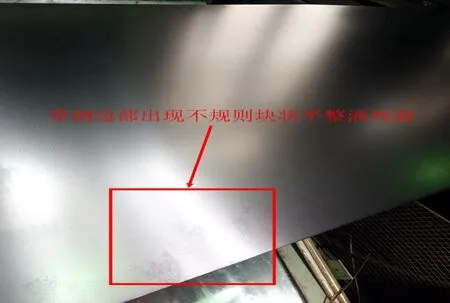
图4 带钢边缘部的不规则残留
综上所述,平整液残留主要由于气压不稳定,空气中含水分较多,吹扫梁布局不合理以及防缠导板无导流装置等因素影响,导致带钢表面平整液残留,降低板面质量。
2 消除1250平整机平整液残留措施
通过现场对平整液残留跟踪调试,得出结论:消除带钢表面平整液残留,需要一套完整吹扫系统,主要包括空气处理单元、吹扫单元、控制单元;且气源处理包括稳压、过滤、加热、调节、控制等几部分组成(如图5)。
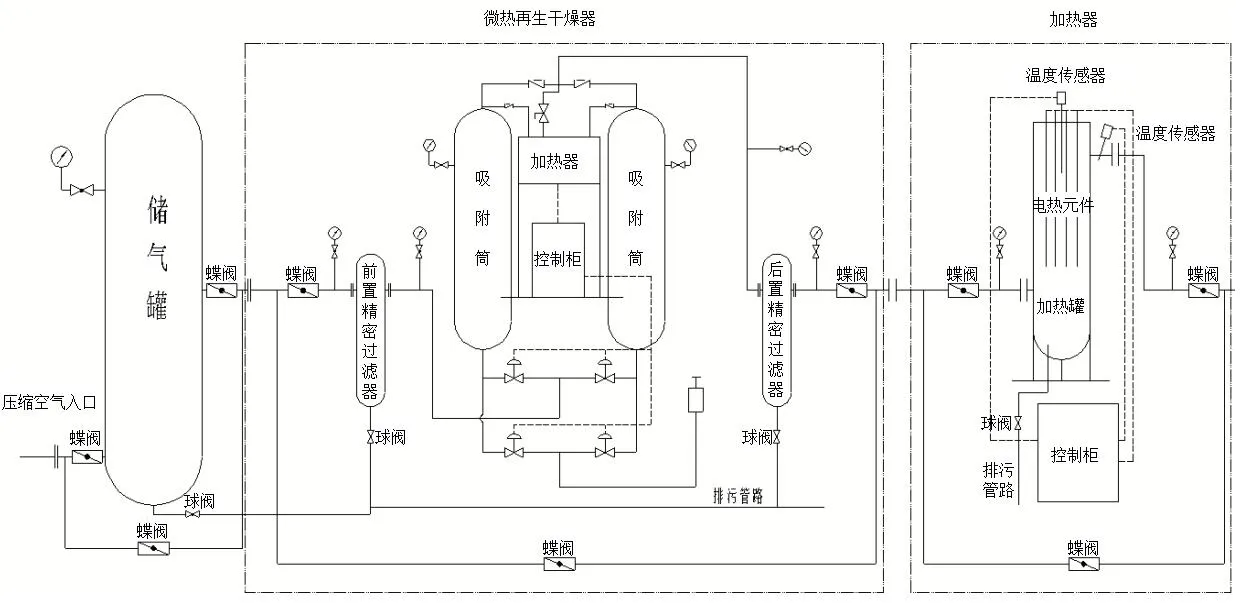
图5 消除1250 平整机平整液残留措施
2.1 气源前端增加储气罐,稳定系统压力
储气罐主要作用是缓冲、稳压、降温、除水和储能,保证后端设备用气质量的稳定性。经过对1250 平整吹扫系统耗气量计算,总气耗合计约为3782Nm³/h(见表1),则增加一个8m³储气罐,满足系统使用要求。
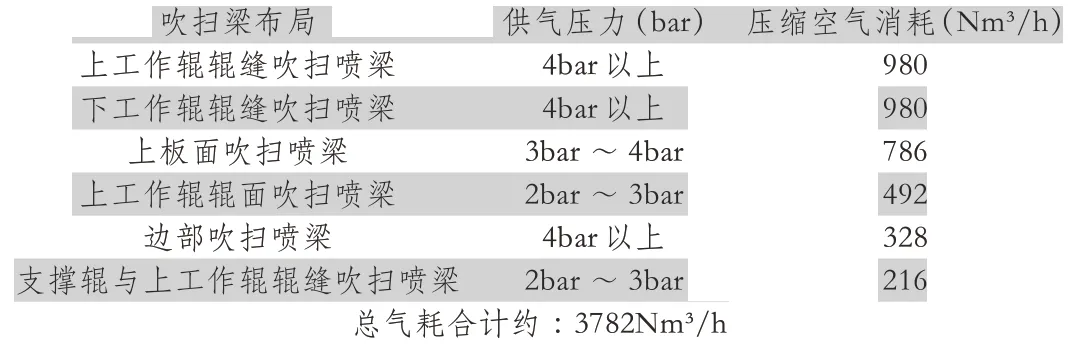
表1 气源前端增加储气及供压数据
2.2 气源前端设计微热再生干燥器,除去空气中水分和杂质
微热再生干燥器作用是对压缩空气进行过滤和干燥。针对1250 平整压缩空气管路中含有水分、铁粉等杂质,设计一套微热再生干燥器设备,主要包括高效油水分离器、前置精密过滤器、微热干燥器AB 塔、加热器、露点仪、后置精密过滤器等。高效油水分离器主要是除去空气中含油颗粒;前置精密过滤器是对压缩空气进行二次过滤除去粉尘等杂质;微热干燥器A 塔和B 塔是通过程序控制相互切换工作,填充三氧化二铝干燥剂对空气干燥,当A 塔在工作,B 塔在解析(即通过加热器热风反吹除去空气中水分),反之同理;露点仪主要是监测空气中的含水量;后置精密过滤器是对AB 塔中干燥剂产生的粉尘进行过滤,防止堵塞喷嘴。当压缩空气通过微热再生干燥器,能有效把空气中的水分和杂质除去,为末端吹扫奠定基础。
2.3 压缩空气加热,有效把板面残留平整液挥发掉
1250 平整增加电加热器对压缩空气进行加热,经过加热后压缩空气会使带钢附近环境温度提高,降低结露现象产生,使带钢表面少量的平整液迅速挥发,提升吹扫效果。电加热器处理量为2000Nm³/h,最高加热温度为 120℃,并对于加热器及相应的供气管路、阀台做保温隔热处理,降低能耗损失。
2.4 1250 平整机架末端吹扫梁、阀台重新设计,满足轧制不同规格带钢需求
对压缩空气气源进行处理后,平整机架内部吹扫梁布局尤为重要。因吹扫梁要实现分段控制,防止产生气流紊乱飞溅平整液,则阀台进气口安装气动球阀,实现吹扫开启和关闭;在阀台主管上路设计12 道分支路,分别对应上工作辊辊缝吹扫喷梁(中部、分段1 和分段2)、下工作辊辊缝吹扫喷梁(中部、分段1 和分段2)、上板面吹扫喷梁(中部、分段1 和分段2)、上工作辊辊面吹扫喷梁、边部吹扫喷梁、支撑辊与上工作辊辊缝吹扫喷梁,其中每道吹扫喷梁前端有球阀、减压阀、电磁阀以及压力传感器,实现在操作室电脑远程进行独立控制和读数。球阀作用是实现分支路开启和关闭;减压阀是调整吹扫梁分段支路压力,优化吹扫效果;电磁阀是根据不同规格控制吹扫梁分段支路开启和关闭;压力传感器是监测压力,反馈到主操画面实时监控,有效把带钢表面平整液吹扫干净。
2.5 防缠导板增加导流槽和气刀,有效把甩溅平整液导流到机架边部防滴落
防缠导板作用阻止平整液飞溅和防止堆钢损坏设备。针对防缠导板边部无导流装置时,带钢提速段和降速段边部残留平整液较多;因此对防缠导板边部设计导流槽,有效把平整液导流到机架边部,减少平整液滴落;另外在防缠导板端部设计一道风刀(即上工作辊辊面吹扫喷梁),角度与上工作辊辊面相切,增强排水性,减少飞溅,提高吹扫稳定性。
经过上述一系列措施,目前1250 平整机轧制带钢表面平整液残留得到有效控制,以下是实施过程平整液残留协议品率制作折线图统计,通过折线图可以看出,实施后月度平整液残留协议品率已经降低到目标值0.06%,如图6。
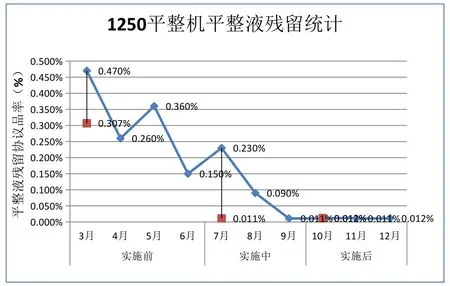
图6 平整机平整液残留数据统计
3 结束语
我们对原有柳钢冷轧1250 平整机平整液残留进行分析,得出压缩空气气源无处理、压力不稳定、空气中含水分多、吹扫喷梁布局不合理等是造成带钢表面平整液残留的主要原因,通过对1250 平整机吹扫系统升级改造,包括增加储气罐稳压,微热再生干燥器除湿,加热器挥发水分以及阀台和吹扫喷梁分段控制等,使用效果明显,平整液残留量得到有效控制,为冷轧质量提升保驾护航。