工业搭扣的粘接工艺深化研究
2020-03-26
(中车株洲电力机车有限公司,湖南 株洲 412001)
0 引言
随着车辆轻量化材料的应用,新型的连接方式也随着越来越多,轨道车辆内饰件采用大量的工业搭扣连接方式进行固定连接,取消传统性的螺栓连接,在强度满足设计要求的前提下,大大提升了车辆的美观以及客户的满意度。
工业搭扣作为车辆中使用最多的材料,其粘接性能对整车内饰件的固定质量尤为突出,前期反馈较多的侧墙等内饰件出现较多的松动连接问题,反映出工业搭扣的粘接质量需要进一步优化提升。本文从工业搭扣的粘接表面固化机理等基础研究出发,对其粘接性能进行分析,并从根本优化其粘接强度,确保提升整车车辆的质量。
1 结构特点
1.1 工业搭扣结构
工业搭扣基本结构分为三部分,即离型纸、背面压敏胶、蘑菇头(见图1)。通过压敏胶粘接至两种基材表面,通过相互积压蘑菇头形成嵌入式机械锁紧结构,从而达到不同基材之间的连接作用。连接强度的主要因素即为压敏胶的粘接强度。
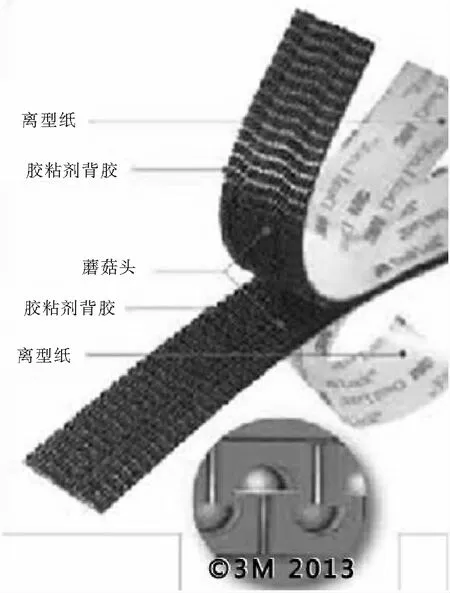
图1 工业搭扣结构图
1.2 压敏胶固化机理
压敏胶按照组成分类分为丙烯酸压敏胶、橡胶压敏胶、硅类压敏胶(见图2),其结构固化机理即为在短暂时间内通过压力将压敏胶粘接至基材表面,快速挥发溶剂,通过压敏胶的内部分子链进入基材表面,通过化学键、物理键等分子粘接力牢牢粘接至基材表面,如图3所示。
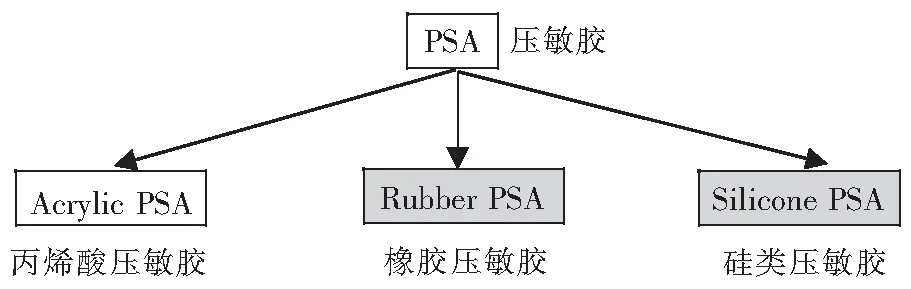
图2 压敏胶分类
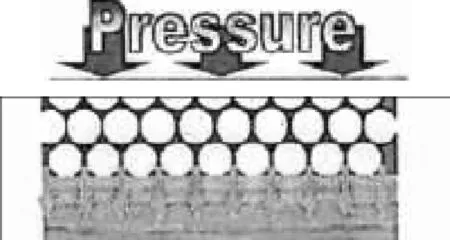
图3 粘接的基材表面
压敏胶的结构特点为快速固化、强度随时间的延长越来越大。
良好的基材润湿、以及有效的表面处理方式成为压敏胶粘接成败的关键所在。
1.3 粘接失效分析
前段时间售后以及车辆大量反馈车辆侧墙板经常存在松动现象,通过结构分析以及施工过程发现存在较多的问题。
1.3.1 基材表面状态不一
粘接基材为阳极氧化的铝合金、环氧底漆的铝合金,其施工处理的背面粗糙度不理想。导致无法达到良好的粘接润湿效果,从而粘接效果失效。
1.3.2 表面处理方式错误
表面处理方式无打磨、无处理剂处理,工业搭扣的压敏胶无法深入基材表面,无法形成良好的粘接效果。
1.4 优化性能方案
从粘接失效的原因分析,采用粗糙度均匀的砂纸进行打磨可以有效改良基材表面的粗糙度,寻求一种与工业搭扣兼容性强的表面处理剂可以大大增加基材表面的粘接活性,从而提升搭扣的粘接质量。
2 优化方案验证
1)验证项点:海绵刷与普通刷子涂抹底涂后的粘接质量。
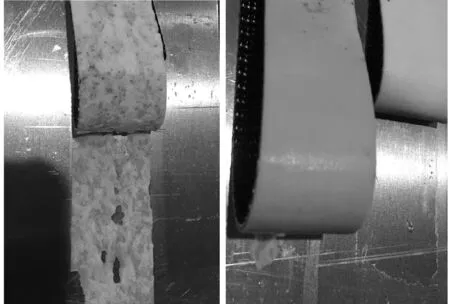
使用打磨砂纸打磨基材表面,并使用无纺布蘸取异丙醇清洁两快铝合金基材表面,等待5 min挥发,并编号①、②;分别使用海绵刷与普通刷子对①、②号基材各刷配套底涂,并同时等待5 min挥发;将工业搭扣粘接至基材上,并用手对表面进行摁压,等待5 min固化;撕除工业搭扣,检查基材表面的粘接质量,如图4所示。

图4 普通毛刷(图左)和海绵刷(图右)
验证结果:使用海绵刷的粘接效果良好,普通刷子的效果不理想。
2)验证项点:配套底涂对于玻璃钢、铝合金等不同基材的粘接质量。
使用打磨砂纸打磨基材表面,并使用无纺布蘸取异丙醇清洁两块铝合金基材表面与2块玻璃钢,等待5 min挥发,并编号③④;分别使用海绵刷对③④号基材各刷配套底涂,并同时等待5 min挥发;将工业搭扣粘接至基材上,并用手对表面进行摁压,等待5 min固化;撕除工业搭扣,检查基材表面的粘接质量,如图5(a)、图5(b)所示。

(a)玻璃钢粘接搭扣 (b)铝合金粘接搭扣
样件验证结果:玻璃钢、铝合金经配套底涂处理后的工业搭扣粘接质量良好。
3)验证项点3:配套底涂挥发、固化的最佳时间。
使用打磨砂纸打磨基材表面,并使用无纺布蘸取异丙醇清洁5块玻璃钢,分别等待5 min挥发,并依次编号;分别使用海绵刷对所有基材各刷2条配套底涂,并分别等待1~10 min固化;将工业搭扣粘接至基材上,并用手对表面进行摁压,等待5 min 固化;撕除工业搭扣,检查基材表面的粘接质量,如图6所示。

图6 分别等待1~10 min固化
样件验证结果:配套底涂刷涂后固化4-6 min的粘接质量最佳。
4)验证项点4:对比是否使用底涂剂(及工业搭扣的)对粘接质量的影响。
使用打磨砂纸打磨基材表面,并使用无纺布蘸取异丙醇清洁2块铝合金,分别等待5 min挥发,并编号⑤、⑥;对编号⑤使用海绵刷刷抹底涂至基材,编号⑥不做底涂处理;将工业搭扣分别粘接至两个基材上,并用手对表面进行摁压,等待5 min固化;撕除工业搭扣,检查基材表面的粘接质量,如图7所示。
(a)有底涂 (b)无底涂
样件验证结果:使用配套底涂处理后的基材表面粘接工业搭扣的强度更好。
3 结语
工业搭扣的最佳粘接工艺流程为:使用打磨砂纸对基材表面进行简单打磨,再使用异丙醇对粘接的基材进行清洁并等待5 min挥发,使用海绵刷蘸取配套底涂涂抹一层至需要粘接的基材上(玻璃钢、铝合金)并等待4~6 min挥发,然后将工业搭扣粘接至基材表面并进行摁压平整即可。