二氧化锰电解工序研究
2020-03-26刘子民吴睿林冷森林
王 松,刘子民,胡 平,吴睿林,冷森林
(1. 铜仁学院 材料与化学工程学院,贵州 铜仁 554300; 2. 贵州能矿锰业集团有限公司,贵州 铜仁 554300)
二氧化锰(MnO2)是一种十分重要的功能材料,是软锰矿的主要成分,来源广泛,成本低,具有电化学性能稳定和安全可靠等优点,已成为电极材料的研究热点[1]。根据生产方法不同,可将二氧化锰分为天然二氧化锰(NMD)、电解二氧化锰(EMD)、化学二氧化锰(CMD)[2]。其中,电解二氧化锰纯度高,晶型好,都是γ型,且具有高的电化学容量[3],是目前高性能碱锰电池的主要原料之一[4-5]。随着电池工业的发展,当今社会对EMD产品的需求越来越大,同时也对其质量有了更多更高的要求,EMD产品的质量对电池的放电性能特性起着决定性的影响[6]。而电解二氧化锰自身的制备工艺以及形成过程都将直接影响到他的性能特性,从而影响到最终产品质量。其中电解工序作为电解二氧化锰生产过程中至关重要的一环,其过程工艺对产品质量有着不可忽视的作用。
1 电解工序原理及生产工艺路线
1.1 生产原理
总反应式:
MnSO4+2H2O→MnO2↓+H2SO4+H2↑
电解操作是电解二氧化锰工艺的核心工序,元素锰从电解液中以二氧化锰的形式析出并电沉积在钛(阳极)板上。最后经过剥离,固体二氧化锰变成大小不一的碎片运送至后处理程序进一步加工。
在电解工序中,产生的硫酸随废液转送进行再次利用,以浸取还原矿。随电解反应的持续发生,电解合格液浓度会不断变化。因而,为保证电解液浓度恒定,需持续给电解槽输入新的合格液,不断的移除反应产生的硫酸。
1.2 工艺路线
众所周知,电解就是通直流电于电解质溶液中,在阳极上发生氧化反应,在阴极上发生还原反应,分别得到新物质的过程[7]。在电解二氧化锰的生产工艺中,阳极材料的选择至关重要,他能显著影响制备的二氧化锰的质量[8]。本研究主要以钛板(纯钛波纹板或钛锰涂层波纹板)为阳极,以铜管板为阴极,以硫酸锰溶液为电解液。阳极发生氧化反应,生成二氧化锰,沉积到一定厚度时对其进行剥离;阴极发生还原反应,生成氢气。
本研究拟采用的电解二氧化锰的电解工序路线如图1所示,主要包括电解合格液进液,电解槽反应,阳极产品剥离以及阴阳极处理等几个关键环节。
2 电解生产参数
2.1 电解中间产品规格
电解工序作为电解二氧化锰的核心工序,他的过程工艺对最终产品质量有着很大的影响。在此工段,锰元素会以二氧化锰的形式析出,这其中电解槽内电解液温度、酸度以及极板导电情况都对二氧化锰的沉积有着重要的影响。当二氧化锰在极板上沉积到一定程度时,用机械将极板调出进行剥离,使其成为大小不一的碎片送往后处理工段进一步加工后,方可计量包装。由于电解周期时间较长,而电解时的各参数都对产品有着不小的影响,因而在此工段对参数的控制即是重中之重。

图1 电解生产工艺路线
电解二氧化锰工艺电解工序中间产品规格参数见表1,工艺参数可据要求进行调整。
2.2 看槽工序参数
由于电解工序具有不可返工性,因而看槽工序作为电解工序中的核心工序,其在生产时对各参数的控制尤为重要。电解二氧化锰的电解工艺对电解槽内各参数的需求如表2所示。

表1 电解中间产品规格

表2 电解时槽内参数需求
3 参数控制的意义
3.1 温度控制
1)电解液温度高,电解时电流效率越高,电流效率是电解工业中的一个重要电解指标[9]。随着电解的进行,阳极表面处的Mn2+趋于贫乏,须通过传质过程加以补充方能继续进行电解。一般的电解过程,传质是由于离子迁移,对流和扩散过程共同完成的,但电解酸性硫酸锰溶液时,由于电场力的作用,在阳极沉积二氧化锰,但Mn2+并不向阳极迁移,而是向阴极迁移。在这里,离子迁移并不利于阳极表面Mn2+的补充,而是起反作用。因此,对流和扩散两种传质须有足够的强度才能把Mn2+带到阳极区。而提高电解液温度,利于溶液的对流,又加速扩散的过程,从而降低浓差极化;同时温度的提高也对Mn2+的阳极放电反应有利,降低电化学极化。且随着温度的提高,还使电解过程在较低的阳极电位下进行,减少析氧和生成Mn2+等副反应的发生,从而提高电流效率。
2)电解液温度升高,槽电压会有所下降。电解液温度提高时,阴阳极的极化(包括浓差极化和电化学极化)均可减小;温度提高也可减小电解液的电阻。
3)电解液温度越高产品理化性能越好。
4)影响温度的因素及解决方法如表3所示。

表3 槽温影响因素导致结果及解决方法
3.2 酸度控制
1)电解液主要由硫酸、硫酸锰以及二氧化锰添加剂组成。其中硫酸锰主要为电解时阳极板上沉积的二氧化锰提供Mn2+,硫酸用来提高电解液的导电性,二氧化锰添加剂起降低真实电流密度,提高产量和质量的作用。
2)硫酸浓度对产品性能有着很大的影响,硫酸浓度对二氧化锰的化学成分,含水量和晶体结构都有一定影响。而实践证明二氧化锰的晶体结构和结合水含量是决定二氧化锰放电性能的主因。
3)电解液中的硫酸浓度,在一定范围内,随硫酸浓度的提高,电解液的电导率也有所上升,槽电压下降,电流效率提高,产品生产加快。实验表明:电解液为纯硫酸锰液时,添加硫酸后,电解液的电导率增加,且硫酸浓度越大,电解液的电导率越大。同时电解液温度升高,随硫酸浓度的增加,电导率增加的幅度越大。但当硫酸浓度超过一定值,电解液的电导率随硫酸浓度的升高反而会降低。这是因为硫酸浓度超过一定值,随溶液中硫酸浓度的增加,电解液中各离子总数目增加,进而导致离子间的相互拥挤碰撞,离子的运动受牵制,因此电导率反而下降;这时随着酸度增加,使阳极析阳反应增加,使电流效率下降;阳极电势也随硫酸浓度增加而升高,槽电压上涨,电流效率下降。
4)电解液硫酸浓度的控制是在槽内酸度偏高时增大进液流量,反之减小进液流量,相应地随着进液流量的增大或减小,电解液硫酸锰浓度也随之增大或减小。
3.3 槽电压
槽电压普遍升高,致使总电压高,使整流的负荷增大,不得不采取降流缓解,这会使产量降低;单槽电压升高,超过钛板的钝化电压时,为保护钛板不被钝化,导致在没有达到电解周期而提前出槽,此时产品在钛板上吸附较少,且因装出槽程序而导致在非正常生产周期时降电流,从而降低了产量。
槽电压高将导致电流效率降低,使电解副反应增加,产品性能下降;因单槽电压的上涨或单板电压的上涨导致电流密度分布不均匀,影响产品性能。
4 装出槽及剥离
4.1 装出槽流程
采用的电解工艺装出槽主要包括阳极剥离、阴极处理、清洗槽等,流程如图2所示。
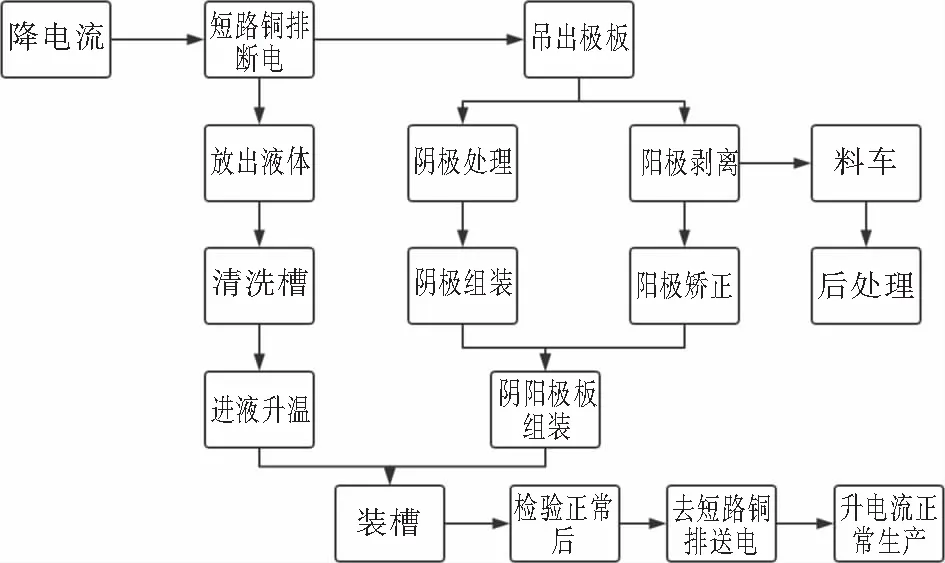
图2 装出槽流程
装出槽流程中须注意的就是防护用品的穿戴以及行车行驶方向和吊钩位置,在清洗槽之时要对该槽拉起警戒线以防其他人员进入该区域。
4.2 剥离
1)剥离前,先查看剥离机下方出口位置是否有接料车以及料桶,如没有,应及时联系相应人员处理,待其出口位置有接料车和料桶时方可进行剥离。
2)用机械升降机将剥锰小车上带剥离的极板吊出送至剥离机正上方。
3)启动剥离机等电机运转正常后将极板缓缓放下,待剥离干净后取出极板吊回到剥锰小车上。
4)重复步骤(2)、(3),待剥离完成后关掉电源。
5 结 语
电解二氧化锰作为当今电池工业中非常重要的原料之一,其产品质量对很多产业都有着不同程度的影响。随着电池工业的发展,当今社会对EMD产品需求越来越多,同时也对其质量有了更多更高的要求。而电解二氧化锰自身的制备工艺以及形成过程都将直接影响到他的性能特性,从而影响到最终产品质量。其中电解工序作为电解二氧化锰生产过程重要的一环,对产品质量有着不可忽视的作用。在今后的研究中,如何在不提高生产成本的前提下尽可能提高电解二氧化锰产品质量将是我们要面临的一个重要课题。
