四轴滚圆机故障分析
2020-03-26陆沛治
陆沛治
中车眉山车辆有限公司 四川 眉山620032
1 四轴滚圆机故障现象
公司一台四轴滚圆机,主要加工风缸圆筒的卷制,采用触摸屏与一台欧姆龙PLC型号为CP1 H 控制,一天突然出现报警画面:

显示“系统数据库出错请调整系统数据”,设备能够继续正常工作,但是其画面占据了大部分显示界面,一会报警消失,一会继续报警,周期性出现,操作工人看不到工作参数,严重影响产品质量。
2 四轴滚圆机故障分析及处理
故障报错信息有可能是由以下原因引起:电池电压过低,触摸屏内置程序报警,PLC程序报警。下面对此进行一一分析及处理。
2.2.1 电池电压过低 由于显示“系统数据库出错请调整系统数据”,很容易联想到该触摸屏内有电池,电池掉电导致系统数据库出错,拆下触摸屏在送电的前提下(防止程序丢失),拆下电池进行测量,电池电压符合要求,由此判断,此故障不是由电池电压过低引起的。
2.2.2 触摸屏内置程序报警 此触摸屏为THINGET(信捷)触摸PLC一体机,型号为XMP2-32R-E,由16路输入及16路输出组成,下载相应触摸屏及PLC编程软件,触摸屏及PLC在联机时分别提示需要输入密码,所以THINGET触摸PLC一体机没有办法读取触摸屏及PLC程序,这条维修通路也被切断。
2.2.3 PLC程序报警 唯一剩下的一台欧姆龙PLC与触摸屏通讯,使用姆龙PLC编程软件下载PLC程序,此PLC没有被加密,顺利读出程序,在线进行监控,发现其程序共分为6个子程序:自动、数控、同步、工作、报警、时间。通过逐步分析、查找,在时间程序中发现以下信息:

通过查找PLC特殊继电器,在CP1 H PLC中用特殊辅助继电器A351~A353来存放时间信息,月年A353、时日A352秒分A351,所以上图中使用了A352和A353,分别将时间日时和年月传送到D2002及D2001中,为下一步做好准备,如下图:
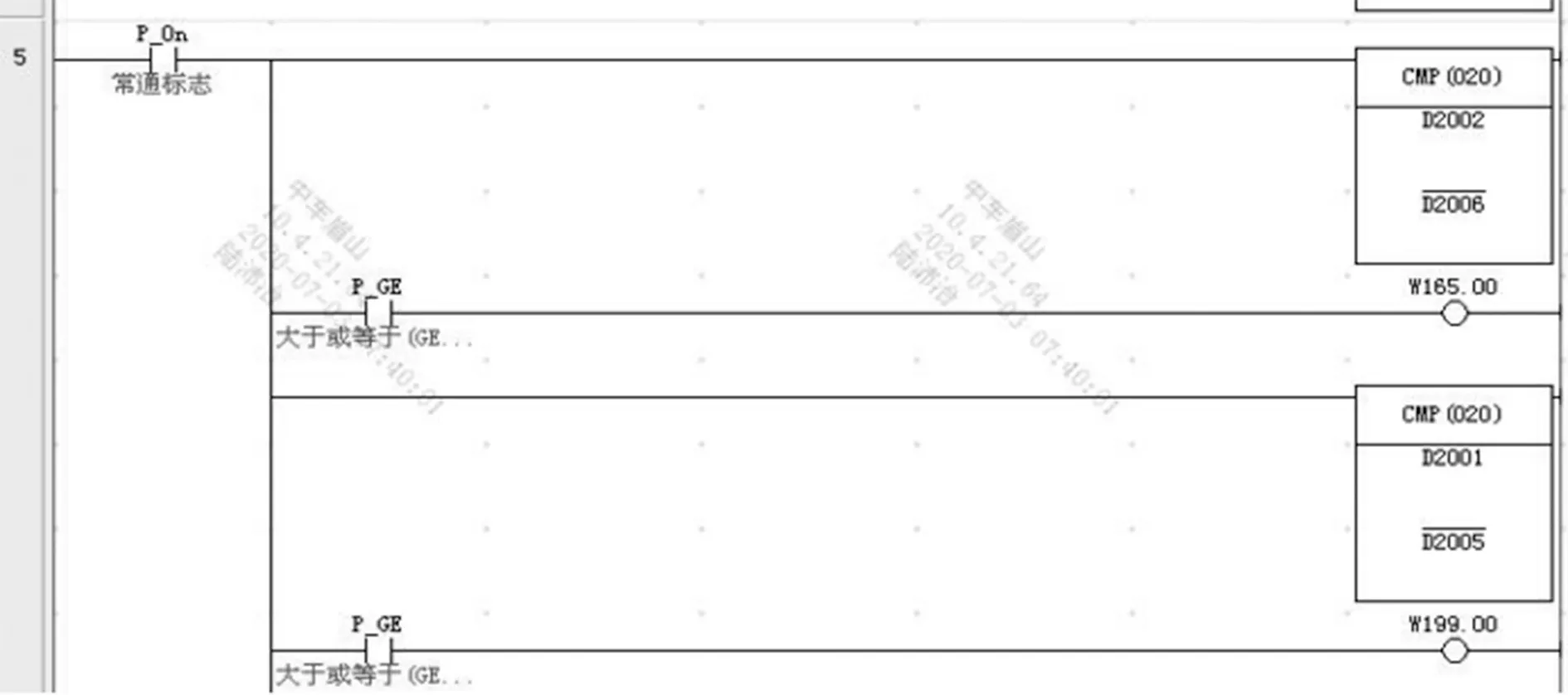
通过比较指令:当D2006中的数值大于或等于D2002中的数值时,P_GE导通W165输出,当D2005中的数值大于或等于D2001中的数值时,P_GE导通W199输出,其中D2005和D2006中分别为厂家预设的年、月、日、时数值,当达到厂家预设值后如下图:

前面两个条件及16.00满足导通条件,1分钟时钟脉冲信号,导致16.07导通30S关断30S,与触摸屏报警画面显示一致,判断其为报警信号,由于无法调出触摸屏程序,只能进行猜测其在触摸屏内做了相应的报警信号。

2.2.4 处理 分析自此已经明确厂家设置了时间程序,使用16.07为报警信号,在触摸屏上显示报警信息,处理过程如下:在16.07输出前加入其自身常开触点,使其不能产生报警信号,重新写入PLC,故障排除,设备功能一切正常,自此此故障彻底处理完毕。
3 技术总结
由于欧姆龙PLC的品牌在公司中应用较少,所以对此型号PLC不是很熟悉,而厂家在欧姆龙PLC设置中使用A351、A352、A353特殊数据寄存器,来设置相应的年、月、日、时等条件,在故障查找中走了一些弯路,最终还是圆满解决了此故障。在科技飞速发展的今天,电气技术更是日新月异,电气技术人员只有不断学习,加强沟通,掌握各种电气新技术,才能跟得上时代的发展。本文简要介绍了厂家在欧姆龙PLC中设置的特殊数据寄存器软件故障的判断方法和解决办法,从实际角度详细讨论了故障的表现形式及解决方法,对有关电气维修人员在工作中可以进行相互参考与借鉴,为相关行业的进步和创新做出了积极的贡献。
