牛奶巧克力基础配方研究
2020-03-25李阳李佳佳杨晨昱彭雪石雪高月霞任亚梅
李阳,李佳佳,杨晨昱,彭雪,石雪,高月霞,任亚梅
(西北农林科技大学食品科学与工程学院,陕西杨凌 712100)
巧克力是以可可脂、可可粉和结晶蔗糖为基本成分,添加乳固体或香味料制作而成的固体食品,它以独特的色泽、香气、滋味和细腻润滑的口感、精细质感而得到了无数消费者的喜爱。巧克力营养丰富,不仅含有多种维生素,还含有钙、磷、钾等多种矿物质元素,适合儿童的生长发育,也能作为成年人营养和热能的补充[1-2]。其中,可可制品、白砂糖或甜味剂等作为巧克力制作的主要成分,将会影响其浆料的流变性、质构及其微观结构等,进而影响其品质好坏[3]。牛奶巧克力由蔗糖、可可液、可可脂、乳粉、磷脂及增香剂经过精磨、精炼、调温等工艺制作而成,特别的原料和制作工艺造就了牛奶巧克力特别的风味。牛奶巧克力含有较高的乳固体,一般可达15%~25%,具有细腻的组织[4-5],有学者曾报道牛奶巧克力(100 g)中的营养成分与牛乳(250 mL)相接近,甚至有些营养成分含量高于牛乳,可见牛奶巧克力不仅具有优美的香气和风味而且营养很丰富。牛奶巧克力由多种原料混合而成,但其风味的关键原料为可可脂和可可粉,可可中的可可碱和咖啡碱,赋予巧克力愉快的苦味。有文献报道,可可具有抗氧化、免疫调节、对胆固醇的中性作用及降低血小板活性的功效[6-7]。
我国人均巧克力消费量远低于世界水平,国内知名品牌少,中低端巧克力产品占大多数,可见,牛奶巧克力未来市场增长空间巨大。目前生产口感细腻、风味优美的牛奶巧克力需添加较多添加剂,企业生产成本较高,食用费用高且不利于健康。本研究着眼于优化牛奶巧克力的基础配方及工艺,特别在于主要配料添加量对其感官品质的影响方面,通过进一步利用正交试验优化工艺配方,研制出质优味美、价格合适的牛奶巧克力产品,以期为牛奶巧克力的工业化生产提供参考。
1 材料与方法
1.1 材料
纯天然头榨可可脂、印尼天然可可粉,上可牌,江苏无锡华东可可食品股份有限公司;一级糖霜,太古牌,太古糖业有限公司;全脂奶粉,伊利牌。
1.2 仪器与设备
JA2003 电子天平,上海精密科学仪器有限公司;AST2i 质构分析仪,英国SMS;HSQ-I 电热恒温水浴锅,上海智城分析仪器有限公司。
1.3 方法
1.3.1 牛奶巧克力的工艺流程及操作要点
(1)工艺流程
可可脂→水浴60 ℃加热融化→加入糖粉(少量多次,不断搅拌)→依次加入奶粉和可可粉→快速搅拌,保温→调温→倒入模具→结晶硬化→脱模→成品包装→感官评价、质构分析[8]。
(2)操作要点
可可脂融化:温和融化可可脂得到可可浆,温度不宜超过60 ℃,温度太高会挥发掉其中的风味物质。
可可浆混合均质:先添加奶粉,再添加可可粉,为了防止可可脂聚集到一起,并保证其均匀分布,在65 ℃进行快速搅拌,得到巧克力浆。
可可脂结晶时调温:将巧克力浆降温至40~45 ℃,此时不存在任何油脂的结晶。因此,调温的第一个阶段,移除油脂结晶的敏感热,也就是通过冷却将巧克力物料从40~50 ℃冷却至32 ℃。调温的第二个阶段,物料从32 ℃继续冷却至27 ℃左右,油脂开始形成稳定的β 晶型和不稳定的β′晶型。调温的第三阶段,是调温的最后阶段,又称为温度回升阶段,物料温度从27 ℃回升到29~30 ℃,回升的目的是把不稳定的β′晶型通过加热重新融化掉,留下最稳定的晶型[9]。
磨具清洗与操作:先将模具洗干净,确保内壁没有沾上水滴,对光线反射内壁无异物感,再将融化后冷却到30 ℃的巧克力浆倒入模具中。巧克力浇模后先置于室内30 min 左右使温度降至20 ℃,然后再放入0 ℃冰箱中冷却,待其凝固成型后,顺利脱模。
成型结块后脱模:由于巧克力的组成中含有油脂,在干净光滑的磨具中结块后,稍微敲打,受挤压后两者之间出现空气,巧克力就会自动与磨具脱离。
1.3.2 可可脂最佳添加量的确定
可可脂的添加量范围为36%~45%,试验中可可粉、奶粉和糖粉的添加量分别为60、100、100 g,将可可脂的添加量分别设定为170、190、210、230 g,制成的四组巧克力样品,经感官评价后,利用DPS 软件进行差异性分析,取感官评价分数最高的一组,得出牛奶巧克力中可可脂的最佳添加量。
1.3.3 可可粉最佳添加量的确定
可可脂、奶粉、糖粉的添加量分别为210、100、100 g,将可可粉的添加量分别设为40、60、80、100 g,制成的四组巧克力样品,经过感官评价后,利用DPS 软件进行差异性分析,取感官评价分数最高的一组,得出牛奶巧克力中可可粉的最佳添加量。
1.3.4 奶粉最佳添加量的确定
可可脂、可可粉、糖粉的添加量分别为210、60、100 g,奶粉的添加量分别为70、100、130、160 g,制成的四组巧克力样品,经过感官评价后,利用DPS 软件进行差异性分析,取感官评价分数最高的一组,得出牛奶巧克力中糖粉的最佳添加量。
1.3.5 糖粉最佳添加量的确定
可可脂、可可粉、奶粉的添加量分别为210、60、130 g,将糖粉添加量设为60、80、100、120 g,将制成的四组巧克力样品,经过感官评价后,利用DPS 软件进行差异性分析,取感官评价分数最高的一组,得出牛奶巧克力中糖粉的最佳添加量。
1.3.6 牛奶巧克力最优配方的正交试验
为进一步确定牛奶巧克力的最佳配方,以可可脂、可可粉、奶粉、糖粉的添加量为试验因素,设计正交试验,通过极差分析及方差分析优化牛奶巧克力最适的基础配方。
1.4 测定指标及方法
1.4.1 感官评定
邀请10 位感官评价专业人员组成评定小组,先明确感官评定的指标和注意事项。每次评定由每个评定成员单独进行,相互不接触交流,样品评定之间用清水漱口[10-13]。总分为100 分,评定标准见表1。
1.4.2 质构分析
参考姜松等[14]的方法,在室温条件下采用P2 探头;测前、测后的速率与测试的速率是一致的,均为0.5 mm/s;穿刺的距离是1.5 mm,样品制成长20 mm、宽10 mm、高8 mm 的标准长方体[15]。
1.4.3 数据的处理方法
试验数据使用DPS 软件进行显著性分析,用Origin 8.6 软件作图,试验重复3 次。
2 结果与分析
2.1 可可脂添加量对牛奶巧克力品质的影响
由于可可脂中甘油酯多类型的并存,故其具有多晶型特性,该特性是巧克力加工过程中调温和凝固成型过程的工艺基础,可影响巧克力在加工过程中品质的变化,因此可可脂的添加量在巧克力的生产加工中有重要的作用[16-17]。此外,可可脂还能赋予巧克力细腻的组织结构、优美的可可香气和爽滑的口感。
图1 显示了可可脂不同添加量对牛奶巧克力感官品质的影响,由图可知,四组牛奶巧克力样品间无显著性差异(P≥0.05)。随着可可脂添加量的增加,感官评分先上升后下降,添加量为210 g,感官评分最高。随着可可脂添加量的增加,其凝固性逐渐增强,可可香气越来越浓,口感更加柔和,但当添加量偏多则会影响其凝固性,导致不易凝固且常温易软化。因此可可脂的适宜添加量为200~220 g,此时的牛奶巧克力结晶良好,有怡人的巧克力香味,口感较细腻。
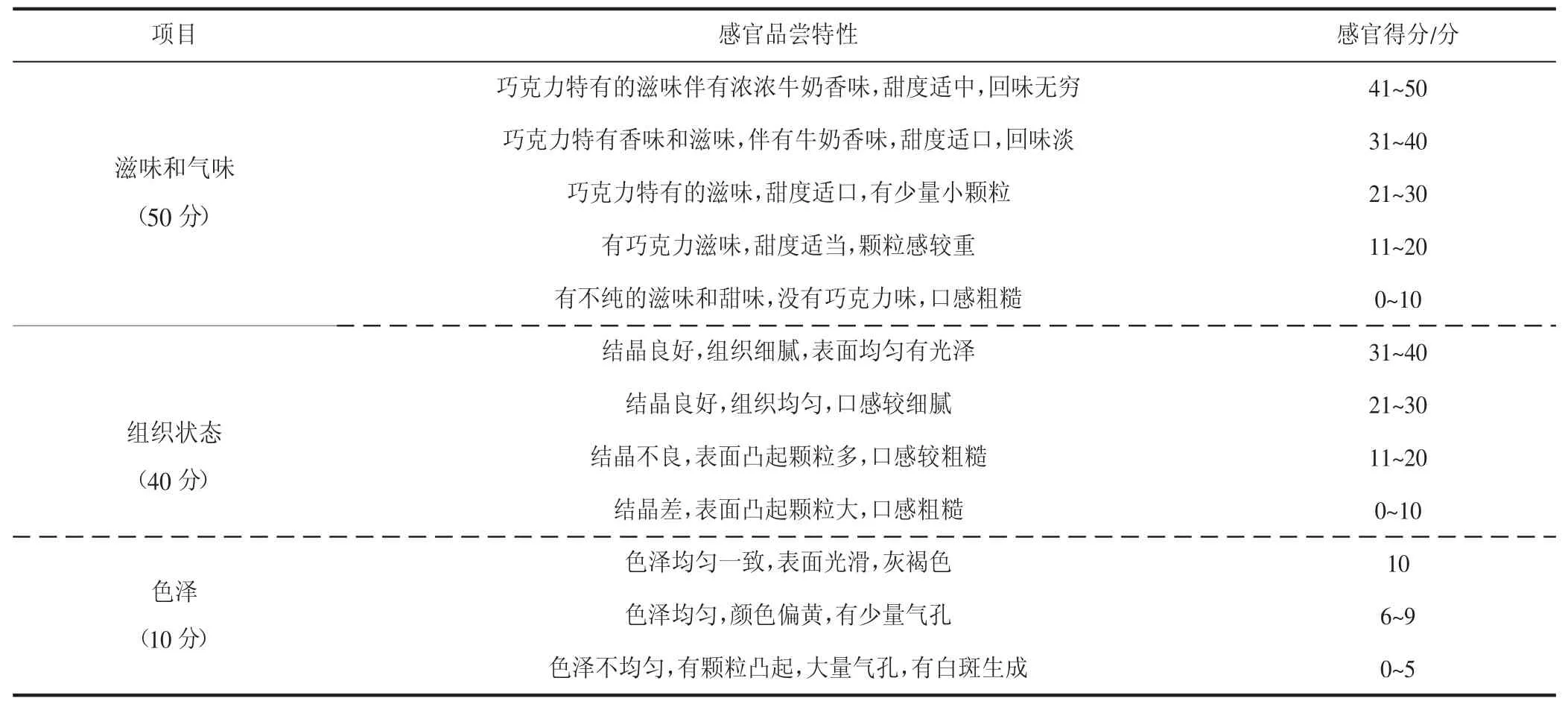
表1 牛奶巧克力的感官评分标准Table 1 Standard of sensory score for milk chocolate
2.2 可可粉添加量对牛奶巧克力品质的影响
可可粉是可可豆直接加工处理所得的可可制品,按其含脂量可分为高、中、低脂可可粉;按加工方法不同分为天然粉和碱化粉。可可粉具有浓郁的可可香气,可直接用于巧克力生产。可可粉赋予牛奶巧克力特有的棕褐色色泽和可可香气,并使巧克力带有典型的柔和苦味[18]。
图2 为可可粉添加量对牛奶巧克力感官品质的影响,由图可知,四组牛奶巧克力样品的感官评分无显著性差异(P≥0.05)。随着可可粉添加量的增加,感官评分先上升后下降,添加量为80 g,感官评分最高。随着可可粉添加量的增加,牛奶巧克力的可可香气增加,颜色变深,可可苦味变浓郁,但当可可粉添加量为100 g 时,可可粉添加量偏多,导致巧克力苦味偏浓,颗粒感较严重,影响牛奶巧克力的凝固性。因此选择60~80 g 作为正交试验所需可可粉添加量的水平范围,此时的牛奶巧克力苦味适宜,有怡人的可可香气。
2.3 奶粉添加量对牛奶巧克力品质的影响
奶粉作为牛奶巧克力配方中特有的一种配料,是香味的重要来源。但奶粉中乳脂肪对巧克力浆的流动性影响较大,游离乳脂肪含量越低,其巧克力的粘度及塑变值越大。此外,奶粉中乳糖是牛奶巧克力在精炼中产生焦香风味的物质之一。因此,奶粉的存在赋予牛奶巧克力独特的香味,浓苦的口感虽不如黑巧克力,但香味柔和。
图3 显示了奶粉添加量对牛奶巧克力感官品质的影响,由图可见,四组牛奶巧克力样品间无显著性差异(P≥0.05)。随着奶粉添加量的增加,感官评分先上升后下降,添加量为130 g,感官评分最高。随着奶粉添加量的增加,奶香逐渐浓郁,与可可的香味混合使巧克力的苦味更加柔和,颜色变浅。但当奶粉添加量为160 g 时,添加量偏多,导致巧克力的流动性即粘度和可塑性下降,影响巧克力的凝固成型,且产品的颗粒感偏重。故选择奶粉的添加量为120~140 g 作为正交试验所需的水平范围。
2.4 糖粉添加量对牛奶巧克力品质的影响
研究表明,牛奶巧克力和黑巧克力中的糖主要是蔗糖。其中,巧克力酱料在60 ℃条件的搅拌过程中,糖与牛乳蛋白质会发生美拉德反应,可赋予牛奶巧克力特殊的焦香味[19-21]。此外,糖粉的加入会赋予巧克力一定的甜味,也能中和可可的苦味。
图4 为不同糖粉添加量对牛奶巧克力感官品质的影响,由图可见,四组牛奶巧克力样品间无显著性差异(P≥0.05)。随着糖粉添加量的增加,感官评分先上升后下降,添加量为80 g 时,感官评分最高。由于糖粉可影响巧克力的甜味,当糖粉添加量超过80 g,巧克力偏甜,且颗粒感偏重,口感较差,因此应严格控制糖粉的添加量。故选择糖粉的添加量70~90 g 作为正交试验所需要的水平范围。
2.5 牛奶巧克力最优配方的正交试验研究
为进一步确定牛奶巧克力的最佳配方,根据单因素试验结果,进行正交试验,因素水平设计见表2,根据感官评价综合评分和牛奶巧克力的硬度确定各配料成分的最佳添加量,结果见表3。

表2 牛奶巧克力正交试验因素水平Table 2 Orthogonal design of milk chocolate
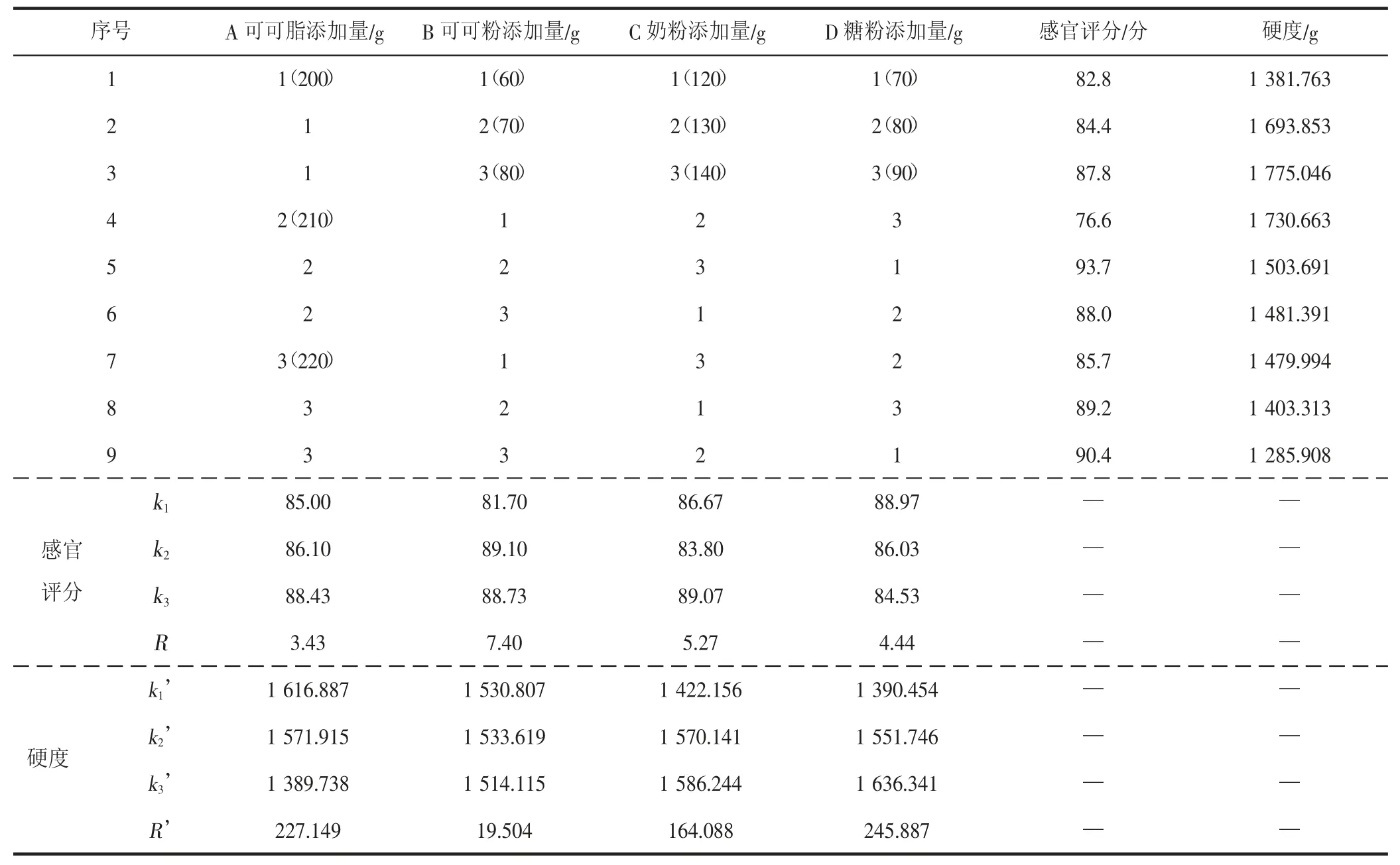
表3 L9(34)正交试验与极差分析结果Table 3 Results of L9(34) orthogonal array design and range analysis
表3 可得,根据牛奶巧克力的综合评分,影响牛奶巧克力品质因素的主次为B>C>D>A,即可可粉添加量>奶粉添加量>糖粉添加量>可可脂添加量;牛奶巧克力配方的最佳组合为A3B2C3D1,可可脂220 g,可可粉70 g,奶粉140 g,糖粉70 g,即可可脂42.87%,可可粉14.28%,奶粉28.57%,糖粉14.28%。
姜松等[14]研究表明,一小块巧克力内部同一表面上是均一的,不同测试表面、小块与小块间、大块之间都有显著差异。影响牛奶巧克力硬度大小的配料顺序依次为D>A>C>B,即糖粉添加量>可可脂添加量>奶粉添加量>可可粉添加量。其硬度最大的配料最佳组合为A1B2C3D3,此条件下,可可脂200 g,可可粉70 g,奶粉140 g,糖粉90 g,即最佳配方为可可脂38.78%,可可粉14.28%,奶粉28.57%,糖粉18.37%。
上述2 个组合均不在正交试验组合中,需做进一步验证试验,验证试验结果得牛奶巧克力最优配方为可可脂42.87%,可可粉14.28%,奶粉28.57%,糖粉14.28%。
3 结论
通过单因素和正交试验对牛奶巧克力的配方进行优化,得到牛奶巧克力最优配方为可可脂42.86%,可可粉14.28%,奶粉28.57%,糖粉14.28%,此时感官评价综合评分最高,巧克力的硬度适中,经过重复验证试验,结果重合度高。因影响牛奶巧克力硬度的最主要因素是糖粉,故在其制作过程中可通过调整糖粉添加量来适当调整巧克力的硬度。本试验采用简单的原料和工艺,得到了牛奶巧克力的合适基础配方,可为牛奶巧克力的工业化生产提供参考。
