海洋石油平台挡风墙不锈钢薄板焊接专用夹具
2020-03-21高永
高 永
中海油能源发展股份有限公司,天津 300452
1 工程概况
海洋石油SZ36-1CEP 平台位于渤海湾,由于冬季北风强劲,气温极低,严重影响现场生产作业,为此在海洋平台上安装了围护挡风墙。挡风墙材料选用Q235 钢,经过一段时间海上盐雾环境的腐蚀,碳钢很快就锈迹斑斑,影响了使用效果。为此,项目组决定将平台挡风墙材料更换为材质0Cr18Ni9 的1 mm 厚不锈钢薄板。
2 海上平台不锈钢薄板的焊接施工
按照挡风墙工程项目要求,利用海上拖轮将工程项目所需的机具、人员、材料自陆地运输到海上平台,在海上平台现场进行1 mm 厚的不锈钢薄板的焊接安装施工[1]。此次焊接由具有多年海上焊接施工经验、拥有中国船级社CCS 认证资质并取得焊工证书的焊接人员进行。焊接选用唐王脉冲式直流焊机、不锈钢焊丝、氩气瓶等;焊接方法为TIG 焊即不锈钢焊丝氩气保护电焊[2-3]。焊接时要求保持施焊小环境的风速不大于2 m/s,温度大于5 ℃,相对湿度小于90%。
施工人员在指定位置搭设焊工棚,连接好电气焊设备,确定氩气瓶的位置及氩气输送方式,做好施工前的各项准备工作后,开始进行不锈钢薄板的焊接。不锈钢薄板为1 m×2 m×1 mm 的瓦楞板,两张薄板拼接后施焊的焊缝长度为2 m[4]。经过焊接作业,第一道焊缝完成。
经过无损探伤人员对焊缝进行检验发现:焊缝发生收缩变形,从而引起拼接的两张不锈钢薄板焊缝附近出现凸凹不平波浪式变形;焊缝错口较大,两张拼接的不锈钢板焊缝到最后无法平齐,成型极差,焊接质量和外观达不到要求;RT 拍片发现晶间腐蚀严重。因此该焊缝的焊评结论为不合格。
经过讨论研究,决定研制针对不锈钢薄板焊接的专用夹具,以防止焊缝变形、错口或晶间腐蚀。
3 不锈钢薄板焊接专用夹具设计
3.1 设计思路
(1) 由于选用的不锈钢薄板厚度薄,自身拘束度小,导热系数小(约为普通钢的1/3),线膨胀系数较大,当焊接温度变化较快时,产生的热应力大,很容易出现烧穿和焊接变形(大多为波浪变形) 等缺陷,必须将焊接时产生的大量热量及时传递出去,因此优选了导热性能优良的紫铜为夹具材质。
(2) 为防止不锈钢薄板在焊接过程中因高温而产生自身变形,焊接夹具必须能对焊缝附近不锈钢薄板产生足够大压力以确保薄板焊接后不出现变形(大多为波浪变形)。
(3) 在不锈钢薄板焊缝成型过程中,焊接夹具要能避免环境空气中部分气体的氧化作用,因此需要确保焊缝背部可以充氩气保护,以隔绝焊缝与空气接触,防止氧化。
3.2 不锈钢薄板焊接夹具的结构
不锈钢薄板焊接夹具由五部分组成,分别为:门字架、千斤顶、上下压胎、压条,其结构如图1 所示。
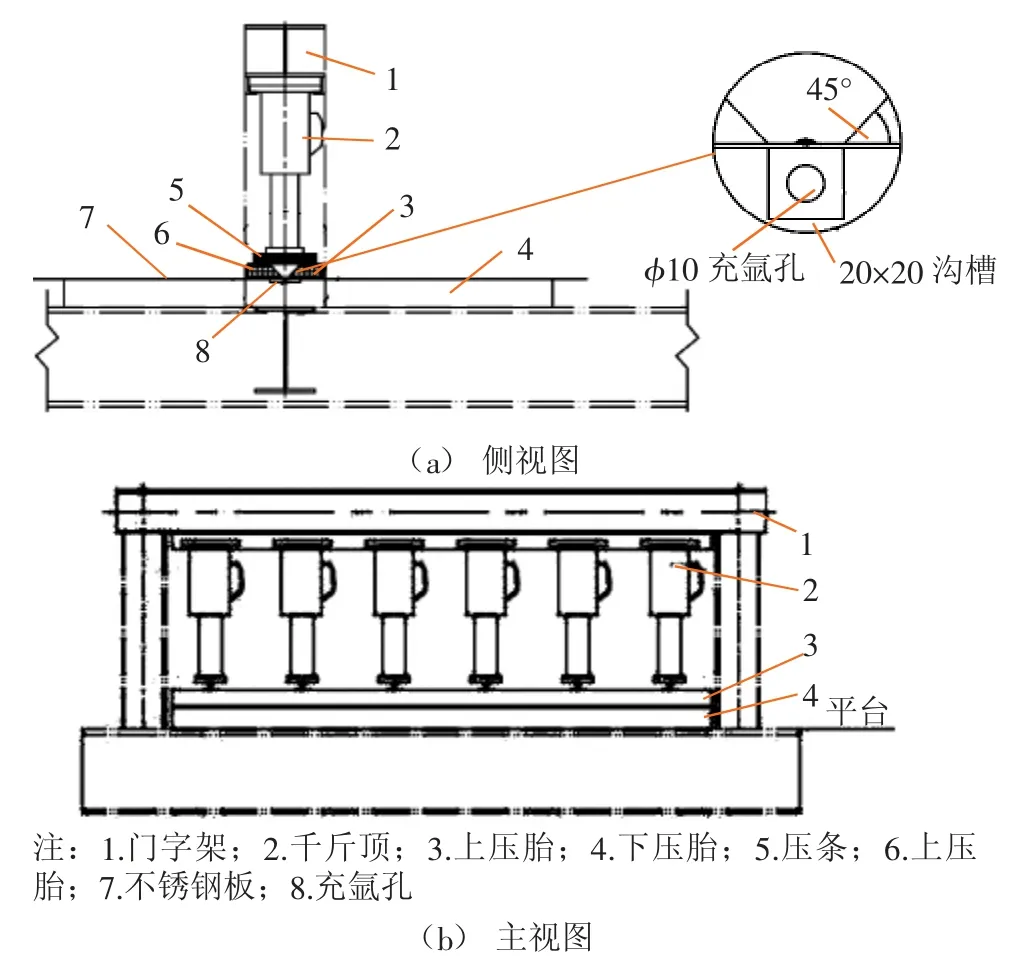
图1 不锈钢薄板焊接夹具结构示意
其中门字架材质为10#H 型钢,长2.5 m,高0.6 m,焊接在平台指定位置。
2.5 t 螺旋千斤顶6 个,通过两个长为2.3 m 的∠30×30×3 的角铁对焊在H 型钢下部,从而夹住螺旋千斤顶底部,让螺旋千斤顶倒放在H 型钢梁的下部,并可沿H 型钢长度方向自由活动。焊接时6 个千斤顶均布在焊缝上部,同时要求每个千斤顶有10 ~15 kN 的预定顶力。
上压胎分为左右对称的两部分,规格为2100mm×100 mm×60 mm,材质为紫铜,两个上压胎相对的侧面加工一个45°的斜角,以利于焊接操作。
下压胎尺寸为 2 200 mm × 800 mm × 100 mm,材质为紫铜,沿长度方向在中上部开出2 000 mm×20 mm×20 mm 的沟槽,并在沟槽20 mm×20 mm一面的中间钻出直径10 mm 的圆孔,作为充氩气的通道。
钢质压条尺寸为200 mm×10 mm×20 mm,用于传递螺旋千斤顶与上压胎之间的压力。
4 焊接夹具在平台挡风墙不锈钢薄板焊接中的应用
4.1 焊接工艺的确定
焊接采用充丝焊接,焊接参数见表1。
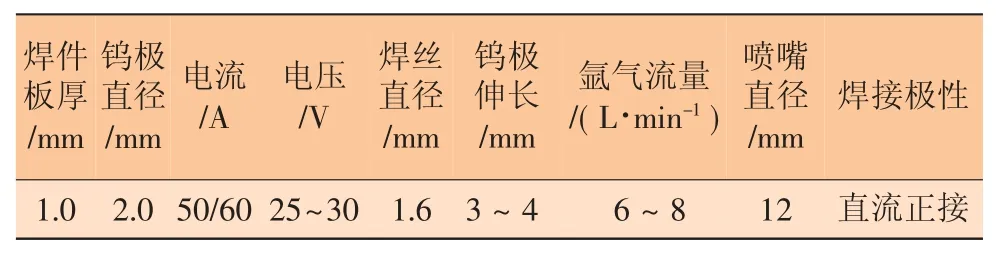
表1 厚1 mm 不锈钢薄板的焊接参数
在焊接时,必须严格控制焊接电流(在保证焊透的情况下应尽量使用小的焊接电流,电弧长度不能过长,焊接部位在焊前清除铁锈等赃物) 和焊接顺序(焊前还要检查坡口的错边情况,错边量合适后才能施焊)。焊接设备选用唐王脉冲式直流焊机,该焊机具有热输入低、热量集中、热影响区小、焊接变形小、热输入均匀、能较好地控制线能量等优点。焊接采用氩气保护,保护气流具有冷却作用,可降低熔池表面温度,提高熔池表面张力等。焊接过程采用上述焊接夹具,该夹具的应用保证了焊缝两侧受力均匀,避免焊缝开裂、变形,减小了热量输入,从而减少焊接热影响区[5-7];同时减少了组对点焊工序,使施工效率大幅提高。
4.2 不锈钢薄板焊接试验评价
采用上述工艺对平台挡风墙用不锈钢薄板进行焊接,不锈钢薄板焊接完毕后,待焊缝冷却,而后撤除千斤顶,取出上压胎,并抬出焊接完成的不锈钢薄板放在平整的地方,由专业人员对焊缝进行检验,结果表明:焊缝平滑,焊纹均匀,焊缝背部无氧化、变形、错口,不锈钢板平整,无波浪弯曲出现,RT 拍片发现基本无晶间腐蚀。不锈钢薄板焊后焊缝成型效果如图2 所示。

图2 焊缝成型图片
4.3 夹具结构的进一步改进及工程应用效果
随着不锈钢薄板焊接作业的进行,发现焊缝出现了上面微凹、背面微凸的现象,通过仔细察看焊接处的不锈钢薄板边缘,发现不锈钢薄板边缘本就存在由于工业剪裁而造成的微小弧面差异。由于不锈钢薄板板材边缘的两个面不是齐平的,一面是圆边的,另一面是有毛刺不光滑的,因此造成焊接自熔时熔池受到的作用力(包括电弧作用力、熔池金属重力和熔池金属表面张力) 不平衡。在焊接过程中随着熔池和焊接热量的增大,熔池金属表面张力逐渐不能平衡电弧作用力和熔池金属重力,这时熔池会下塌,弧面向下,因而出现上面微凹、背面微凸现象,所以焊接时一定要把有毛刺不光滑的表面作为焊接面[8]。
由于焊接的不锈钢薄板是瓦楞板,所以无法将不锈钢薄板翻个面,使有毛刺不光滑的表面作为焊接面,于是设计增加了一个缩小的下压胎,长宽高为 2 200 mm × 200 mm × 60 mm,中间部分留出与下压胎一样的氩气进口,遇见钢板毛刺在背面时,就可以在下压胎上放上这个缩小的下压胎,然后把不锈钢瓦楞板钢板翻过来,再用上压胎压实,这样就达到了毛刺面作为焊接面的效果。通过试验,不光滑面作为焊接面,焊完后表面饱满圆滑,焊缝没有下凹现象,而另一面焊缝在电弧作用力和熔池金属重力的作用下,焊缝向外凸起正好填平不锈钢瓦楞板板材边缘的圆边,从而变平。通过试验,按此方法焊接终于得到了饱满圆滑、均匀一致的焊缝,焊缝美观并呈金黄色。
采用上述焊接工艺和进一步改进的焊接夹具对海洋石油SZ36-1CEP 平台挡风墙项目1 mm 厚的不锈钢薄板进行焊接,焊后效果见图3,实践证明上述焊接夹具和焊接工艺实施效果良好。

图3 海上平台挡风墙
5 结束语
此套不锈钢薄板焊接夹具的设计及应用保证了1 mm 厚的平台挡风墙不锈钢薄板焊接的质量。由于该焊接夹具具有结构简单、容易操作等优点,目前在类似工程项目的焊接中广泛使用。