奥氏体不锈钢焊缝相控阵超声波检测探头设计与验证
2020-03-18倪国胜高志萌
倪国胜,高志萌
(水利部水工金属结构质量检验测试中心,河南 郑州 450044)
0 引言
奥氏体不锈钢因其稳定的组织特征和优良的力学性能,被广泛应用于水利工程行业的重要焊接结构件。采用焊接方法不可避免存在焊接缺陷,因此,特定场合下一些重要的焊缝需要采用超声波无损检测技术来进行焊缝缺陷检测。
如图1所示,奥氏体不锈钢焊缝具有晶粒粗大、各向异性的特征,造成母材和焊缝存在一定的声速差异。依据斯涅耳定律,由于母材和焊缝的声速差异,超声波声束穿过焊缝熔合线时,超声波会波形转换和声束偏转现象,从而导致伪缺陷信号产生和缺陷定位出现偏差;超声波在焊缝中传播时,粗大、各向异性的柱状晶组织会引起声束散射和衰减,从而引起噪声[1]。因此,奥氏体不锈钢焊缝的超声波检测是个挑战。
奥氏体不锈钢焊缝的超声检测,传统的超声检测方法一般采用低频双晶纵波(Transmit Receive Longitudinal Wave,TRL)探头,通过多个不同折射角、聚焦深度的探头来进行多位置扫查、分区检测,这种方法需要较大的扫查空间,同时存在效率低、缺陷漏检率高的问题。
基于双晶面阵相控阵探头的相控阵检测技术,是近年来解决奥氏体不锈钢焊缝超声检测难题的首选。双矩阵(Double Matrix,DMA)探头,采用一组面阵晶片用于发射超声波,另外一组面阵晶片用于接收超声波。DMA探头的结构特点,结合相控阵技术优势,使其在奥氏体不锈钢焊缝的检测中存在如下优越性[2-3]:
(1)一发一收模式,避免了楔块回波和探头始波的影响,减少了干扰信号,有利于近表面盲区检测。
(2)电子控制声束的偏转和聚焦,在一定角度范围内提高了检测灵敏度、信噪比以及分辨力。

图1 奥氏体不锈钢焊缝组织特征(x200)
目前,基于双晶面阵探头的相控阵检测技术在奥氏体不锈钢焊缝的实际检测工程中已经得到应用[4-5]。本文结合国内某水利工程50 mm厚的奥氏体不锈钢对接焊缝超声检测工艺开发过程,详细介绍了开发的双晶面阵相控阵探头的关键参数、声场的仿真以及试块的验证结果。
2 探头设计
2.1 设计目标
双晶面阵相控阵探头设计时需要综合考虑不锈钢焊缝对超声的衰减效应、可利用的扫查空间以及检测效率。希望通过合理的晶片尺寸和排列设计,搭配固定角度的楔块,使超声场在不锈钢中实现大角度范围内的扫查,最终实现一次波声束覆盖整个焊缝区域。
双晶面阵相控阵探头的声场特性是能否获得并有效利用被检测区域回波信息的决定因素,在CIVA软件中,根据声场特性对探头的关键参数进行优化设计,声场优化设计目标的是:最小化主瓣宽度、消除删瓣、抑制旁瓣和偏转方向的声压最大化。
2.2 参数设计
双晶面阵相控阵探头的阵元数量、阵元大小、阵元焦距、激发频率、楔块角度、屋顶角等设计参数直接影响探头的声场特性。除此之外,由于其一发一收的结构特点,除了阵元数量、阵元大小、阵元焦距、激发频率、楔块角度等参数外,屋顶角、晶片组间距等参数也影响着声场特性。在CIVA软件的超声模块中,对上述参数进行优化设计,最终确定了探头和楔块参数如表1所示。

表1 DMA探头及楔块参数
图2给出了双晶面阵相控阵探头的三维设计模型和实物。从图2(a)中可以看出,晶片成矩阵一发一收布置,其中一组阵列用于发射,另一组阵列用于接收。
探头整体尺寸设计小巧,符合预期设计要求。
3 声场仿真
在CIVA软件中,对设计的探头在35°~85°范围内的声场进行仿真。采用投影聚焦模式,如图3(a)所示,设置聚焦点位于焊缝中心。
对35°~85°范围内的声场分布进行分析,发现85°下无栅瓣现象发生,验证了设计探头的大角度偏转能力。图3(b)为60°仿真声场分布,测试结果显示-12 dB焦柱范围为35~46 mm。
综合分析35°~85°声场仿真结果,可以看出在合适的聚焦法则下,设计的双晶面阵相控阵探头的声场可以覆盖整个焊缝区域。
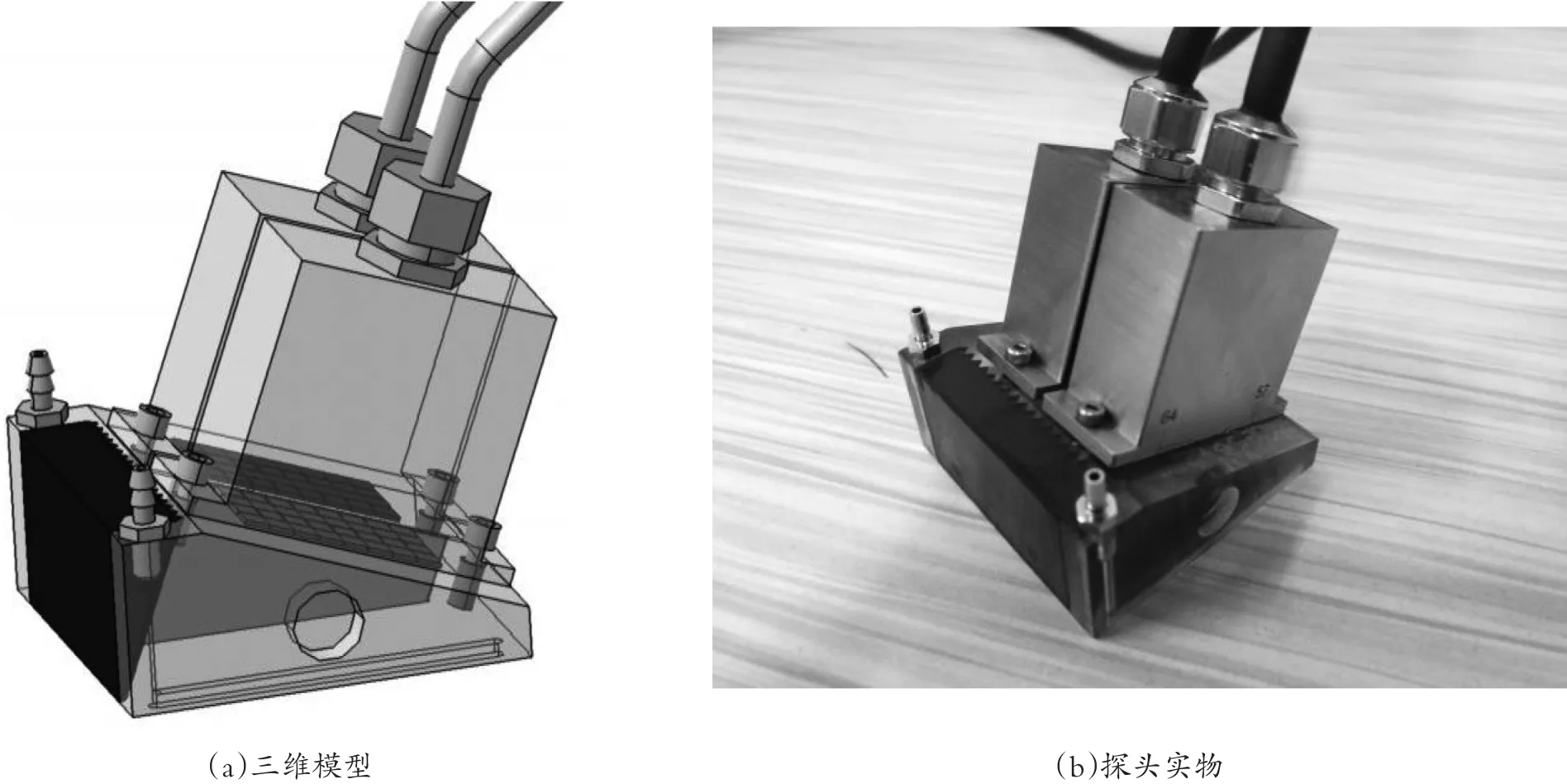
图2 双晶面阵相控阵探头
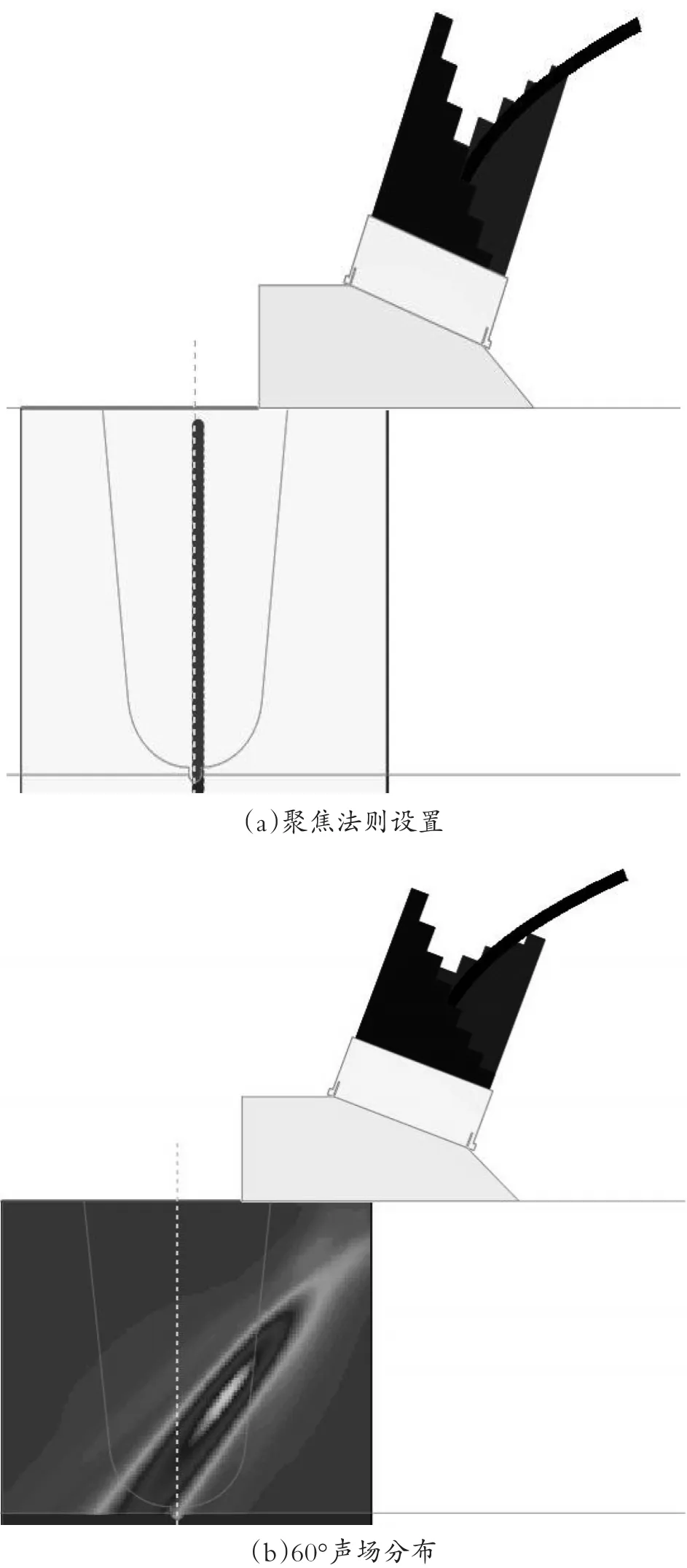
图3 相控阵聚焦法则设置与声场分布
4 试验结果与讨论
信噪比验证试验的对比试块选用工程中使用的同牌号的50 mm厚的不锈钢材料,采用手工氩弧焊技术,按照实际焊接工艺进行焊接,焊后表面打磨平整。距离焊缝表面在5 mm,10 mm,20 mm,30 mm,40 mm,45 mm处分别加工直径为2 mm,长40 mm的侧横孔,为了避免不同孔之间的反射信号互相影响,将上述孔均分在两块不同的对比试块上。
试验设备选择法国M2M公司生产的便携式相控阵设备,型号为GEEKO 64×64,配合设计的双晶面阵相控阵探头进行试验。
调试相控阵设备,激发35°~85°扇形扫查角度,在不锈钢母材的侧横孔试块上完成基准灵敏度的调整。移动探头至合适区域,使得声束覆盖整个焊缝区域。图4为相控阵检测的扇形扫查和信噪比测定结果,可以看出,扇形扫查界面侧横孔成像清晰,测定的结果表明所有侧横孔信噪比均大于12 dB,满足了标准中规定的不锈钢焊缝信噪比的要求。

图4 焊缝中心φ2 mm侧横孔相控阵检测结果
5 结语
声场仿真与实验结果显示,设计的DMA探头满足设计预期目标,假发35°~85°扇形角度可以实现焊缝厚度方向全覆盖,焊缝中心φ2 mm侧横孔信噪比大于12 dB标准要求。设计的DMA探头结构小巧,为后续该工程不锈钢焊缝相控阵检测工艺的开发提供了便利。
