饮料生产企业中水回用工程应用实例分析
2020-03-16
(东南大学吴健雄学院 江苏南京 211187)
1 废水处理现状
中粮可口可乐饮料 (山西)有限公司废水处理站于1999年建成运行,原设计能力2000m3/d,进水COD为2000~3000mg/L,生产废水经处理后满足 《污水综合排放标准》(GB8978-1996)一级标准,COD<100mg/L。目前实际处理水量为日最大处理量200m3/d,进水COD<2000mg/L,废水经处理后,COD基本可以保持在50mg/L以下,优于设计的一级标准。废水处理站采用UASB厌氧加好氧组合工艺,主要工艺流程如图1。
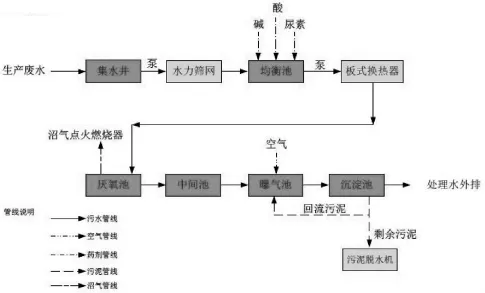
图1 废水处理工艺流程图
2 中水处理工程方案及主要处理单元
为了节省水资源,降低对自来水的使用量,公司在废水处理站后端增加了中水处理系统,本中水处理系统以废水处理站出水作为原水水源,处理后的产水可进一步深度利用。
中水处理回用系统采用“预处理+单级反渗透”水处理工艺。本工程设计进水量14m3/h,最终产水量10m3/h。主要系统配置:预处理系统、反渗透系统、消毒系统。系统设计主要对水中悬浮物、总硬度、溶解性总固体、细菌等进行处理,处理后水质要求满足 《城市污水再生利用城市杂用水水质标准》(GB/T18920-2002)和《城市污水再生利用工业用水水质标准》(GB/T19923-2005)。中水处理系统工艺流程如图2所示。
(1)PAC阻垢剂添加。反渗透工艺运行过程中,在产出脱盐水的同时,污染物和盐分在浓水侧浓缩,使原水中的污染物在浓水侧浓缩2~4倍,这就是浓水结垢的原因。为保证反渗透系统的正常运行,根据用户原水水质的不同,选择不同的阻垢剂来破坏反渗透膜浓水侧垢的形成并减轻结垢趋势。阻垢剂添加系统设置阻垢剂计量箱1个和计量泵1台。阻垢剂计量箱设低液位报警提醒运行人员及时配药及倒换溶液箱。

图2 中水回用工艺流程
(2)多介质过滤器。多介质过滤器是最成熟和最常用的反渗透预处理工艺,多介质过滤器为压力式过滤器,通过滤料的机械筛滤、沉淀以及接触絮凝等作用,去除水中的悬浮物质,满足反渗透系统的进水要求。多介质过滤器前添加PAC药剂来破坏胶体和细微悬浮物在水中形成的稳定分散系,使其聚集为具有明显沉淀性能的絮凝体,然后利用过滤器滤层予以去除。
(3)活性炭过滤器。原水中的浊度、胶体及部分有机物,可以利用前级系统中的混凝及过滤设备去除,但分子量较小的有机物、余氯及色度等物质很难利用混凝过滤的方式处理。处理这些杂质的最简单方法是采用活性炭滤料进行吸附处理,由于活性炭表面满布平均直径为20~30埃的微孔,因此具有很高的吸附能力。此外,活性表面有大量的羟基级及羧基官能团,可以对各种性质的有机物进行化学吸附以及静电引力作用。因此活性炭过滤器被用作预处理系统中的深度处理设备,将有机物、余氯等对后级RO的影响程度降至最低。
(4)保安过滤器。为了保证反渗透膜元件和高压泵不被悬浮颗粒所伤害,系统设置精密保安过滤器,过滤精度为5u,内填φ60熔喷式聚丙烯滤芯,外壳为不锈钢结构。
(5)高压泵。反渗透膜元件对水中的离子具有选择透过性,因而在反渗透浓水侧和产水侧存在着渗透压差,这样就必须要有外界的压力来克服渗透压差,才能够使反渗透装置正常工作并达到设计要求,外界的压力由高压泵提供;考虑到温度的变化直接影响着反渗透系统的运行压力以及随着系统运行时间的加长系统操作压力有所升高,故留有一定的充裕量,本系统选用1台不锈钢多级离心高压泵,反渗透高压泵进出口装压力开关,进口压力低、出口压力高时报警及停泵。
(6)反渗透系统RO。反渗透是脱盐的核心部分,经反渗透处理的水,能有效去除水中的盐类。设计的合理与否直接关系到投资费用,整个系统运行的经济效益,使用寿命,操作可靠简便性。本方案设计反渗透系统进水水量14m3/h,采用一级两段式排列方式,水利用率75%,产水量10m3/h。膜元件数量设计成12支,膜容器采用绿源通实业生产的玻璃钢材质膜壳,每支膜壳装4支美国GE膜元件,共3支膜壳,膜容器按2∶1排列。
(7)紫外线杀菌器。采用1台300W过流式紫外灯,被处理水按一定速度从反应器流过,水中微生物受到高强度的UVC照射,其DNA、RNA内部结构遭到破坏。
3 中水产水回用运行情况分析
中水处理系统完成后,主要用于厂内绿化和室外地面清扫,太原高新技术开发区环卫公司也会不定期来取水,用于园区道路清洁和园林绿化用水。公司生产制冷机组凉水塔目前使用软化水,浪费较多的水资源。中水处理设施投入使用后,处理后的中水产水可以引接到生产用制冷机组凉水塔来使用,这样就可以节省软化水使用量,降低耗水量指标。从中水处理间引接约200mDN50的PPR管道到制冷机组凉水塔储水箱,将处理好的中水产水通过管道泵增压后引接到凉水塔储水箱,用于制冷机组冷却使用。考虑冬季凉水塔耗水量较少,室外管道如果不加伴热会有结冻风险,增加伴热又会加大投资运行成本,因此中水产水每年只在冬季以外的3-10月份使用,这样管道不需要保温与伴热设施,可以节约较大的投资成本与运行成本,降低运行风险。经过品控部测试和外委专业检测机构测试,中水产水与制冷机组凉水塔水质指标对比如表1所示,各项指标都满足制冷系统凉水塔水质要求。

表1 中水产水水质检测结果对比表
4 运行成本及经济社会效益分析
(1)中水产水运行成本分析。中水处理系统投入使用后,主要额外增加的运行成本是药剂费用和动力费用,按全年运行10个月,每月运行30d,每天运行约10h进行计算,最少可回收利用水约为24000t/a。
运行费用如下:根据实际运行测试,药剂费约为0.21元/t水;中水系统动力负荷如表2所示,则动力费为202.42度×0.65元/80t水=1.64元/t水(电价以0.65元/kWh计算);维修维护方面主要成本是反渗透膜费用,预计6年换1次膜,费用6万元,折算到一年里,大概维修费用12000元,每吨水0.5元。综合以上计算,系统直接运行成本约为2.35元/t水。
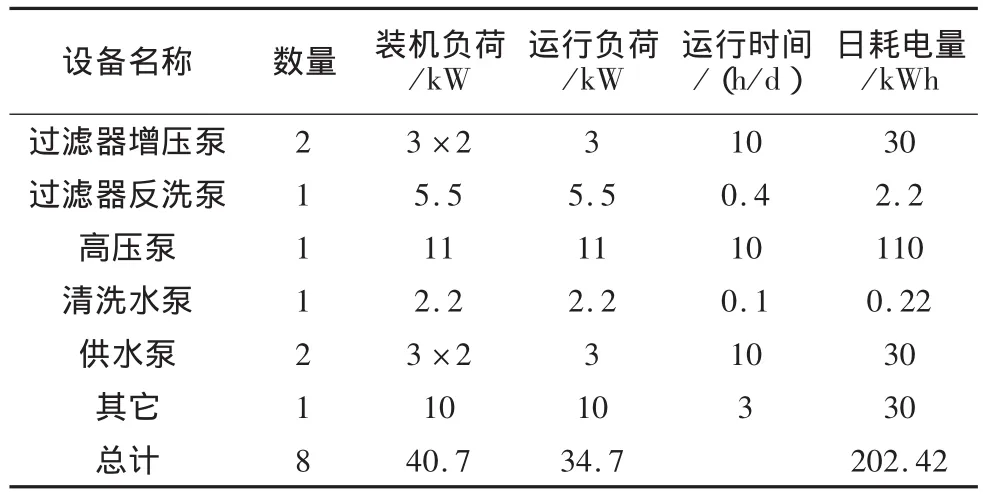
表2 中水系统动力负荷分析表
(2)经济及社会效益分析。中水处理系统产水用于公司生产制冷机组凉水塔用水,主要替代软化水,目前企业软化水生产成本约12.21元/t,这样每吨水可节约9.86元。中水产水替代制冷机组用水主要集中在每年3~10月份,每天平均约35t,全年可替代软化水大约为8400t,合计可节省费用约82824元/a。
中水处理系统产水用于公司绿化和室外地面清洁用水,另外还有提供给太原高新技术开发区绿化清洁用水,主要替代自来水,自来水费用约5.7元/t,每吨可节约费用大约3.35元。除去制冷机组凉水塔用水,每年用于绿化清洁的水大约15600t,合计可节约费用52260元/a。以上两项合计,每年可以节约的费用大约135084元。
中水处理工程投入费用约460000元,中水产水用于制冷机组凉水塔改造工程投入费用22000元,合计工程总投入费用482000元,中水回用工程回报期约为482000/135084=3.6年。中水处理工程建成后,不仅可以为企业降低自来水耗用量,节约用水费用成本,而且还可以为社会供应绿化清洁用水,具有良好的社会效益,提高企业的声誉。
5 结论
(1)饮料生产企业将生产废水经过UASB厌氧加好氧处理的基础上,再进一步深度处理,水处理成本为每吨2.35元,每年节约135084元,投资回报期为3.6年,具有一定的经济效益和社会效益,可为其他相关企业借鉴推广。
(2)由于本工厂实际对再生利用水需求量有限,目前该项目仅对废水处理站不到一半的出水进行了深度处理回用,周边工业园区其他用户仍沿用市政自来水,下一步需要和周围用户协商,可以为他们提供中水产水,提高中水回用的利用率,增加中水回用水的供水量,既能保证中水回用工程的稳定运行,也能最大程度实现水资源综合利用项目的建设目的。