悬 式水轮发电机组轴线调整浅析
2020-03-14马代斌
马代斌
(东方电气集团东方电机有限公司,四川 德阳618000)
悬 式水轮发电机组因推力轴承装配分布在上机架上而得名,具有推力轴承距离水导轴承远、轴线情况复杂、运行转速较高等特点。
悬 式水轮发电机组轴线包括轴系几何中心线和轴系旋转中心线,具体由发电机主轴、转子、水轮机主轴和转轮等相互联接而成。理想状态下,轴系几何中心线和轴系旋转中心线各自铅直,且彼此重合;实际安装过程中,由于轴系加工误差与安装误差的存在,需要进行轴线测量、调整,确保轴系几何中心线和轴系旋转中心线相互偏差在公差要求范围内。
悬 式水轮发电机组轴线通过盘车方式测量发电机上导轴承、发电机下导轴承、连轴法兰、水轮机导轴承的摆度值。机组轴线不合格,势必造成盘车过程各轴领位置有比较大的摆度,本质原因主要包括各轴领旋转中心同心度不合格和机组轴系旋转中心线跟 镜 板工作面垂直度不合格两种。通过去除法(修刮和腐蚀)和加垫的方法进行调整,一般包括轴线测量、轴线分析和轴线处理三部分内容。
国内某300 MW 级抽水蓄能电站共安装4 台300 MW 发电电动机组,立轴悬 式结构,额定转速为500 r/min,轴系由水轮机主轴、发电机主轴和发电机瓶型轴联接构成,轴承系统由发电机上导/推力联合轴承、发电机下导轴承和水轮机导轴承三部分构成,其中推力轴承采用弹性支柱螺杆结构支撑,并需要现场套装推力头装配。推力轴承受力调整完成后,进行机组轴线盘车检查与调整。根据机组结构特点,采用圆盘式工具机械盘车以及修刮推力头卡环的去除法调整。
1 机组轴线测量
国内某300 MW 级抽水蓄能电站机组安装过程中,在完成推力轴承受力调整和机组轴线静态调中后,进行机组轴线测量。盘车方式为机械盘车,即把盘车工具固定于推力头或者端轴上,抱紧发电机上导轴承瓦的同时,利用人力或桥机、滑轮等推动转动部分使机组旋转。测量方式为百分表摆度检测法,即在测量部位(轴领、连轴法兰等9 个部位)与推力头位置沿圆周方向各划八等分点,上、下各部位的等分点方位一致,按逆时针方向顺次对应编号,并在这些测量部位的+X 和+Y 方向各架设1 块百分表(两表读数相互校核),盘车连续旋转转动部件,在各等分点经过百分表处时停止转动,并同步读取各百分表数据。
为减小测量与读数误差,通常要求正式读取百分表读数之前,先匀速预盘车1~2 圈,检查各百分表归零情况。正式盘车与记录百分表读数时,采取连续点 盘2 圈,一般以第2 圈百分表读数为依据进行轴线分析。
轴线调整是一项非常复杂、精细的工作,需要多次盘车检测、分析与处理相配合,以下选取国内某300 MW 级抽水蓄能电站机组轴线处理前第2 圈正式盘车数据为依据进行轴线分析。
2 机组轴线分析
机组轴线盘车检测完成后,首先分析测量数据的准确性;然后进行轴线各测量部位偏心、摆度计算,并结合各测量部分高程分布,绘制二维曲线图,进而确定轴线的实际情况。
2.1 机组轴线盘车测量数据的准确性分析
同一轴线测量位置在第1 圈盘车过程中,排除测量位置圆周方向局部突变、百分表问题、百分表架设问题以及读数问题,测量数据应具有以下2 个特点:
(1)精确回零,偏差小于0.05 mm。
(2)以测量值为纵轴,以等分点为横轴,绘制出的二维曲线接近正弦曲线,且过渡平滑、无明显角度位移。
2.2 机组摆度计算基本原理
设用百分表测得推力头部位的读数为CTi,测得转动部件的读数为CRi,测量部位的偏心角为θi,i 表示圆周方向各等分点位(i=1~8)或坐标轴方向(X、Y等),则基本计算原理公式如下:
推力头旋转中心(CR)偏心值为
转动测量部件旋转中心(CR)偏心值为
转动部件相对推力头的净偏心值为

则转动部件的绝对摆度(R)、偏心角(a)为

根据计算原理,得出国内某300 MW 级抽水蓄能电站机组轴线处理前第2 圈正式盘车的轴线摆度值。
2.3 机组轴线分布图
以机组轴线各测量部位绝对高程值为纵坐标,以各测量部位相对发电机上导轴承(推力头处) 净偏心为横坐标,绘制出机组轴线分布图。单独提出发电机上导轴承(推力头处)、发电机下导轴承和水轮机导轴承的实测净偏心,绘制出的机组轴线分布图参见图1。
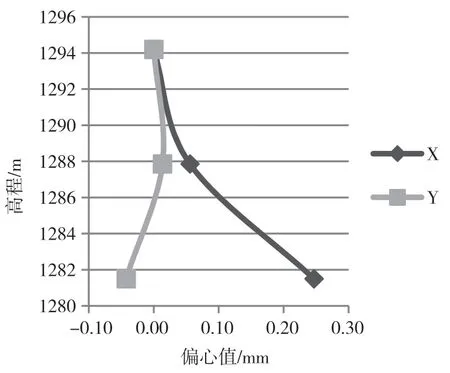
图1 单独提出轴承位置的机组轴线分布图
2.4 机组轴线调整检验标准
(1)水轮机导轴承相对摆度不大于0.03 mm/m,且绝对摆度不大于0.25 mm。
(2)发电机上导轴承、下导轴承相对摆度不大于0.02 mm/m。
(3)各联 轴法兰相对摆度不大于0.02 mm/m。
注:1)绝对摆度:指测量部位测出的实际摆度值。2)相对摆度:绝对摆度(mm)与测量部位至镜 板距离(m)之比值。
2.5 机组轴线实际情况
(1)盘车测量的数据不存在测量准确性问题。
(2)各测量位置摆度值同比标准要求值偏大,机组轴线不合格。
(3)机组轴线联 轴法兰位置存在折弯。
(4)单独提出三部轴承位置的机组轴线呈基本直线倾斜。
3 机组轴线处理
因为轴系由水轮机主轴、发电机主轴和发电机瓶型轴联接构成,不可避免存在联接部分轻微折弯。为更方便分析轴线,通常采取先单独提出发电机上导轴承(推力头处)、发电机下导轴承和水轮机导轴承的实测旋转中心、绝对摆度值进行分析、调整,轴线处理合格后再结合轴系所有联接法兰处绝对摆度值进行验证。如果轴系联接法兰处存在严重折弯,最终都可以验证出来,且需要通过单独分析、处理联 轴法兰解决。
3.1 机组轴线处理方案确定
在机组推力轴承受力与镜 板水平 均符合标准要求的前提下,机组轴线呈基本直线倾斜状态(单独提出三部轴承位置的机组轴线),等同于机组轴线垂直度不合格,即机组轴线处理主要针对轴线垂直度调整。
一般情况下,可以通过去除法(修刮和腐蚀)和加垫的方法进行轴线垂直度调整。考虑到处理效果的长久安全可靠性,最终采取去除法。结合机组推力轴承位置的结构布置,共计可以处理三个面实现轴线垂直度调整:
(1)镜 板与推力头之间的把合面;
(2)卡环与推力头之间的接触面;
(3)卡环与轴系之间的接触面。综合考虑施工的便捷性与处理效果性,最终确定通过修刮卡环与轴系之间接触面的方案。
3.2 机组轴线处理量确定
设机组轴线不垂直度为TF,机组轴线最大摆度为Rmax,最大摆度测量位置距离卡环修刮面距离为LF,最大摆度测量位置的偏心角为a,卡环修刮面的直径为D,卡环最大修刮 量为Δhmax则:
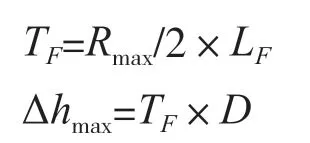
其中D=0.85 mm,LF=13.53 m,可得Rmax=0.50 mm。
推出Δhmax=0.016 mm≈0.015 mm,偏心角a≈-9.76°。
3.3 卡环修刮工艺
刮卡环以处理机组轴线具体工艺如下:
(1)实测卡环修刮 前厚度;
(2)制作刮刀,宜采用合金钢刀片;
(3)根据卡环材料选用材料接近的一块钢板进行试刮;
(4)根据盘车摆度,把卡环先划分几个均等区域;
(5)修刮 前用油笔或者红丹粉涂抹整个面,防止有漏 刮区域,刮一遍涂抹一遍;
(6)按照区域划分,过渡计算每个区域需要刮除的量,推荐修刮一遍递减一个区域的办法,即最大修刮厚度区域需要刮除区域数减1;
(7)修刮 过程中,切记均匀用力;
(8)全部修刮 完成后,用浸有透平油的天然油石蹭掉区域的高点,实测卡环厚度;
(9)蹭掉卡环上端面与轴系的非接触面,以方便卡环安装到位后间隙检查。
4 机组轴线调整效果
机组轴线调整效果分为2 个部分内容,其一,轴线处理后的盘车检测情况;其二,机组调试运行过程中的振动、摆度、瓦 温情况。
4.1 轴线处理后的盘车检测
因为卡环修刮的过程存在一定的偏差以及轴线本身的不规则变化,机组轴线处理的效果同比理论计算会存在一定偏差,需要吸取这个偏差,叠加到下一次轴线处理中。后续相继进行了3 次轴线处理,分析原理以及处理方案跟第一次处理一致,最终实现轴线各测量位置摆度在标准公差范围内,轴系几何中心线和轴系旋转中心线相互偏差在公差要求范围内。
4.2 机组调试运行过程中振动、摆度、瓦 温情况
调试运行过程中,机组轴系振动、摆度以及瓦 温都表现出很好的效果。首次开机瓦 温热稳定试验完成后,未进行动平衡配重试验便直接进行机组机械过速试验,这在高转速悬 式抽水蓄能机组中实属罕见。
后续机组调试过程中,经动平衡配重试验配合调整、完善,机组轴系振动、摆度以及瓦 温均实现同类型机组精品标准。
5 结语
影响机组轴线的因素很多,在安装、调整阶段可能遇到的问题也千变万化,如单部导轴承摆度大而其余各处摆度正常或有规律、某一测点以下或以上测量数据线性增大、导轴承摆度合格而镜 板跳动偏大或无规律以及导轴承摆度合格而镜 板水平不合格等,要逐一排除各影响因素是一个非常复杂、精细的过程,需根据实际情况及时分析、排查和处理,尤其对于悬 式水轮发电机组轴线调整。
本文针对悬 式水轮发电机组轴线的分析与探讨,运用轴领旋转中心同心度计算和绘制二维曲线图相结合,分析机组轴线办法以及卡环修刮 调整机组轴线办法,顺利、高效地实现了机组轴线调整。
