超高层建筑钢板剪力墙工艺要点探索
2020-03-09贺亮
贺 亮
(中建二局第二建筑工程有限公司 山东分公司,山东 青岛 266000)
从保证结构稳定性和安全性的角度,超高层建筑需要借助劲性结构来提升主体的承载能力和抗侧能力,钢板剪力墙由此而生,并且迅速地得到普及。做好钢板剪力墙的安装精度和整体变形控制,关乎建筑整体的施工质量,在施工中必须明确其工艺要点。
1 工程概况
某工程占地面积3.25 万m2,建筑面积28.13万m2,地下4 层,地面包括2 栋住宅建筑、1 栋办公楼和3 栋商业裙房,其中2 栋住宅建筑和办公建筑均为超高层建筑,高度分别为195.42m、195.42m 和191.33m,办公建筑基础部分框架内设置有型钢柱,地下1 层到地面14 层部分剪力墙内部设置有钢柱和钢板,住宅楼基础到26 层部分框架柱和剪力墙约束边缘设置有型钢柱,部分钢板混凝土剪力墙内设置有钢板。
2 钢板剪力墙安装流程
钢板剪力墙在工厂内加工制作时,需要将节点板焊接在下部钢板剪力墙以及剪力墙内隔板上,现场的安装流程为:最下部钢板剪力墙安装、固定→吊装上部剪力墙→做好节点板围护固定→固定周围点焊→测量调整→焊接。
3 钢板剪力墙安装
3.1 吊装
1)对钢板剪力墙吊耳和临时连接板进行设置。结合该工程的实际情况,需要将临时连接板设置在核心筒钢板剪力墙横向和竖向焊缝之间,而横向焊缝所使用的临时连接板还同时兼具吊耳功能。吊耳的具体位置依照单元中心位置确定,通常在距离中心位置。在钢暗桩翼缘两侧,做好临时连接板的安装工作,使用的材质为Q345,两个连接板的距离不超过1m。
2)钢板剪力墙就位。在实际施工环节,钢板剪力墙的吊装就位需要4 台塔机,因为施工场地相对有限,塔机作业需要在核心筒内完成。该工程中,钢板剪力墙的吊装采用的是两点起吊法,考虑核心筒上部有顶升钢平台,为了确保其内部钢板剪力墙的有效安装,搭配双机换钩法进行吊装作业。塔机背后的钢板剪力墙和连线的2 台塔机不能采用双机换钩法,从保证施工效果的角度,选择手动葫芦拉结钢板剪力墙。
3.2 拼装
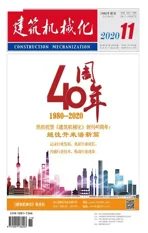
在已经安装完成的钢板剪力墙断口位置,以3m 为间隔,焊接2 列对称分布的钢板,确保钢板焊接能够超出断口区域300~400mm,避免钢板剪力墙在换钩时出现前后倾倒的问题。连接板的固定可以使用普通螺栓,钢板剪力墙起吊到作业面时,应该做好相应的支撑,保证其稳定性。钢板剪力墙的固定可以借助连接板和型钢支撑实现,钢筋的连接形式如图1 所示。
4 钢板剪力墙焊前校正
图1 钢筋连接形式
钢板剪力墙吊装作业结束后,施工人员和现场管理人员应做好确认工作,确保利用螺栓完成初步固定之后,才能将塔机的吊钩松开。结合该工程的实际情况,使用了全站仪配合吊线以及千斤顶的方式,针对钢板剪力墙的拼装进行勘测和微调,需要先对工程中第一根暗柱进行测量校正,然后安装钢板剪力墙,安装的同时做好调整处理,保证安装的精度。安装结束并且校正完成后,使用螺栓进行固定。
钢板剪力墙焊前校正主要在两个方面。一是对于立面垂直度的校正。工作人员需要在轴线位置设置全站仪,确保其处于平衡状态,然后通过竖丝的方式,对钢板剪力墙端部垂直度进行观察和校正,校正工作可以借助设置在横焊缝旁的千斤顶进行。而在对水平对接边的单板过渡区域、劲性柱间等的垂直度进行校正时,需要以顶端吊线作为主导;二是顶面坐标测控和墙体垂直度控制。在完成钢板剪力墙的安装工作后,需要将控制点竖向投递到钢平台桁架的4 个端点,借助全站仪完成桁架轴线校正工作。每一次钢平台顶升后,都必须再次依照闭合平差对位置进行校正,同时将所有得到的数据信息整理,形成控制点坐标。
在钢板剪力墙施工环节,可以引入内控法,在钢平台顶部设置全站仪,形成回路,借助后视法来对钢板剪力墙位置的准确性进行测量,为了确认其垂直程度,应该在钢平台下部分设置线锤。在利用全站仪实施测量工作时,必须保证全站仪棱镜的位置较低,同时俯角不超过30°,利用外框架控制点分散布置确定好控制点的测孔区域,保证测量的准确度,避免全站仪布置好后出现近端俯角过大的问题。
5 钢板剪力墙焊接
5.1 焊前清理
焊接前做好全面清理,清除坡口及衬板上的水泥灰、氧化层、铁锈以及油污等,使用平板尺或者钢塞尺对钢板剪力墙中的间隙宽度进行测量,对于存在垫板的钢板剪力墙,间隙允许偏差为+3.0mm,-2.0mm,对于没有垫板的钢板剪力墙,间隙允许偏差为+0.3mm,-0.00mm。如果间隙不能满足实际需求,需要对其进行处理,然后才能焊接。
5.2 温度控制
考虑工程本身的特点,利用电加热器进行加热,预热环节加热区域为坡口两侧,测温需要使用专业仪器。加热区域应该较施焊厚度大1.5 倍以上,不能小于100mm,温度的测量应该在焊件反面进行,测量点和焊接点之间的距离不小于75mm。以层间温度的控制为例,考虑钢板层数较多,在连续施焊时,必须确保每一道焊缝焊渣及时清理,将层间温度控制在110~200℃,若焊接中途断焊,需要采用保温及后热步骤,继续焊接前,必须将焊接温度预热到初始预热温度以上。
5.3 焊接顺序
钢板剪力墙的焊接顺序为先竖后横,从内到外,采用多道、窄道以及薄层焊接的方式,厚板焊缝焊接的优先级较高,同时若焊缝变形程度较大,需要先对其进行焊接。焊接作业时,需要设置好钢衬垫板以及引出板、引弧板,确保其强度必须低于钢材强度,并且材质的焊接性应该尽量接近钢材。焊接时应使用二氧化碳气体做好保护,以保证焊接的质量和效率,焊缝长度必须超过25mm,衬垫板厚度不能低于4mm。焊接完成后,借助火焰切割多余的引出板和引弧板,然后打磨平整。
6 结语
结合工程的实际情况,运用上文提到的方法对超高层建筑钢板剪力墙进行安装施工,取得了预期的安装效果,解决了钢板剪力墙焊接困难、拼装困难的问题,钢板剪力墙和建筑整体的施工质量得到了有效保障,也为类似工程的施工建设提供可供参考的依据。