植物油切削液在拉削加工过程中的应用研究*
2020-03-04杨永丰屠春晖何利华
杨永丰,屠春晖,倪 敬,*,何利华
(1.杭州电子科技大学 机械工程学院,浙江 杭州 310018;2.浙江百立机械有限公司,浙江 绍兴 312000)
0 引 言
拉削加工是采用拉刀,逐齿依次从工件上切下很薄的金属层,使表面达到较高的尺寸精度和较低的粗糙度的加工方式,广泛应用于航空航天、能源、模具和汽车等行业[1-2]。拉削加工过程中,因为其单次拉削负载较大(超过10 kN),刀-工-屑接触区域温度较高,在加工过程中通常都会向加工区域施加切削液,以降低摩擦磨损,提高加工质量。
工业切削液多以矿物油为主要成分,并加入润湿剂、极压添加剂等,具有一定毒性,在使用中会危害操作工人身体健康,同时,其后续的回收处理也会造成一定的环境污染[3]。植物油具有低毒性、环境友好性以及良好的可降解性等优点,因此,为拉削加工找寻一种合适的植物油切削液,具有非常重要的理论与工程实际意义。
已有的研究表明:在某些加工特性方面,植物油的加工性能要优于矿物油[4]。ELGNEMI T等[5]证明了在切削过程中,植物油在减少切削力和改善刀具磨损方面发挥了重要作用;HOSSEINI T A等[6]采用了可生物降解植物油与压缩空气相结合的喷射模式来车削Inconel 706,与溢流模式相比,该方式减少了切削液的消耗,降低了切削力、切削温度和工件表面粗糙度;SHOKRANI A等[7]在铣削Inconel 718时,使用了由低温液氮和MQL菜籽油组成的新型混合冷却系统,结果表明:该混合方式与传统冷却方式相比,刀具寿命有着成倍的提高;AJAY V B S等[8]在AISI 1040钢的车削过程中,使用了MQL作用下的椰子油,发现椰子油具有良好的润滑性,易于在刀具和工件上吸附,减小了刀具磨损和摩擦系数,提高了工件的表面质量;SAHAB A S A等[9]使用了离子液体混合麻风树油作为切削液来车削AISI 1045钢,发现了该液体有良好的润滑性能,降低了切削力和切削温度;LI B K等[10]在磨削中采用植物油为磨削液,对高温镍合金进行了研磨温度和能量比系数的理论和实验研究,结果表明:棕榈油最适合作为磨削中的MQL基础油;ELMUNAFI M H S等[11]使用蓖麻油作为切削液来车削硬化AISI 420钢,与干切削相比,应用MQL的蓖麻油在表面粗糙度、切削力和刀具寿命方面具有了更好的效果。
上述研究大都集中于植物油在车、铣、钻、磨等切削负载较小,且切削液容易进入刀具和工件接触区域的应用场合中,而对于负载较大的,且处于封闭状态的拉削加工过程中使用植物油,还鲜有报道,且没有对加工中,应用不同类型的植物油进行性能比较评价。
本文通过微量润滑喷射工艺,将5种植物油应用于拉削加工过程中,与传统拉削工况下的负载和表面粗糙度进行对比,分析植物油的分子结构,以获得一种适用于拉削加工过程的绿色植物油切削液。
1 拉削实验
1.1 拉削实验系统
该实验采用的拉削实验系统如图1所示。
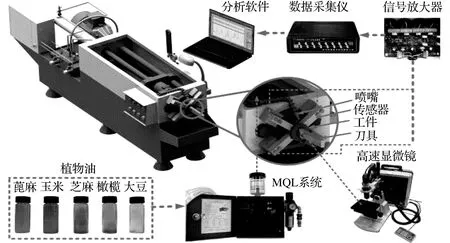
图1 实验系统示意图
图1中,实验系统采用的是LG612YA-800卧式内孔拉床,其各类参数为:
额定拉削负载为20 kN;最大拉削行程为800 mm;额定拉削速度为80 mm/s;主缸参数为80×45-800;主缸额定油压为6 MPa;主缸额定流量为100 L/min。
在拉削实验中,使用型号为01A3-STD-LLMB-600的Accu-lube微量润滑喷射系统,将切削液喷入切削区域。该喷射系统的润滑油剂量为0.003 mL/泵冲程,可以在1.25 ml/h~150 ml/h的范围内调节。喷射系统工作时,使用气压为0.6 MPa的稳定气压,将切削液喷射至拉削加工区域。
实验数据采集部分主要由力传感器和数据采集仪组成,具体为:
(1)力传感器由4个压力传感器CTY204和1个放大板组成,用于检测拉削负载,并将信息放大后传输至数据采集仪。对于力传感器,其输出电压为0~10 V,最大负载为2 t,灵敏度为2 mV/V,精度为0.1%F·S,频率响应为50 Hz;
(2)数据采集仪选用uT3408FRS-ICP。该采集仪具有8通道模拟,2通道键相,采样频率设置为10 240 Hz。
采集分析软件使用uTekAcqu V2.0&uTekSs V2004。
1.2 拉削刀具与工件
实验中使用的拉刀和工件分别如图2所示。
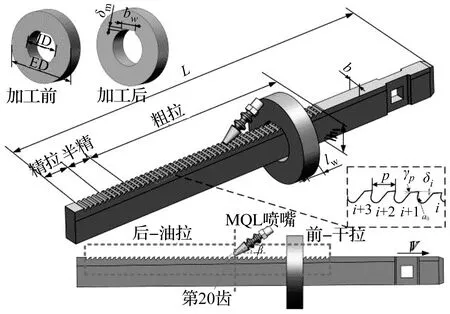
图2 刀具、工件及喷嘴示意图
图2中,实验使用的拉刀参数为:
材料为高速工具钢6542(W6Mo5Cr4V2);
拉刀总长L=600 mm,宽度b=16 mm,前高h1=35.04 mm,后高h50=36.74 mm;
拉刀表面排布50个刀齿,前角γ0=12°,后角ɑ0=6°,刀齿间距p=6 mm。
根据齿升量δi,可将拉削过程分为粗拉加工、半精拉加工、精拉加工3部分;刀齿数分别为:粗拉部分为40,半精拉部分和精拉部分都为5。粗加工和半精加工部分刀齿后刀面,开设有均布的等宽等深分屑槽,呈3分屑槽与4分屑槽交替分布。
实验中使用的工件参数为:
材料为AISI 1045结构钢,其外径ED=90 mm,内径ID=43 mm,工件厚度lW=20 mm;拉削后切深δm=1.88 mm。
1.3 实验过程
本文分别采用5种不同植物油和传统商用拉削油进行拉削实验。5种不同植物油分别为:纯蓖麻油、玉米油、芝麻油、橄榄油和大豆油(罗恩试剂)。实验中,通过MQL系统,将不同植物油喷射到刀具和工件的接触区域。
为了保证该实验的稳定性,排除系统误差,本研究将MQL喷嘴对准拉刀的第20个刀齿,MQL装置的喷嘴与拉刀的倾角β=30°,将拉刀分为前半段干拉削和后半段切削油拉削,让每次拉削的前半段为对照。
同时,也进行了前后半段都为干拉削的情况作为对照。
在使用各组润滑油的情况下,实验各重复3次。
2 不同植物油拉削实验结果
2.1 拉削负载
拉削负载是拉削工艺性能优劣的最为直接的评价之一,该指标直接反应拉削过程的难易程度。
不同的拉削工况下,拉削负载的信号反馈也有不同。
将采集仪采集的不同工况下的负载信号进行处理后,得到的结果如图3所示。
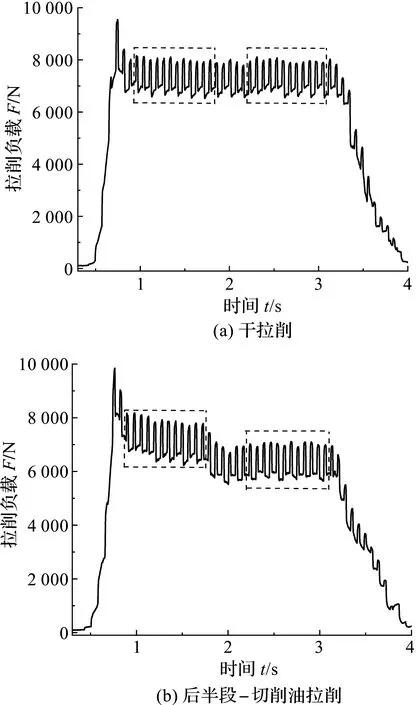
图3 不同拉削工况下的负载
图3中,由于刀齿间距p=6 mm,工件厚度lW=20 mm,在拉削过程中,工件和刀具的啮合齿数为3齿与4齿交替,在拉削负载上表现为高低起伏,在4齿啮合时呈现高值,在3齿啮合时呈现低值,即在拉削阶段,负载曲线中会存在波峰与波谷,且在后半段喷射切削油后,负载明显降低。
该实验将选取较为稳定的前后阶段数据,即图3中前后虚线框中的12个波峰与波谷,求平均值作为拉削负载,并进行对比分析,得到的结果如图4所示。
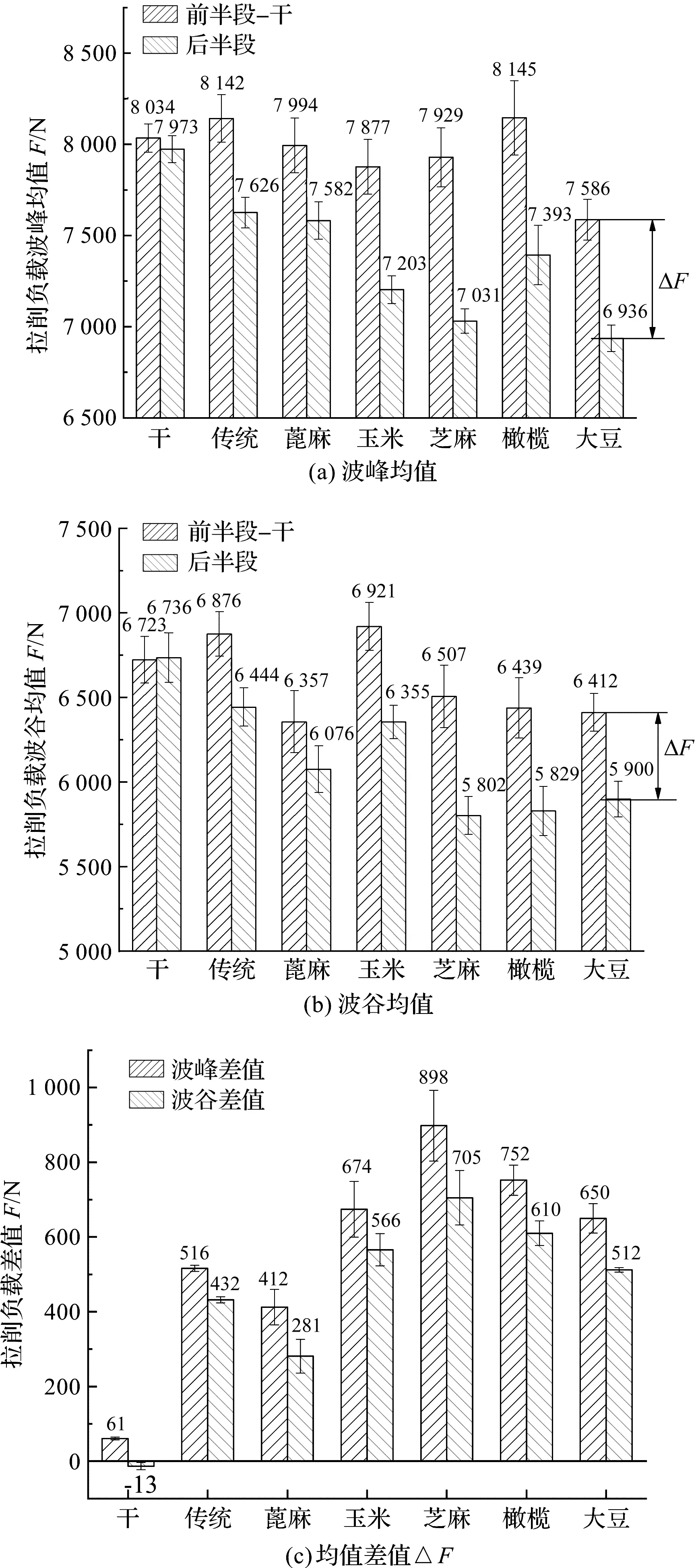
图4 不同拉削工况下的负载
图4(a,b)中,ΔF为前半段干拉削均值与后半段油拉削均值的差值,其值大小表明了植物油对拉削负载的降低程度。
不同植物油作用下的ΔF值如图4(c)所示。从图4(c)中可以看出:波峰与波谷的负载变化趋势一致,蓖麻油的负载降低最小,波峰值降低412 N,波谷值降低281 N。
传统油的波峰值降低516 N,波谷值降低432 N,而芝麻油的负载降低程度最大,波峰值降低898 N,波谷值降低705 N。这与传统油相比,负载降低程度分别增加了74.0%和63.2%。
2.2 工件表面粗糙度
工件表面粗糙度是反映拉削效果最重要的参数之一,体现了加工后的加工质量与加工精度。
本文对于7种拉削工况,采用SJ-210表面粗糙度仪,对被加工工件的表面粗糙度进行3次测量,然后计算其平均值,最后绘制成柱形图,如图5 所示。

图5 不同拉削工况下的表面粗糙度
从图5中可以看出:
(1)表面粗糙度的变化趋势与负载降低程度相反,即较小的粗糙度值对应着较大程度的负载降低;
(2)在传统油作用下的粗糙度为1.098 μm,而芝麻油的应用下,粗糙度值在几种工况中最小为0.855 μm,这与传统油的粗糙度值相比减小了22.1%,即MQL芝麻油的应用,可以提高22.1%的表面质量。
3 实验结果分析
对于拉削实验,植物油的分子结构会对拉削负载和表面粗糙度产生不同的影响。拉刀拉削工件产生摩擦时,这一过程中油膜承受较大负荷,导致保持流体润滑的可能性较小,几乎都呈现为边界润滑状态。
在边界润滑状态下,植物油在拉削区域,通过物理吸附和化学反应成膜来实现润滑作用,而这与植物油的分子结构特性相关[12-14]。
植物油主要成分是由脂肪酸和甘油化合而成的甘油三酯。不同的植物油,其脂肪酸种类和含量各不相同,从而影响了其本身的物理化学性能,以及应用于拉削加工时的润滑冷却性能。
该实验所采用的5种植物油的脂肪酸含量如表1所示。
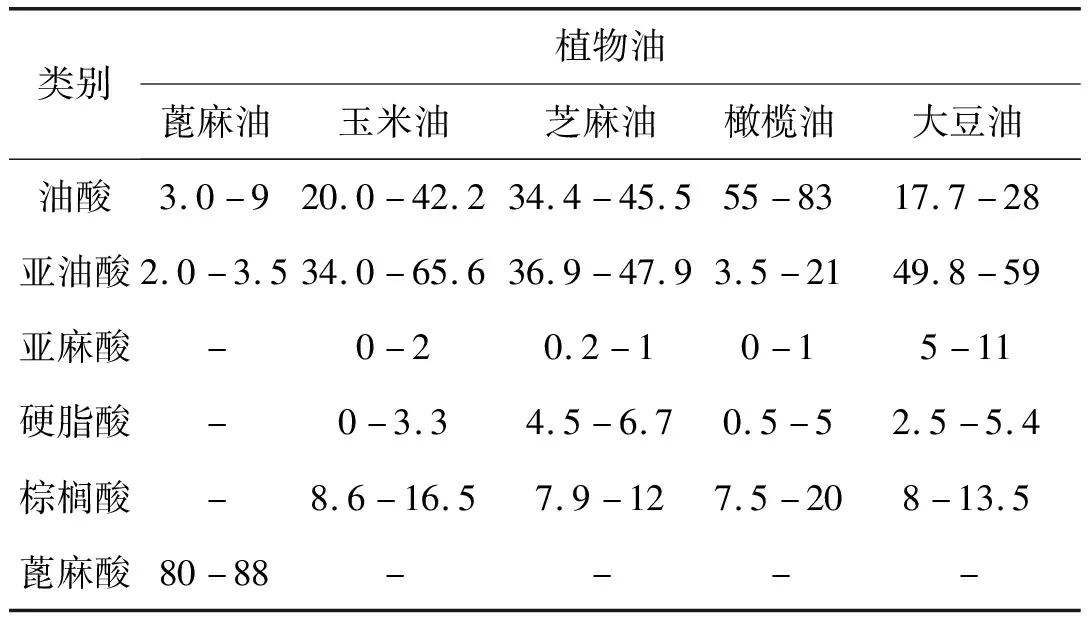
表1 不同植物油脂肪酸含量(%)
脂肪酸又分为饱和脂肪酸和不饱和脂肪酸。碳链中没有不饱和键的脂肪酸称为饱和脂肪酸,而碳链中含双键的脂肪酸称为不饱和脂肪酸。
表1中,油酸、亚油酸、亚麻酸、蓖麻酸是不饱和脂肪酸,硬脂酸和棕榈酸则是饱和脂肪酸。
这6种脂肪酸的分子结构示意图,以及油酸(不饱和脂肪酸)和硬脂酸(饱和脂肪酸)的球棍模型如图6所示。
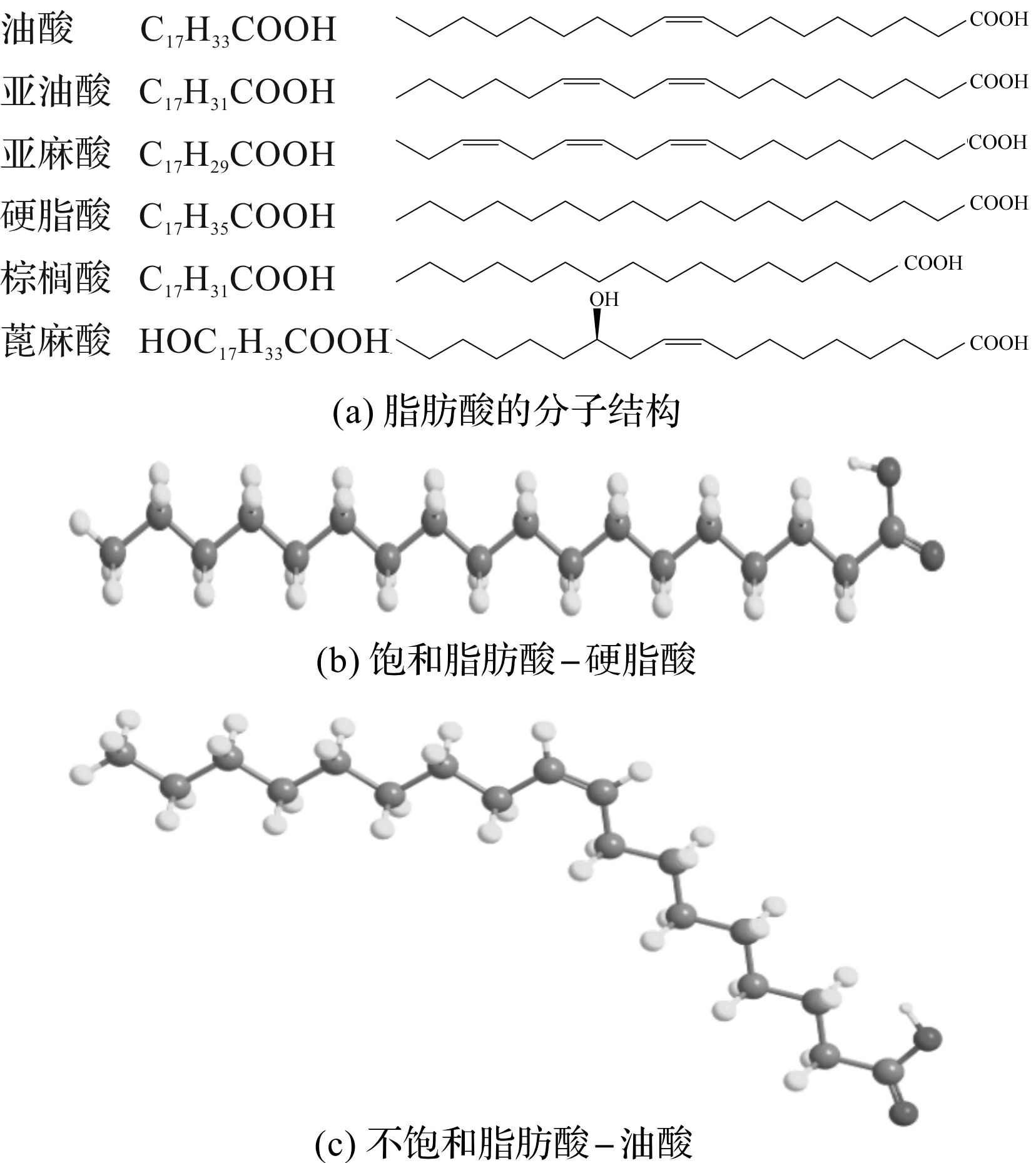
图6 脂肪酸的分子结构和球棍模型

芝麻油有着最大程度的负载降低和最低的表面粗糙度,这是由于芝麻油中的饱和脂肪酸,特别是硬脂酸在5种油中含量较高。
已有的研究结果表明:饱和脂肪酸,尤其是硬脂酸对摩擦和磨损的减少具有显着影响,其通过增强分子之间的作用力,为油膜提供更为强有力的保护[16]。
蓖麻油的不饱和脂肪酸含量较高,其主要成分是蓖麻酸,比其他植物油多了-OH基团,其极性比其他植物油强,金属吸附及润滑的能力十分优异,很容易吸附在金属摩擦表面形成膜。但蓖麻油粘度较高(蓖麻油在40 ℃时,运动粘度为252 mm2/s,而其他植物油粘度值都在30 mm2/s~40 mm2/s内),不易进入刀具与工件接触的狭窄楔形区,因此,负载降低程度较小,其表面粗糙度在几种油中是最高。
综上所述,芝麻油在5种植物油中有着最好的拉削性能。芝麻油是一种植物油,没有传统油的复杂制作工艺和配方,也不含传统油的毒性成分。将其应用到拉削加工中,对环境友好,回收处理较传统油方便;同时,其不仅具有良好的实用性与经济性,且与实验采用的MQL方式和传统浇注式供液相比,也可以减小切削液的使用量。
4 结束语
针对拉削工况中的高负载、摩擦磨损严重的问题,本研究提出将植物油作为切削液,应用于拉削加工实验中;并使用微量润滑系统,将5种常见植物油以及传统拉削油喷射到加工区域。
实验结果表明:由于芝麻油分子优异的润滑性能,在MQL芝麻油的应用下,与传统拉削油相比,负载降低程度在波峰和波谷均值上分别提高了74.0%和63.2%,同时,表面粗糙度也提高了22.1%。
因此,将芝麻油作为切削液,可以在改善拉削性能的同时,其具有成分简单、绿色经济环保的优点,对切削液的成分优化具有参考意义。
