06Cr20Ni11钢埋弧焊焊缝的显微组织和性能
2020-03-04越1李亚军2容1龚利华1王正云
杨 越1,李亚军2,郭 容1,龚利华1,王正云
(1.宜宾职业技术学院现代制造工程系,宜宾 644003; 2.中国石油集团济柴动力有限公司成都压缩机分公司,成都 610100; 3.西华大学材料科学与工程学院,成都 610039)
0 引 言
奥氏体不锈钢是目前应用最广泛的不锈钢之一。焊接是设备安装制造的一道关键工序,奥氏体不锈钢结构件通常也需要经过焊接成型,但其线膨胀系数大、热导率小,在传统焊接过程中的高温停留时间长,接头易产生焊接变形、裂纹等缺陷[1]。目前,国内外学者对不锈钢焊接工艺和接头性能进行了大量研究。刘海祥等[2]研究发现,钨极氩弧焊得到的304不锈钢焊接接头的晶粒比手工电弧焊的细小,抗拉强度和硬度更高;张绍棋等[3]研究发现,随着埋弧焊剂中MnO含量的增加,18-8不锈钢焊接接头组织中的铁素体含量先增加后减少;杨瑞成等[4]研究发现,热轧410S不锈钢板采用钨极氩弧焊焊接后,其热影响区、母材和焊缝的晶间腐蚀倾向依次减小;VINOTH等[5]研究发现,在SUS 304HCu不锈钢中添加质量分数3%的铜元素后,虽然其焊接接头力学性能有所降低,但高温蠕变性能提高,晶间腐蚀倾向减小。
埋弧焊是电弧在焊剂覆盖下,在焊丝与母材间燃烧的一种熔焊方法,与手工电弧焊、钨极氩弧焊、搅拌摩擦焊等焊接方法相比,其操作环境好,焊缝成形美观、质量好,生产效率高,投入成本低。06Cr20Ni11钢是一种强度高、塑性好、耐腐蚀和耐氧化性能优良的奥氏体不锈钢,广泛应用于石油管道、化工容器、仪表仪器、航空、船舶、汽车和核电等领域[6-10]。然而,目前关于06Cr20Ni11不锈钢埋弧焊接接头组织和性能的研究报道较少。因此,作者对06Cr20Ni11钢进行了埋弧焊试验,研究了其焊接接头焊缝的组织、力学性能和耐晶间腐蚀性能,以期为奥氏体不锈钢的现场焊接提供一定的理论指导。
1 试样制备与试验方法
1.1 试样制备
试验母材为山西太钢不锈钢股份有限公司提供的厚度为20 mm的热轧态06Cr20Ni11钢板,其化学成分和力学性能分别如表1和表2所示。焊材为哈尔滨威尔焊接有限责任公司提供的SJ601A焊剂和HS308L不锈钢焊丝(直径3.2 mm)。将母材加工成尺寸为400 mm×150 mm×20 mm的待焊试样,开坡口,坡口形式为V型(带垫板),坡口角度为20°,接头形式为对接接头,根部间隙为16 mm。垫板材料与母材相同,尺寸为450 mm×30 mm×10 mm。待焊试样和坡口的形状与尺寸如图1所示。

表1 06Cr20Ni11钢的化学成分(质量分数)Table 1 Chemical composition of 06Cr20Ni11 steel (mass) %

表2 06Cr20Ni11钢的力学性能Table 2 Mechanical properties of 06Cr20Ni11 steel

图1 焊接试样和坡口的形状与尺寸Fig.1 Shape and size of welding sample and groove
按照GB/T 17854-2018并借鉴产品实际焊接经验,采用MZE-1250型交直流两用自动埋弧焊机进行7层14道堆焊,焊丝干伸长为26~32 mm,焊剂堆高为34~40 mm。采用直流反接工艺,焊接电流为480~510 A,焊接电压为28~30 V,焊接速度为36~38 cm·min-1,焊前预热温度为80~120 ℃,道间温度不超过150 ℃。
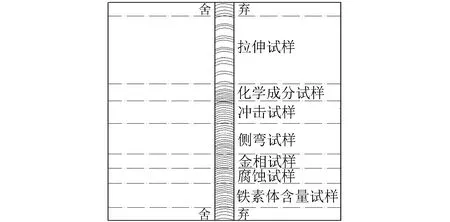
图2 焊接接头取样位置示意Fig.2 Diagram of sampling positions of welded joint
1.2 试验方法
焊接接头上不同试样的取样位置如图2所示。按照GB/T 2652-2008,在焊缝上沿纵向加工出尺寸为φ10 mm×50 mm的标准试样,在WAW-300C型30 t微机控制电液伺服万能试验机上进行拉伸试验,拉伸速度为2.8 mm·min-1;按照GB/T 2650-2008,以焊缝为中心横向加工出3个尺寸为55 mm×10 mm×10 mm的冲击试样,开V型缺口,缺口角度为45°,深度为2.0 mm,在JBW-300B型摆锤式冲击试验机上进行室温冲击试验,采用EVO18型扫描电镜(SEM)观察断口形貌。按照GB/T 2653-2008,以焊缝为中心横向加工出4个尺寸为300 mm×20 mm×10 mm的试样,在LWC2000型程控板材连续弯曲试验机上进行侧弯试验,弯曲直径为40 mm,弯曲角度为180°。采用M5000 CCD型全谱火花直读光谱仪对焊缝金属进行化学成分分析。采用SZSG-SP10A型铁素体测量仪测定焊缝组织中的铁素体含量。按照GB/T 13298-2015,使用三氯化铁盐酸水溶液(25 g FeCl3+250 mL HCl+500 mL H2O)对焊缝试样进行浸蚀,采用Olympus-Tokyo型光学显微镜观察显微组织。按照GB/T 4334-2008中规定的E法进行焊缝金属晶间腐蚀试验,即将焊缝试样在680 ℃保温1 h进行敏化处理后,加工出2个尺寸为80 mm×10 mm×4 mm的试样,置于16%(质量分数,下同)硫酸-10%硫酸铜溶液中,在微沸状态保持16 h进行腐蚀。将此晶间腐蚀试样清洗、干燥后进行弯曲试验,弯曲角度为180°,使用10倍放大镜观察弯曲后试样的外表面形貌。
2 试验结果与讨论
2.1 工艺性能和接头质量
埋弧焊材SJ601A/HS308L在焊接过程中工艺性能良好,脱渣容易,电弧燃烧稳定。焊缝成形美观,焊缝表面没有黏渣、气孔和压坑等缺陷,如图3所示。X射线探伤检测结果为Ⅰ级焊缝,说明焊接质量合格。

图3 06Cr20Ni11钢埋弧焊焊缝的宏观形貌Fig.3 Macromorphology of weld of 06Cr20Ni11 steel after submerged arc welding
2.2 化学成分和铁素体含量
由表3可知,焊缝各元素含量均符合GB/T 17854-2018的要求,其中杂质元素硫和磷含量较低,这为焊缝金属良好的强度和韧性提供了保证。

表3 埋弧焊接后06Cr20Ni11钢焊缝的化学成分(质量分数)Table 3 Chemical composition of weld of 06Cr20Ni11 steel after submerged arc welding (mass ) %
焊缝组织中δ铁素体体积分数为9.2%,符合5%~15%的标准要求。
2.3 显微组织
由图4可知,焊缝组织呈枝晶状分布,由奥氏体和少量δ铁素体组成,其中白色区域为奥氏体,黑色区域为δ铁素体。
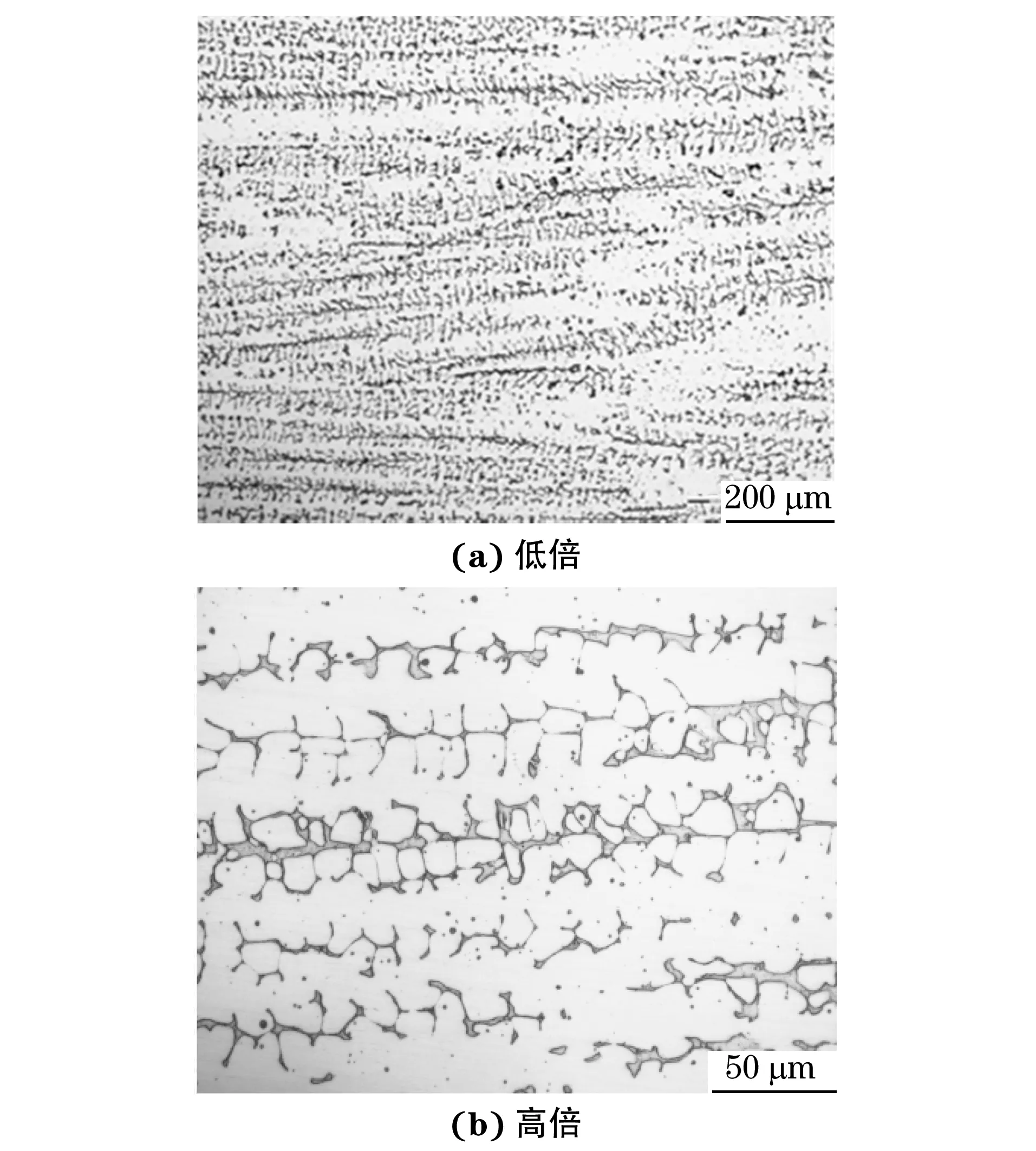
图4 埋弧焊接后06Cr20Ni11钢焊缝的显微组织Fig.4 Microstructure of weld of 06Cr20Ni11 steel after submerged arc welding:(a) at low magnification and (b) at high magnification
2.4 力学性能及断口形貌
由表4可知:焊缝金属的室温强度和断后伸长率均满足GB/T 17854-2018的要求;室温冲击吸收能量达到80 J以上,富余量较大且测试值比较集中,说明焊缝金属具有良好的韧性,且耐冲击性能比较稳定;侧弯试样弯曲180°后表面均无裂纹,测试结果合格。由图5可以看出,焊缝冲击断口表面具有大量韧窝,表现为韧性断裂。在冲击载荷作用下,焊缝中的裂纹沿着晶界扩展时,需克服较大的塑性变形,因此需要更多的能量,较高的冲击吸收能量恰好说明了这一点。
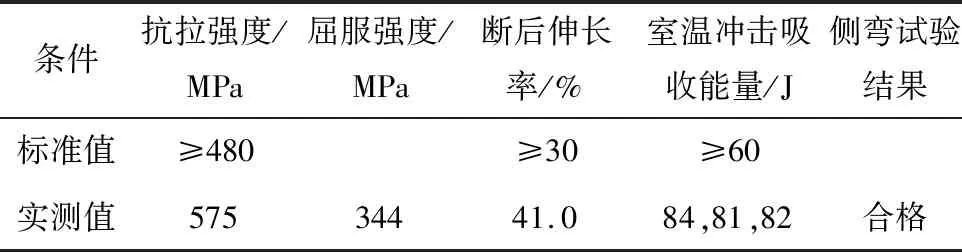
表4 埋弧焊接后06Cr20Ni11钢焊缝的力学性能Table 4 Mechanical properties of weld of 06Cr20Ni11 steel after submerged arc welding

图5 焊缝金属冲击试样的断口形貌Fig.5 Fracture morphology of weld metal impact sample:(a) at low magnification and (b) at high magnification
2.5 耐晶间腐蚀性能
由图6可知,晶间腐蚀试样经180°弯曲试验后,其外表面均没有出现裂纹,说明焊缝金属没有晶间腐蚀倾向,具有良好的耐晶间腐蚀性能。

图6 晶间腐蚀并弯曲后焊缝试样的宏观形貌Fig.6 Macromorphology of weld samples after intergranular corrosion and bending
2.6 分析与讨论
研究[11-12]表明,奥氏体不锈钢在冷却过程中的凝固模式包括全奥氏体(A)模式、铁素体-奥氏体(FA)模式、奥氏体-铁素体(AF)模式和全铁素体(F)模式,当δ铁素体体积分数在4%~12%时,其凝固模式为FA。以该模式冷却凝固时,熔融金属中先结晶析出δ铁素体,随后发生包晶-共晶反应形成奥氏体,没有转变成奥氏体的残留δ铁素体存在于枝晶干中心。这些奥氏体和铁素体组成的混合相可以阻止液态薄膜的浸润和铺展,使裂纹必须沿着生成的晶粒的弯曲边界扩展,从而提高金属抗凝固裂纹的能力。试验制备的焊缝金属δ铁素体体积分数为9.2%,呈枝晶状分布,符合FA凝固模式。另外,在焊接熔池冷却过程中,δ铁素体能溶解较多的硫和磷元素,减少这些元素在晶界处的聚集、偏析以及低熔点共晶物Ni3S2-Ni、Ni3P-Ni的生成[13-15]。铁素体中的铬含量大于奥氏体中的,在冷却过程中铁素体中的铬会及时析出,弥补晶界处较低的铬含量,减少晶间贫铬区的形成,从而提高焊缝的抗晶间腐蚀能力[16]。06Cr20Ni11钢埋弧焊接后良好的耐晶间腐蚀性能也说明了这一点。
3 结 论
(1) 埋弧焊材SJ601A焊剂和HS308L焊丝的焊接工艺性能良好,脱渣容易,电弧燃烧稳定;埋弧焊接06Cr20Ni11钢焊缝成形美观,焊缝表面没有黏渣、气孔和压坑等缺陷,X射线探伤检测结果为Ⅰ级焊缝。
(2) 06Cr20Ni11钢埋弧焊焊缝的化学成分满足标准要求,杂质元素硫和磷含量较低;焊缝金属凝固模式为FA,组织为奥氏体和少量δ铁素体,δ铁素体体积分数为9.2%,呈枝晶状分布。
(3) 06Cr20Ni11钢焊缝金属的拉伸性能和抗冲击性能均符合要求,冲击断口存在大量韧窝,断裂方式为韧性断裂;焊缝侧弯试验合格,耐晶间腐蚀性能良好。
