基于Siemens S7-200 PLC的白酒勾调控制系统设计
2020-03-04姚娅川
杨 洋,姚娅川,郑 婷,潘 斌
(1.四川轻化工大学自动化与信息工程学院,四川自贡 643000;2.人工智能四川省重点实验室,四川宜宾 644000)
白酒的勾调是个非常复杂严谨的过程,特别是在进行批量生产时,各个环节需要达到高度的一致性,才能按预期生产出风味稳定、质量达标的产品。课题组从数据共享、远程操控、实时性的角度出发,拟采用物联网技术应用于勾调系统,减少生产成本,提高生产效率[1]。
1 白酒勾调系统设计思路
控制系统由上位机、PLC、压力传感器、勾兑泵、流量计、电磁阀等组成。在上位机的控制下,依照设定的配方来完成智能勾调。
1.1 控制系统结构框图
控制系统结构框图见图1。
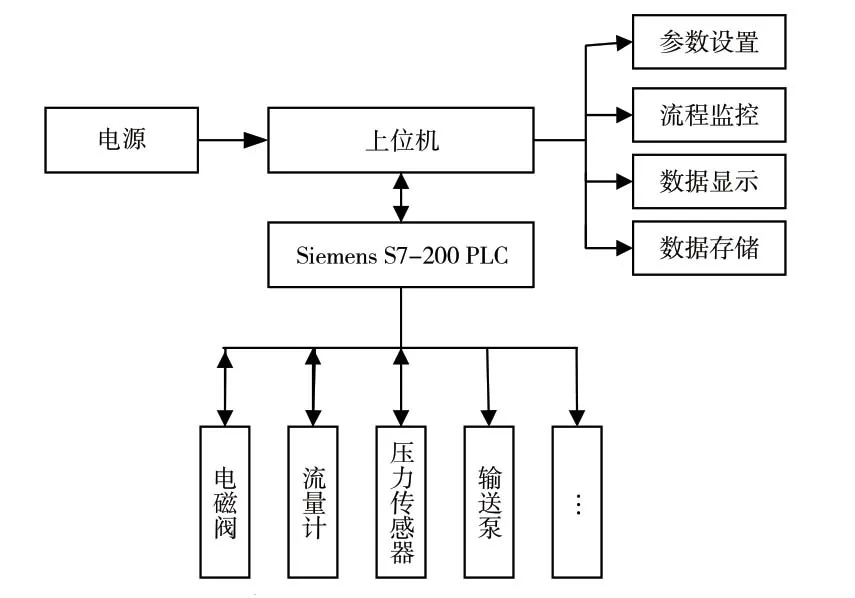
图1 控制系统结构框图
1.2 勾调控制原理
通过在上位机输入配方并保存后,通过CP5611卡传送至可编程控制器临时保存,PLC即根据配方完成勾兑全过程。可编程控制器根据配方的罐号和用量自动起动勾兑泵,自动开启基酒罐、软水罐相应阀门及勾兑罐阀门,同时流量计开始工作,根据流量计的反馈值,当一个基酒罐的配方用量完成后,自动关闭该罐阀门后,起动下一个基酒罐阀门,直至配方用量完成,勾兑过程结束。
2 PLC硬件模块
2.1 PLC选择
在本白酒勾调系统中的PLC采用Siemens S7-200 PLC。因为它具有以下优势:
(1)模块设计方便,模块化控制精确,通讯方式多样。
(2)体积不大、小巧,方便应用与安装。
(3)具备所有CPU型号的功能,存储器容量很大,具有快速的响应速度。
(4)具有很好的安全性与稳定性。
(5)易于使用STEP 7-Micro/WIN工程软件。
(6)既适用于初次使用者,又适合熟练者使用,具有RS485接口与DP总线接口。
2.2 PLC硬件配置
(1)CPU模块。在本系统中选用CN系列中的CPU226CN作为中央处理单元,它具有24个输入点以及16个输出点的小型PLC,满足实验室里的白酒小样勾兑的系统要求,它可以扩展7个模块。对于本系统要采用PID控制算法完成勾兑的要求,它也可以满足,支持与PC机使用RS-485通讯。
(2)电源模块。根据现场设备的工作电压的要求,采用PS3075A电源模块,把模拟控制器的220 V电压转换成字控制器的24V数电压电。
(3)数字量输入输出模块。本系统只接收直流电信号,所以选用多个型号为SM321 DI32 x DC 24V模块的数字输入量模块,若有多出来的点数,可以作为系统的扩展备用。本系统的数字量输出模块则选用四个SM 322 DO 16 x AC120/230 V/1A模块,同样预留一定的点数以备扩展[2]。
(4)通讯模块。本系统采用WinCC设计上位机的界面,在上位机端插入CP5611通讯卡,通过其实现PROFIBUS与PLC的相连接。
3 现场设备控制模块设计
根据本系统的需求,PLC需要控制的现场设备有电磁流量计、调节阀、各阀门开关等,综合以上设备与人工需要采集的数据与控制要求,系统采用现场总线控制系统,关于系统现场设备的控制模块的设计如图2所示。
1)酒液温度:在酒罐中放置合适的温度变送器,PLC将采集由变送器转换好的标准的4~20mA电流信号。在PLC中设定好温度的换算规则来得到酒液的温度值,监测人员可以对其进行实时的监测与控制。
2)酒罐液位:酒罐液位的控制采用液位变送器测量。首先传感器采集信号传给变送器,然后变送器将传感器传来的信号转换为4~20mA的电流输入给PLC,PLC内部根据设定的算法转换为液位量,从而得到罐内的液位,还可以内部算法中温度的换算规则,这样可以提高液位测量的精准度[2]。
3)流量:由PLC采集流量计转换过来的4~20mA电流输出信号后,并由PLC控制算法转换成需要的流量数据。对于不同浓度液体采用不同的流量进行测量,流量计类型包括多种不同类型的流量计。
4)流体截流控制:采用电磁阀控制管路的流量断开与接通,通过PLC从DO输出阀门的开关信号来控制截流。
5)输送泵的控制:输送泵比较好连接,直接将它的吸线圈控制线与PLC 的DO通道串联,可以实现控制开启和停止。
6)泵及各阀门开关状态的监控:电磁阀通过PLC相应的DO的“1”或者“0”信号来判断开关的状态。电动调节阀和输送泵的工作状态则可以通过PLC的DI的高低电平信号来进行判断。
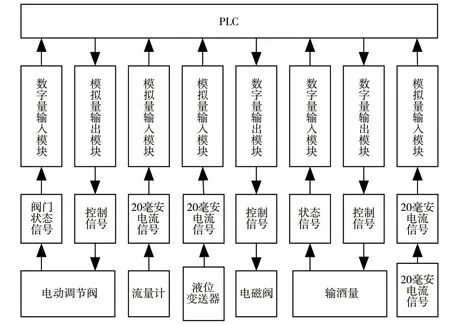
图2 PLC与现场设备的控制原理图
4 系统软件部分设计
采用PROFIBUS总线将主站、从站PLC连接,达到相互通信的作用。PLC连接现场设备对其进行控制,实现主站与从站之间相互监控。控制系统分为两个部分:PLC控制软件、上位机监控软件。然后采用STEP7 V5.5完成系统组态和编程,WINCC V5.5用于系统现场监控,实现人机界面。
4.1 PLC控制软件
主要进行的操作是:①根据压力传感器反馈的信号来对酒罐酒量的控制;②根据流量计反馈的信号对电磁阀、输送泵进行控制;③对阀门、泵的状态进行控制与读取;④提供报警指示。
4.2 上位机监控软件
通过CP5611卡与S7-200PLC进行通讯,包括数据采集和发送数据/指令;S7-200PL C则通过MPI接口与上位机交换数据,这种方式使通讯程序和组态软件构成一个完整的系统,保证了系统高效率地运行。主要事项的功能是:①形象直观的显示现场监控画面;②参数设置画面,操作者可以自由地对参数进行设定;③对每一次勾兑过程画面进行保存,以便于查询。
5 结论
采用功能多样化、安全系数高的SINMENS SIMATIC S7-200 PLC设计的白酒勾调生产自动控制系统,完全能满足白酒勾调生产的各种控制要求和工艺要求,通过网络传输达到实时监控,构成分布式测控系统,实现生产集中管理,从而达到提高生产效率的目的。