柔性夹具技术研究*
2020-03-03张丽丽
□ 赵 元 □ 张丽丽
1.辽宁省数控机床信息物理融合与智能制造重点实验室 辽宁抚顺 113122 2.沈阳工学院 机械工程与自动化学院 辽宁抚顺 113122
1 研究背景
随着数控机床加工能力越来越强,人们对夹具柔性化提出了新要求,即需要夹具来满足数控机床的加工能力和加工方式。柔性指根据生产工况的需要,工艺装备与工艺路线能满足多种产品的生产需求,缩短产品投放市场时间。柔性夹具指工件的形状和尺寸有一定变化后,夹具还能适应加工需求的应变能力[1]。
为更好地适应快速多变的市场需求,制造企业生产系统应具备一定的柔性。夹具是制造系统中的重要组成部分,夹具具备一定的柔性可以很好地满足快速换产的需求。柔性夹具由于设计的自动化程度较低,而且没有一般性方法可遵循,因此成为现代制造系统实现柔性的一个难点和瓶颈[2]。
2 柔性夹具发展
在机床传统夹具中,可调整夹具适合于一组或若干组相似零件的加工。一种零件加工完毕后,只需要调整或更换夹具上的少数零件,就能用于加工新的工件,可更换的调整件需要专门设计制造[3]。
专用夹具指用于特定零件加工或零件制造中某工序的夹具,在产品相对稳定、批量较大的生产中使用,可以有效降低劳动强度,提高生产效率,并获得较高的加工精度。
通过对夹具的元件和合件标准化,按照组合化的原理,基于一套预制好的标准元件和合件,针对不同加工工况,能快速组合成所需的专用夹具,且能够重复使用,这是组合夹具研发的出发点。组合夹具具有装配速度快、元件利用率高、适用工况范围广等优点。
结构可调整夹具建立在加工零件具有一定形状特征和加工特征相似性的基础上,针对不同批次的加工零件,不用更换夹具元件或重新进行夹具的设计与组建,而只是调整某些夹具元件的空间位置,便能适应该批次零件的装夹要求。结构可调整夹具的优点是只需通过夹具的结构调整,而不需通过更换夹具元件的方法来满足零件的装夹要求[4]。
专用夹具、组合夹具和结构可调整夹具的使用流程如图1所示。
结构可调整夹具可适应小范围内的柔性,组合夹具能满足大范围内零件加工的需求。实现夹具柔性化的基础是机床夹具的通用化、标准化、模块化,能够快速调整以满足生产的需求。
柔性夹具以组合夹具为基础,由一套预先制造好的各种不同形状、不同尺寸规格、不同功能的系列化、标准化元件和合件组装而成[5]。
柔性夹具元件、合件具有较好的互换性和较高的精度及耐磨性[6]。柔性夹具能保证工件在规定的坐标位置上准确定位和牢固夹紧,粗加工时能承受较大的切削力,以充分发挥数控机床的加工能力,精加工时能很好地保证工件定位基准和加工表面的位置精度。柔性夹具还能根据数控机床的要求,保证夹具允许刀具接近尽可能多的加工表面,甚至全部加工表面,可减少机床的停机时间,能在一次装夹多个工件的同时依次加工,可以减少夹具、刀具、工件系统的调整时间,减少刀具的更换次数,更好地发挥数控机床、加工中心的高效性能[7]。
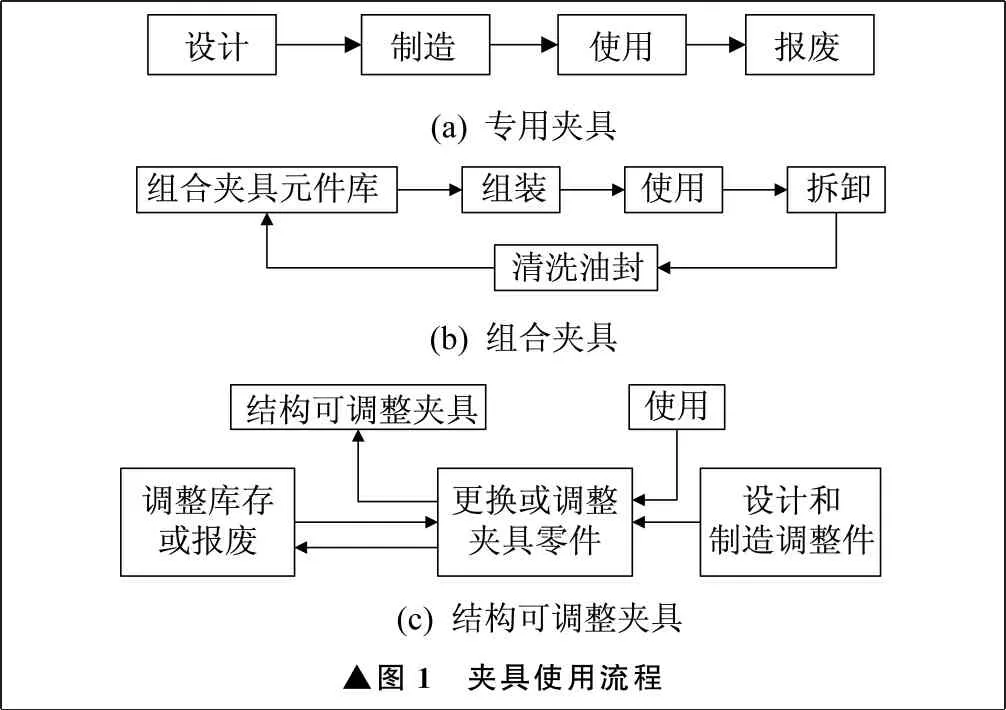
▲图1 夹具使用流程
3 柔性夹具特点
柔性制造系统中加工设备主要是数控机床或加工中心,加工零件的精度靠机床自身精度来保证,操作者只需要保证零件在机床中的坐标位置。此外,在柔性制造系统生产方式下,尽可能保证工件在一次装夹中完成多道工序的加工,这与专用夹具不同,即将专用夹具与工件的某一道工序相对接,变换成夹具必须与工件的多道工序或整个加工过程相对接[8],由此使夹具结构简单,数量减少,零件加工精度提高。
柔性制造系统中夹具结构是拼装结构,有一个共同的基础板,可定位夹紧一个或多个工件。柔性夹具不同于组合夹具,组合夹具适用于单件小批量生产[9],柔性夹具具有一定的专用性,是根据具体的柔性制造系统加工工件而设计制造的,如果更换新的加工零件,只要其结构外形、尺寸、定位基准形式等不超出系统原设计技术指标范围,夹具系统仍可使用,只需重新拼装即可。
柔性夹具的优点是结构简单,拼装环节少,刚性好,易于满足柔性制造系统中工件频繁变换与自动化加工的需要。夹具元件的种类和数量少,制作柔性制造系统工装费用低。存放柔性夹具及夹具元件的空间小,元件容易检索,可快速完成设计与拼装。
柔性夹具是针对特定柔性制造系统研制的夹具系统,夹具满足柔性制造系统加工的需求,结构简单,装卸迅速,一次装夹完成多面加工。具有足够的刚度和强度,可满足大切削用量加工需求。设计有一定的通用性,有足够的柔性,可满足柔性制造系统加工多品种零件的需求。元件拼装步骤少,可提高夹具的刚性,减小累积误差。
4 柔性夹具设计依据
柔性夹具是针对某一具体柔性制造系统而研制的,所以对于不同的柔性制造系统,由于选用的机床、零件结构、加工特征等不同,必然会存在柔性夹具系统的不一致。柔性夹具设计时,必须做好两方面的工作。
(1) 柔性制造系统对柔性夹具的要求。首先分析加工件的种类、结构特征、零件类型、加工形式、加工精度和表面粗糙度要求等。其次了解柔性制造系统主要加工机床,包括机床主要技术参数、型式、加工能力等。最后确认夹具应该具备的特点要求,如尺寸、整体结构、夹具材料、夹具质量等。
(2) 零件常规加工和单机数控加工的特点。对于专用夹具、组合夹具、柔性夹具而言,都有基本的定位夹紧系统,在分析同类零件的加工方法时,着重了解夹具的定位和夹紧机构、基础板的结构形式,进而明确柔性制造系统中柔性夹具的结构形式。
在品种众多的零件之间,存在着大量的相似性,只有充分利用这种相似性,才能科学地形成若干个零件族,减少柔性夹具设计成本和费用。
5 柔性夹具设计方法
研发柔性夹具系统,首先要确定柔性制造系统中加工零件的类型。类型的确定要依据企业或加工对象的特征、柔性制造系统建立的规模及特点等众多因素。
5.1 零件结构及工艺分析
(1) 了解工件情况、工序要求和加工状态。对柔性制造系统加工零件进行分析研究,主要包括加工零件的结构特点、材料特点,零件的加工精度、加工余量,零件定位基准的选择、精度、与加工特征的关系,夹紧点的选择等。
(2) 了解数控机床、刀具的情况。夹具安装在机床工作台上,夹具结构设计时要了解机床工作台规格尺寸、工作台连接尺寸、加工空间、加工时机床的运动情况,同时也要了解加工刀具的主要结构、尺寸、制造精度和技术条件等,这些都是必需的。
(3) 利用相似性原理实现分组。成组技术思想是设计夹具系统的主要依据之一,在详细分析夹具结构及工艺流程,明确夹具使用要求后,利用零件结构、加工工艺、材料相似性原理将柔性制造系统加工零件划分成零件族,这有利于简化夹具结构。
夹具结构形式由加工零件外形尺寸、数控机床型式、加工工序内容决定,夹具结构确定时要满足下列基本要求:① 使零件组内任意一种零件迅速而稳定地在夹具上安装;② 具有良好的继承性,特别是对于基础件而言,以适应柔性制造系统加工零件品种增加的要求;③ 尽可能采用高效率的夹紧装置;④ 具有良好的调整性能,力求操作简便,性能可靠;⑤ 注意减小积累误差,以保证足够的刚度;⑥ 使结构紧凑,操作安全、可靠。
柔性夹具系统设计时的关键是确定零件定位及夹紧最佳方案,在拟定和最后确定方案时,应注意下面两个方面:首先,尽可能使组内各零件处于最佳的加工位置,减少机床或刀具行程,减少机床和刀具的调整工作量;其次,若同组零件结构形状的相似程度较差或有关尺寸分散程度较大,则应按尺寸参数划分调整组。
5.2 柔性夹具元件系列的确定
夹具结构形式确定后,仅表明夹具结构的大致形态和在数控加工机床上的安装状态。究竟这些夹具由哪些元件组成,哪些是通用标准件,哪些是专用件,则要根据柔性夹具的特点作进一步分析[10]。通过用最少的元件来完成柔性制造系统全部零件加工所需夹具的组装,同时满足柔性制造系统中同时组装若干套夹具的需要,这样既可以为企业节省费用,也可以为车间节省空间。
5.3 强度与精度保证
在一般夹具设计过程中,工装常采用类比法进行结构设计,通常能满足要求,不需进行复杂的计算与分析。对于柔性夹具的设计,由于柔性制造系统加工零件结构精度不一样,柔性制造系统对夹具设计提出的要求也不同,再加上柔性夹具自身的特点等,夹具基础件有可能制成专用件。如孔槽相间的基础板,既可以是平板式,又可以是整体立碑式,还可以是组合碑座式。如果不加分析就把基础板制造出来,不仅达不到柔性制造系统对夹具提出的要求,而且会造成极大浪费和损失。对此,可通过有限元分析对正在设计的夹具进行仿真,通过应力与位移分析,从多种方案中选择一种最优设计方案。
6 结束语
柔性夹具系统是一种高效的、可循环重复多次使用的现代化夹具系统,可以组装成各种夹具,适应现代加工的需求。柔性夹具对于制造企业而言,一方面大大节省了设计和制造成本,另一方面缩短了夹具的制造周期,能够适应现代生产所要求的小批量、换产快特点。
