天窗安装板材料利用率的提升
2020-03-03刘玉山赵明郑飞张毓奇瑞商用车安徽有限公司
文/刘玉山,赵明,郑飞,张毓·奇瑞商用车(安徽)有限公司
车身成本控制中冲压件材料利用率绝对是一个重要的环节,各主机厂为了降低材料成本,通过对产品结构及冲压工艺的不断调整,追求材料利用率最大化。同时材料利用率的提升贯穿于整个车型设计开发各阶段及环节:M0造型阶段、车身产品结构、产品工程数据工艺设计方案及新设备、新材料的应用等,归纳总结冲压材料利用率控制措施可分为16种。
天窗安装板由于制件尺寸大,同时中部安装天窗导致制件材料利用率一直比较低。本文通过对天窗安装板产品结构及冲压工艺分析、调整,展示了几种状态下制件的材料利用率,图1为整体式天窗安装板,选用材料为HC220Y,产品尺寸为1625mm×1115mm×1.2mm,产品净重量为5.2kg。
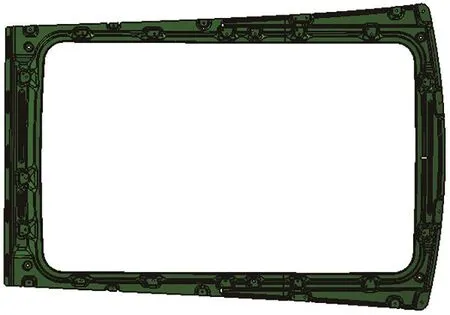
图1 整体式天窗安装板
采用方料的材料利用率
按照产品特性并结合冲压工艺,制件冲压工艺为拉延→修边、冲孔→翻边、整形→冲孔,在上述工序中影响材料利用率的关键工序为拉延工序。下面我们通过使用CAE分析来确定采用方料时的材料利用率,图2为具体的制件成形分析。
毛坯板料尺寸为1790mm×1325mm×1.2mm,毛坯板料重量=长×宽×料厚×密度=1790mm×1325mm×1.2mm×7.85kg/m3×10-6=22.34kg,制件材料利用率=产品净重÷毛坯重量=5.2÷22.34=23.28%。从以上方案分析可以计算出,制件采用方料成形时的材料利用率为23.28%。

图2 制件采用方料的CAE分析图片
采用梯形料的材料利用率
由于天窗安装板产品特点,制件两头尺寸不一样大,针对该类的制件在拉延成形时可以采用梯形料,图3为具体制件成形分析图;具体材料的排样图如图4所示;整体式天窗安装板开发冲压工序图如图5所示;整体式天窗安装板现场模具实物如图6所示。
制件材料利用率计算:
毛 坯 板 料 尺 寸 为 1790mm×(1325+1100)mm×1.2mm,毛坯板料重量=长×宽×料厚×密度=1790mm×(1325+1100)mm÷2×1.2mm×7.85kg/m3×10-6=20.44kg,制件材料利用率=产品净重÷毛坯重量=5.2÷20.44=25.44%。从以上方案分析可以计算出,制件采用方料成形时制件的材料利用率为25.44%。
对产品进行分件提升材料利用率
对于一些产品造型复杂及材料利用率比较低的制件,在产品设计阶段我们可以采用大件分成部分小件进行开发,这种方式可以大大提高制件的材料利用率,为此在新车型开发中,可以运用并通过验证满足产品定义要求。通过对天窗安装板产品结构进行分析并结合产品特点,天窗安装板制件可以分为4组制件,如图7所示。结合分件后制件特点,该4组制件可以采用合并的方式进行生产,如图8所示。

图3 制件采用梯形料的CAE分析图
图4 梯形料排样图
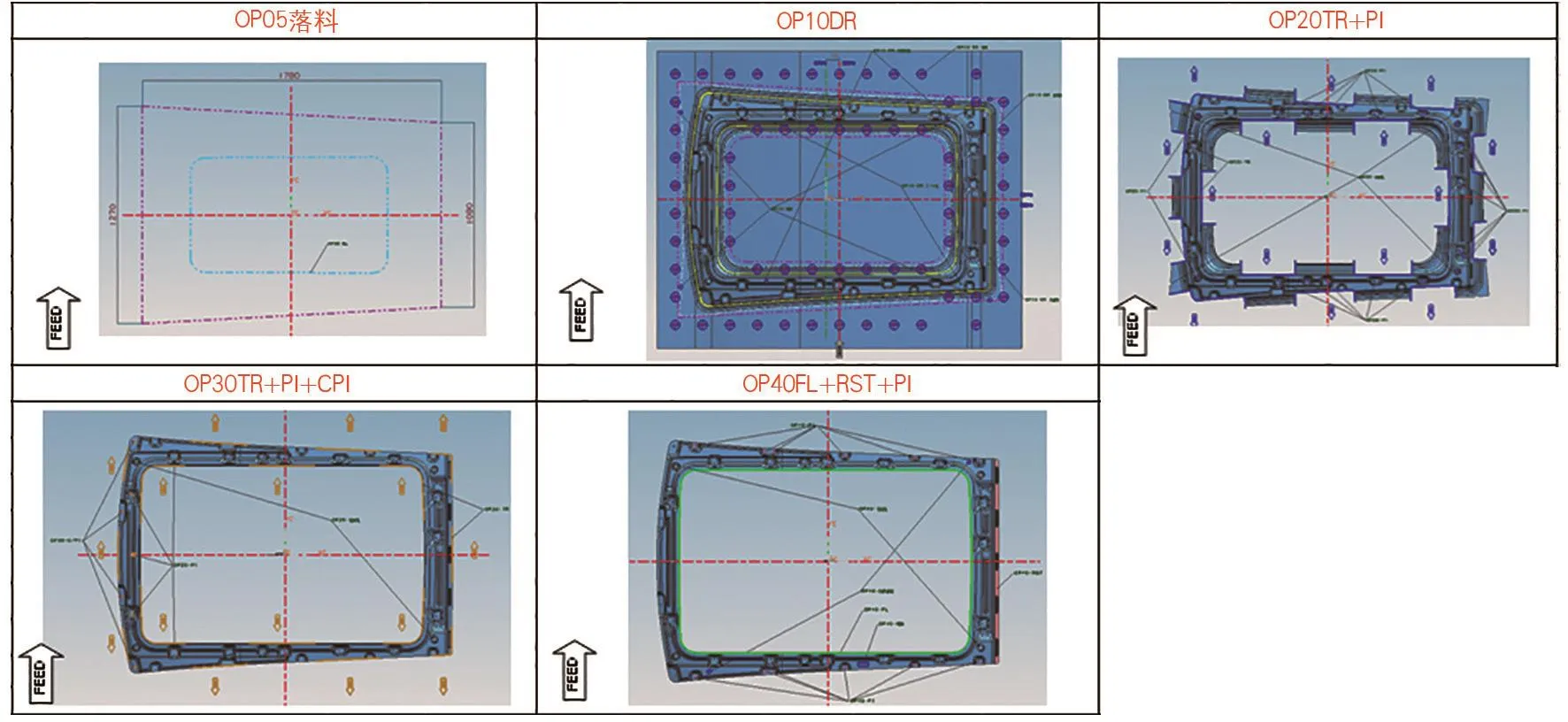
图5 整体式天窗安装板开发冲压工序图

图6 整体式天窗安装板现场模具实物
通过对上述分件后的制件合并后进行分析,制件两端大小不一样,制件成形时可以采用梯形材料,具体见图9中的制件成形分析;制件梯形料排样图如10所示;天窗安装板分件左/右段实物单件如图11所示。
制件毛坯材料计算:
毛坯板料尺寸为660mm×(1325+1100)×mm×1.2mm,毛坯板料重量=长x宽x料厚x密度=660mm×(1325+1100)mm÷2×1.2mm×7.85kg/m3×10-6=7.54kg,从以上方案分析可以计算出,天窗安装板左/右段后制件材料重量为7.54kg。
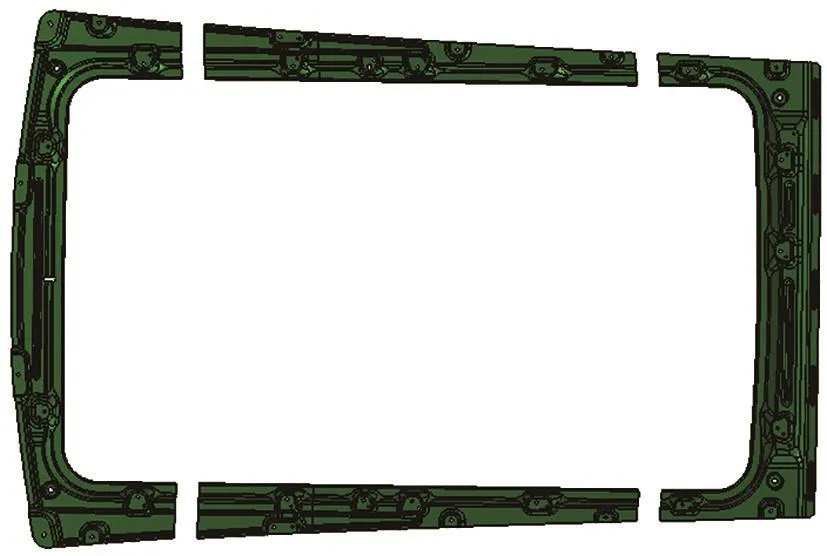
图7 天窗安装板分件数据状态
通过对图12天窗安装板分件后的制件进行分析,制件采用方料成形,具体见图13制件成形分析图,天窗安装板分件上/下段实物单件如图14所示。
制件毛坯材料计算:
毛坯板料尺寸:1300mm×400mm×1.2mm,毛坯板料重量=长×宽×料厚×密度=1300mm×400mm×1.2mm×7.85kg/m3×10-6=4.9kg,从以上方案可以计算出,天窗安装板上/下段合并后制件材料重量为4.9kg。

图8 天窗安装板分件左/右段合并

图9 天窗安装板分件左/右段合并CAE分析

图10 梯形料排样

图11 天窗安装板分件左/右段实物单件

图12 天窗安装板分件上/下段合并
天窗安装板分件后制件材料利用率计算:
毛坯板料重量为分件后制件毛坯重量:7.54+4.9=12.44kg,制件材料利用率=产品净重÷毛坯重量=5.2÷12.44=41.8%。

图13 天窗安装板分件上/下段合并CAE分析

图14 天窗安装板分件上/下段实物单件
从以上方案分析可以计算出,天窗安装板使用分件方案后,制件材料利用率可以达到41.8%。
结束语
本文重点对天窗安装板制件的成形进行分析,确定最佳的材料利用率方案,通过对天窗安装板在使用方料、梯形料及分件方案分析后可以看出,采用分件方案后制件材料利用率可以大幅度提升;并采用CAE分析制件的成形性并确定板料尺寸,并计算材料利用率,为后期该件的产品设计及模具设计开发提供一定的借鉴作用。
