某型号点波束天线反射器成型工艺改进①
2020-03-02张静
张静
(中航飞机股份有限公司复合材料厂 陕西西安 710089)
近年来,随着科学技术的不断进步,材料技术得到了飞速发展。先进复合材料继铝、钢、钛之后,迅速发展成四大结构材料之一,其用量已成为航空航天结构的先进性标志之一[1-2]。
卫星结构的轻量化对卫星功能和发射成本的影响至关重要,而选用复合材料是实现卫星结构轻量化的有效途径[3]。目前卫星的微波通信系统、能源系统( 太阳能电池基板、框架)、天线系统、各种支撑结构件等已基本上做到了复合材料化。但随着卫星制造技术的发展,复合材料天线的精度等级要求愈来愈高。对于大尺寸、高型面精度的天线来说,复合材料构件的变形控制和型面稳定性是当务之急[4-6]。本文主要针对某型号卫星点波束天线反射器在试验过程中存在的质量问题进行分析,通过蜂窝芯拼接预成型、中心圆环安装孔钻制、复材模具型面修整、压力垫制作方案调整、蒙皮与蜂窝芯配合不当处增加胶膜等一系列工艺改进措施,解决了热真空及振动试验后反射器型面精度变化较大,上蒙皮出现多处脱粘的问题,保证了产品质量。
1 产品结构介绍
某型号点波束天线反射器(见图1)为碳纤维蒙皮/铝蜂窝芯夹层结构,蒙皮材料为M40J碳纤维单向带预浸料,上、下蒙皮均为4层,铺贴顺序按0°/45°/-45°/90°对称,胶膜使用的REDUX312-100GSM,蜂窝芯为BC1.8-3/8P-15有孔铝蜂窝(见图2)。该反射面为环焦反射面,投影口径1000mm,设计要求型面精度RMS≤0.1mm。
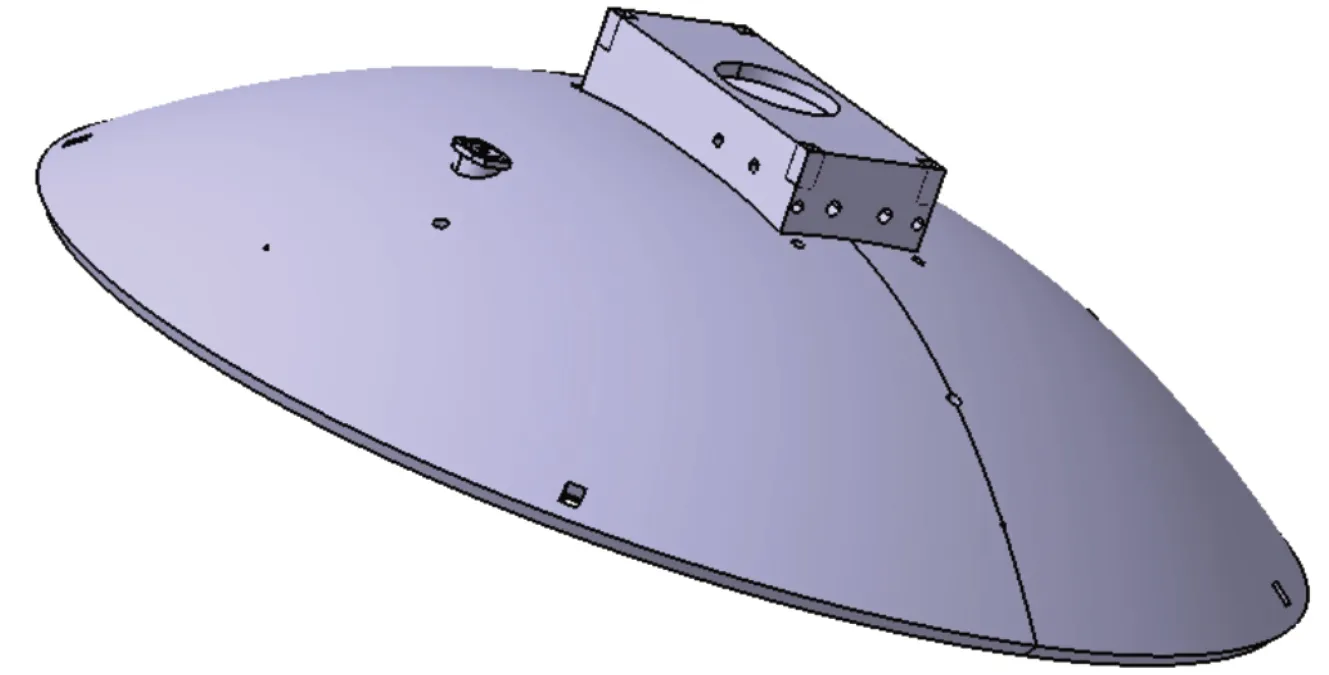
图1 点波束天线反射器结构
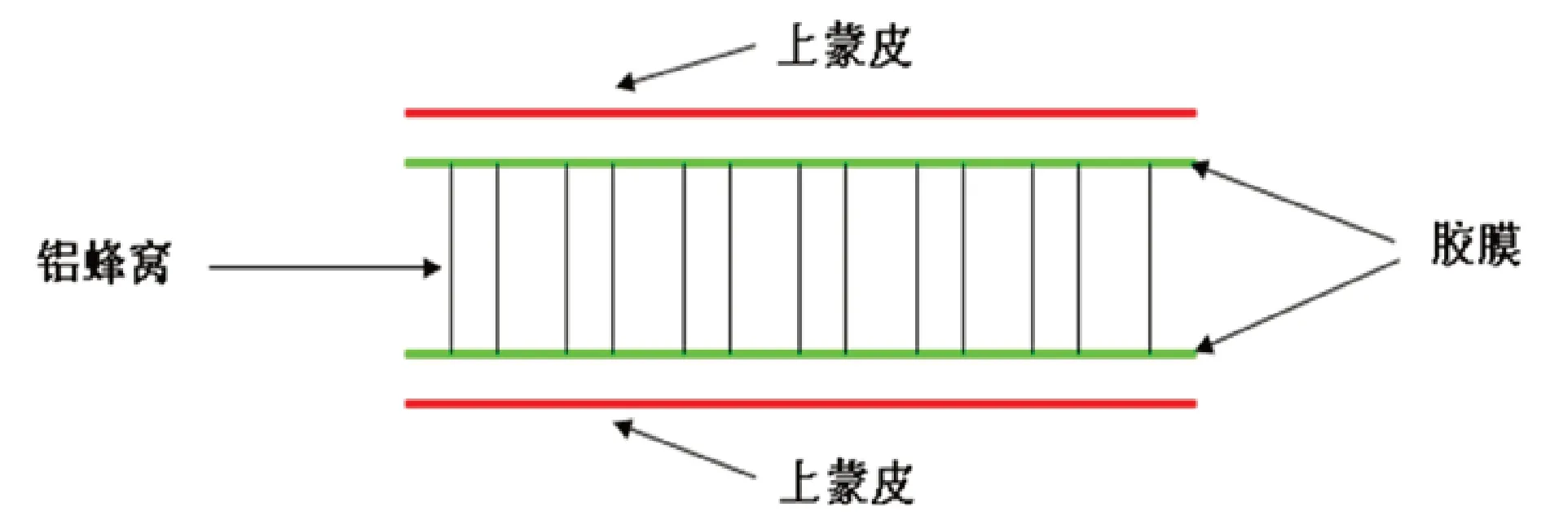
图2 反射器铺层结构
2 成型工艺
此类产品的反射面一般的成型工艺是采用两步成型法:(1)以金属成型模为依据制造一个复材成型模,在复材成型模上固化成型反射面的上蒙皮;在金属成型模上固化成型反射面的下蒙皮;(2)在金属成型模上将上、下蒙皮及铝蜂窝芯组合胶接固化反射面零件。
反射面蒙皮的固化温度为13 5℃±5℃,压力0.3MPa,蒙皮与蜂窝芯组合固化温度为120±5℃,压力0.15MPa。
3 存在问题及原因分析
使用M40J碳纤维预浸料和中温胶膜REDUX312UL,采用两步成型法成型后反射面在实际使用过程中存在几个方面的问题:
(1)反射器在进行-196℃~128℃高低温循环试验后,上蒙皮与蜂窝芯胶接面局部脱粘;
(2)热真空及振动试验后,反射器型面精度变化较大,不能满足设计要求。
从该反射器的设计选材、成型工艺、操作过程以及后续试验环境多个方面综合考虑,主要原因有以下几个方面。
(1)该反射器虽口径不大,但焦深较大,整张铝蜂窝芯在铺贴过程中贴胎会产生较大的内应力。从实际操作的状态来看,蜂窝芯必须经过长时间的真空压实才能达到较好的与蒙皮贴合的状态。
(2)上、下蒙皮分别在球墨铸铁、假件上成型,由于蒙皮材料与工装热膨胀系数的差异,固化后蒙皮存在一定程度的变形,蒙皮与蜂窝芯组合时配合状态不佳,而且设计选用的胶膜厚度仅0.1mm,因此固化过程中蒙皮与蜂窝芯之间可能会存在弱粘接的区域。
(3)用于成型反射面上蒙皮的复材模具是按金属模具成型,其工作面型面精度与理论型面有一定的差异,导致反射面上蒙皮的型面偏差会略大。
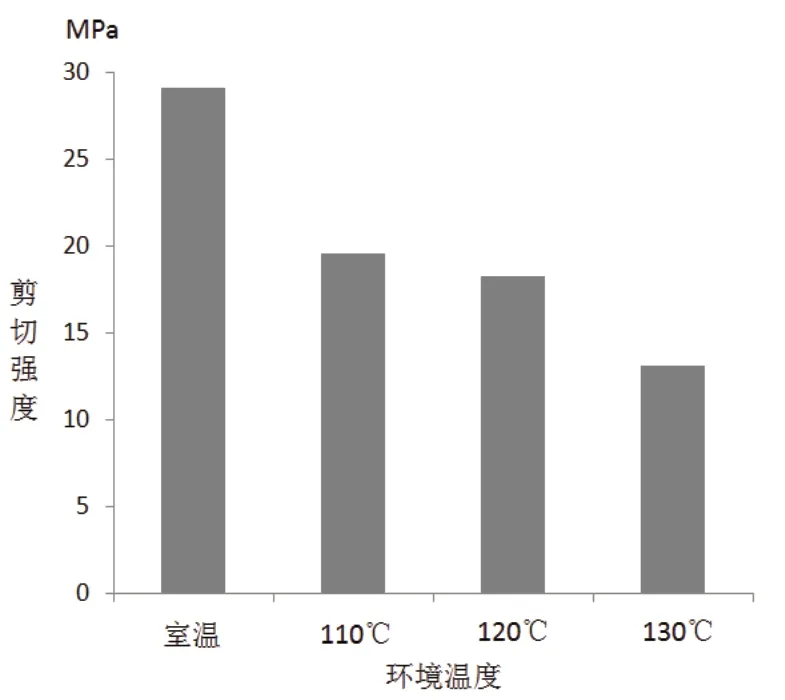
图3 REDUX312UL胶膜剪切强度随环境温度的变化
(4)由于该反射器的特殊使用环境,其热真空试验温度与所用胶膜的固化温度基本一致,而胶膜的力学性能在接近固化问题的环境条件下有明显下降,130℃环境温度下胶膜剪切强度与室温下相比下降了55%。详见图3。若反射器成型过程中内应力较大,且存在弱粘接区域,反射器在热真空试验高低温反复循环过程中内应力大于粘接强度,就会造成弱粘接位置蒙皮脱粘,且反射器型面会出现较大变化。
综合上述原因,在不更改设计选材的前提下,为避免反射器在实际使用过程中出现上述问题,就必须从整个操作过程中尽可能地减小反射器成型过程中的内应力,避免反射器蒙皮与蜂窝芯粘接时出现弱粘接。
4 改进方案
(1)蜂窝芯由整张铺贴改为5块对称拼接,并在组合前使用泡沫胶拼接后进行预固化成型。减小蜂窝芯在组合固化过程中贴胎产生的内应力,避免反射器在使用过程中因内应力释放造成型面不稳定。
(2)用于上蒙皮铺贴的假件在成型后按工装上的中心圆环外形线使用掏空钻掏出中心孔,并按此中心孔的外形制出上蒙皮中心圆环安装孔,避免划线钻孔造成上、下蒙皮中心圆环安装孔位置不协调,影响反射器成型后的型面精度。
(3)用于成型上蒙皮的复材模具通过摄影测量法对工作面进行型面检测,并按照实际偏差对工作面进行打磨修整。
(4)蜂窝芯拼接预成型时,在蜂窝芯翻边的余量区粘贴压敏胶带,待反射器固化成型后再去除蜂窝边缘余量,有效避免了蜂窝芯在拼接预成型及反射器组合固化时在真空压力作用下收缩,影响产品质量。
(5)为保证压力垫在反射器固化时能起到均匀传压的作用,压力垫成型时,在两层AIRPID之间铺贴一层1581玻璃纤维预浸料,使成型后的压力垫具有一定的刚性。另外压力垫成型时,在校准埋件安装位置放置定位销,保证压力垫上的校准埋件定位孔位置相对准确,避免因定位孔位置不准造成压力垫局部传压不均。
(6)为保证反射器粘接强度,避免热真空后出现蒙皮脱粘,在上蒙皮与蜂窝芯之间加铺一层胶膜。
5 结语
使用改进后方法生产的产品,通过了用户的热真空试验及力学振动试验的测试,反射器型面精度在试验前后能够保持稳定,未发生显著变化,且没有出现蒙皮脱粘的现象。
