某核电厂海水循环泵齿轮箱异物分析与处理
2020-02-26陈彰桥杜鹏程
刘 肖,陈彰桥,杜鹏程,刘 星
(福建福清核电有限公司设备管理处,福建福清 350318)
0 引言
某核电厂海水循环泵是循环水系统主要能动设备,将冷却介质海水增压后输送到凝汽器中,以冷却核电站二回路。海水循环泵为核电站关键敏感设备,主要包含混凝土蜗壳泵、6.6 kV电机、行星齿轮箱、润滑系统等。其中,行星齿轮箱为立式、双浮动、双斜齿、四行星结构。该设备于2014 年投产,在2018 年的一次检修中,发现循环泵齿轮箱的油品颜色较深,齿轮箱内部附着有黑色泥状物质(见图1)。设备用润滑油品为美孚DTE 重级循环系统油VG100。
为确保循环泵的安全运行,对齿轮箱异物原因开展试验分析,根据分析结果排查设备,找到了异物产生的直接原因与根本原因,并进行了处理。

图1 循环泵齿轮箱底部异物
1 试验分析方案
该设备所用的美孚DTE-重级循环系统油VG100,是L-TSA型汽轮机油,油品中含有适量的抗氧化剂和腐蚀抑制剂。汽轮机油的作用主要是润滑、冷却和调速,根据其作用特点,汽轮机油必须具备适宜的黏度、良好的氧化安定性和黏温性[1]。据此,制定检测分析方案为:①对比检测在用油和新油的黏度、黏度指数、酸值、元素和红外光谱图,以分析评估在用油的理化性能、磨损和污染情况;②通过铁谱分析、电镜能谱分析,检测油中异物的主要成分。
2 试验结果与分析
2.1 理化性能与元素分析
吸油纸擦拭齿轮箱后,挤压得到在用油样品,如图2 所示。新油外观为淡黄色,清澈透明无杂质;在用油颜色变深、浑浊有杂质,说明在用油可能存在氧化或杂质污染。
对比检测在用油和新油的黏度、黏度指数、酸值、元素和红外光谱图。表1 是油品理化性能检测结果,在用油的黏度、黏度指数、酸值与新油相比无明显变化,说明在用油在使用过程中性能较为稳定,未出现严重氧化变质情况。
油品受到红外光照射时,油分子吸收一部分能量,并将其转变成分子的振动和转动内能,不同的分子具有不同的振动和转动内能,因此就有不同的红外光谱图[2]。通过红外光谱特征峰的变化情况,可以跟踪油品中添加剂的消耗情况,从图3 红外光谱结果来看,在用油和新油的特征峰一致,说明在用油的添加剂消耗在正常范围内。

图2 样品外观

表1 油品理化性能检测结果

图3 红外光谱分析结果
通过元素分析(表2)发现,在用油存在磨损金属元素Fe,且含量远高于新油和标准限值,Fe 主要来源于设备轴承、齿轮等的磨损;此外,在用油中Si 元素含量高于新油,略高于标准限值,Si 为污染元素,主要来源于外界粉尘等的污染[2]。
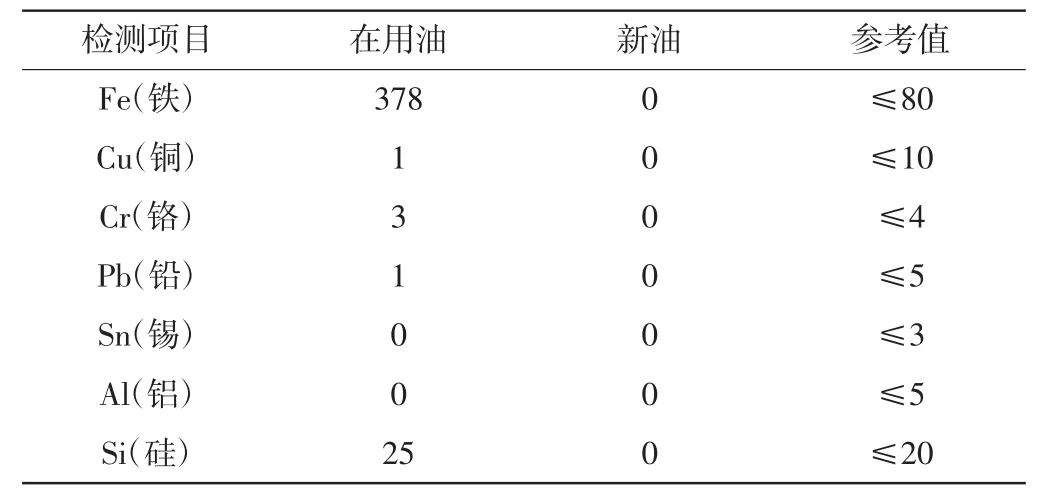
表2 元素检测结果
2.2 铁谱与电镜能谱分析
对在用油进行铁谱磨粒分析,根据颗粒的类别、材质、尺寸、含量等确认油中黑色油泥状物质的主要成分,检测结果见图4。分析发现,在用油中主要为亮白色颗粒(图中①)、暗灰色颗粒(图中②)、粉尘(图中③),以及锈蚀颗粒(图中④)。其中亮白色颗粒为磨粒,而暗灰色颗粒可能为钢或铁氧化物。
为了进一步验证亮白色颗粒和暗灰色颗粒的成分,分别对这两种颗粒进行电镜能谱分析,检测结果见表3 及图5、图6。这两种颗粒的主要为Fe、O 元素,其中暗灰色颗粒的O 元素含量更高,主要成分为钢的氧化物。亮白色颗粒的Fe、Sn 含量较高,为齿轮或轴承的磨损颗粒。
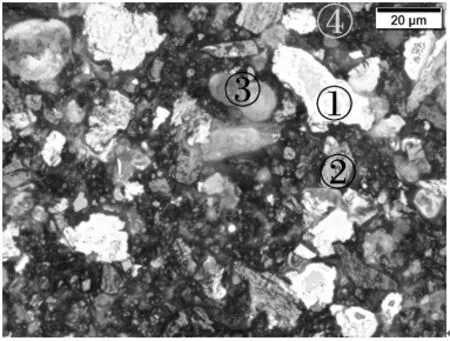
图4 在用油铁谱磨粒图

表3 在用油电镜能谱分析
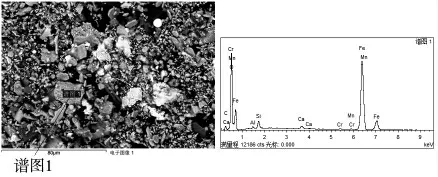
图5 暗灰色颗粒电镜能谱
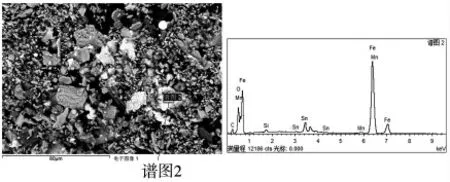
图6 亮白色颗粒电镜能谱
2.3 试验小结
综上分析可见,在用油的理化性能指标正常,油品未出现严重的氧化变质。在用油中的异物主要为钢质磨粒及钢质氧化颗粒,此外还含有油泥、粉尘、纤维颗粒。
3 设备排查分析
根据分析结果,对设备油位、油温、磨损等开展排查。经排查,循环泵齿轮箱润滑油油位高度为330 mm,满足系统要求;对齿轮箱等进行目视检查,未发现肉眼可见的磨损。油温方面,在循环泵未启动时,齿轮箱的导向轴承、推力轴承的温度已升高到68 ℃左右(设备正常运行时,油温约为45 ℃),如图7 所示。据此认为,齿轮箱电加热器对润滑油进行持续加热,油温传导至轴承,而轴承位置离电加热器位置较远,可以推断电加热器温度应远高于68 ℃。
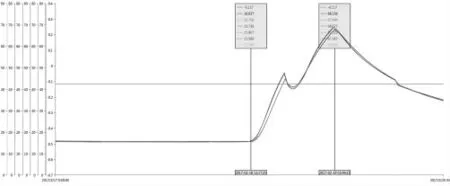
图7 齿轮箱轴承温度趋势
电加热器安装在齿轮箱圆筒内部,其作用是对润滑油进行一定温度范围内的加热。当温度探头输入的信号低于10 ℃时,其常开触点闭合,加热器启动;当温度探头输入信号高于18 ℃时,其常闭触点断开,加热器停止运行。对电加热器的逻辑功能进行验证,发现加热器设置了温度偏差值,加热器启动和停止的输入信号分别变为15 ℃、25 ℃,但是加热器逻辑功能正常,且改变后的输入信号不会导致加热器的持续加热。因此,判断温度探头未测得实际的油温,输入了错误的信号,可能与探头的安装不到位有关。
4 综合分析与处理
4.1 综合分析
在用油的理化性能指标正常,油品未出现严重的氧化变质。在用油中的异物主要为钢质磨粒及钢质氧化颗粒,此外还含有油泥、粉尘、纤维颗粒。当设备中出现油泥时,设备管理人员最关心的是导致产生油泥的因素,尽管有研究推荐采用红外、酸值变化、黏度变化等来推断油泥的产生原因,但实际常常出现运行油的所有性能均正常,但设备中仍有油泥生成的情况。而目前尚未就油泥的组成与生成条件建立确切的关联[3]。在用油中的钢质磨粒应该来自设备轴承、齿轮等的磨损。虽然对齿轮箱等进行目视检查,未发现肉眼可见的磨损,但由于油温升高,会导致油黏度升高,油膜变薄,摩擦副可能会产生轻微磨损[4]。
润滑油在工作时如果处于高温和高压环境,设备表面的过热点会引发润滑油的热降解,导致油泥沉积在过热点,不易被油流带走[3]。此次油泥沉着在加热器外部散热片上,随着润滑油循环,与磨粒等一起沉积在齿轮箱油箱底部,即黑色油泥状物质。综合分析认为,电加热器的局部过热是循环泵齿轮箱异物的直接原因;温度探头输入信号错误,导致电加热器持续加热造成局部过热,是导致循环泵齿轮箱异物的根本原因。
4.2 处理情况
将齿轮箱润滑油全部排出,清理齿轮箱内部,并进行油冲洗(>24 h),直至齿轮箱底部几乎无目视可见的杂质。确保温度探头安装到位,清除加热器的温度偏差值。开机运行至今,未再出现上述异常情况。
5 结论
在用油的理化性能指标正常,油品未出现严重的氧化变质。在用油中的异物主要为钢质磨粒及钢质氧化颗粒,此外还含有油泥、粉尘、纤维颗粒。电加热器的局部过热是循环泵齿轮箱异物的直接原因。温度探头输入信号错误,导致电加热器的持续加热,造成局部过热,是导致循环泵齿轮箱异物的根本原因。