冷轧镀锌光整机带钢表面振纹问题的模态分析
2020-02-26宋龙朝张永国赵日银
宋龙朝,李 鑫,张永国,赵日银
(首钢京唐钢铁联合有限责任公司冷轧作业部,河北唐山 063200)
0 引言
镀锌线生产中,光整机起到压平带钢作用,能够使锌层更好的粘附到带钢上,且可以改善带钢表面质量。西门子奥钢联冷轧2230 镀锌光整机出现振纹缺陷,本文根据模态分析的理论方法,找出振纹产生的原因。
1 带钢振纹问题
经光整机轧制后,带钢表面产生明暗相间的条纹,条纹方向与带钢运动方向垂直。带钢表面振纹有以下特性。
(1)振纹间距基本固定,平均间距大概为10~20 mm;
(2)稳态轧制时轧制速度基本在125 m/min 左右;
(3)带钢出轧机后,通过肉眼观察很难直接看到振纹,需通过油石打磨后才能隐约看到明暗相间的振纹(图1)。
实际振纹频率满足以下关系式:f=(1000/60)(v/λ),其中,f 为振痕频率,Hz;v 为光整速度,m/min;λ 为振痕间距,mm。本次测试轧制速度基本稳定在125 m/min,实测振纹间距近似为15~20 mm,可以计算计算得到引起振纹的振源每秒钟振动的次数(振动频率)为125×1000/60/(15~20)≈104~138 Hz。
2 系统模态分析
为进一步确认引起工作辊、支撑辊与防皱辊振动的原因,对3 个辊子的固有频率进行分析计算。将上支撑辊及其轴承座视为单个质量m,上方的压下螺杆往下压,下方相当于轧辊之间弹性接触的3 根弹簧串联起来向上压,简化模型如图2所示。即把支撑辊的振动简化为单自由度的弹簧——质量系统。
对于这样的系统,其自由振动微分方程是:

这种振动的固有频率为:


图2 支撑辊的振动简化系统
因此,对于简化的支撑辊单自由度弹簧——质量系统,可用等效刚度K 来计算固有频率,其等效刚度K 为:

式中 K2——压下系统刚度
K3——上支撑辊与上工作辊间接触刚度
K4——上、下支撑辊间接触刚度
K5——下工作辊与下支撑辊间接触刚度
K2~K5直接通过计算比较麻烦,对于一般四辊轧机,考虑其尺寸比例,可以进行简化计算,设支撑辊辊径为D0,则带入式(2)可以得到

同理,也可以将工作辊假设为单自由度的弹簧——质量系统。由于一般工作辊垂直振动频率较高,可以认为支撑辊在其位置上是相对稳定,因此工作辊构成系统的质量。支撑辊与工作辊的固有频率见表1。由于上下辊相同,可用其中一个来建模,如图3 所示。设工作辊辊径为,应用类似支撑辊的求解办法可以得到工作辊的固有频率为

对于防皱辊,其固有频率计算可以看做是一个两端简支的轴,其固有频率可以根据下式计算

式中 k——防皱辊刚度
f——固有频率
D——防皱辊等效直径
l——防皱辊两简支点距离
m——防皱辊质量
防皱辊结构为芯轴加套筒结构,对于套筒部分,其简支点为套筒与芯轴之间轴承宽度的中点,根据图纸可知近似长度为2100 mm。套筒的外径与内径近似为300 mm 与240 mm,其等效直径为263 mm(根据惯性矩计算公式可得),套筒质量为493 kg,将其代入式(6)可得防皱辊套筒的固定频率为114 Hz。
如果将套筒与芯轴综合考虑,其简支点为长度为2400 mm,总重量为734 kg,其等效直径为264 mm,将其代入式(6)可得防皱辊整体的固定频率为77 Hz。
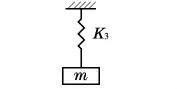
图3 工作辊的振动简化系统

表1 支撑辊与工作辊的固有频率
通过上述计算可知,工作辊与支撑辊的固有频率远大于与振纹间距相对应的频率范围100~140 Hz,防皱辊套筒的固有频率刚好处于100~140 Hz。为改变其固有频率,可以适当改变其结构(如减轻其重量等)。
3 结论
根据模态分析原理和方法,可以初步判断引起光整机振纹产生的原因,为问题解决提供理论依据。