大直径管道焊接培训用液压升降式工位架的设计
2020-02-26刘庆忠杜柏霖倪来兴
刘庆忠,杜柏霖,李 亮,倪来兴
(大庆油田工程建设有限公司培训中心,黑龙江 大庆163712)
0 前 言
大庆油田工程建设有限公司培训中心 (以下简称培训中心)一直负责大直径管道 (直径大于530 mm)的焊接操作人员的培训工作。近年来,大庆油田工程建设有限公司先后承揽了漠大二线、陕京四线、俄罗斯天然气东线等长输管道部分标段的施工,因此,培训中心的管道焊接培训任务也逐年增加。在大直径管道焊接培训过程中,培训中心一直使用的是简易工位架,该工位架结构简单,制作容易,为大直径管道焊接培训做出了贡献,但也逐渐暴露出焊工上、下管劳动强度大 (需至少2人),工件就位后高度与横梁角度不可调节以及安全性还有待提高等缺点。这些缺点与当今以人为本、注重安全的培训理念相悖,有必要对此进行改进。培训中心经多次试验,最终设计开发出了能解决上述难题的液压升降式工位架。新工位架采用液压顶升原理,工件上、下架仅需1人就可完成,且工件就位后高度和横梁角度可随意调整。在安全性方面,工件质量主要由液压缸承担,安全性较现有工位架大幅提高。该工位架已在培训中心多个培训班进行了应用,焊工反映良好。
1 工位架的设计思路
原有简易工位架结构简单,制作容易,其实物如图1所示。针对其存在的操作不便、工件就位后高度与横梁角度不可调节以及安全性还有待提高等缺点,新工位架的研制思路应满足以下条件:一是解决工件装卸不便的问题,做到即使1人也不影响培训;二是保证横梁高度和角度在工件就位后随意可调;三是提高工位架本身安全性和稳定性;四是便于维护保养。

图1 原有简易工位架实物照片
2 工位架的设计方案
根据已确定的研制思路,设计研制方案。为解决工件装卸不便的问题,设计目标是实现机械代替人工装卸工件,即在工件装载前,横梁能下落至较低位置,待焊管件由小车推至合适位置并使横梁位于管件内部,再由液压或电动提升至适合焊接位置。在动力选择上,可以选择液压和电动两种方式,比较两者在购置成本、占地尺寸、结构复杂性、安全性等方面因素后,考虑选择使用液压作为动力。
为保证横梁高度和角度随意可调,设计了顶升装置。顶升装置有外顶升和内顶升两种,二者都需要在立柱上开直孔,工位架结构如图2所示。由图2(a)可见,外顶升装置横梁结构与简易式工位架相同,由液压杆带动焊接在横梁端部的套管沿立柱外壁上下滑动,起到升降作用;由图2(b)可见,内顶升装置则考虑在液压杆顶部加装直径与立柱内径相近的滑块 (与横梁焊接),滑块沿立柱内壁上下滑动,带动横梁升降。
为保证安全性和稳定性,设计原则是安全性必须高于原有工位架;稳定性则是不能在焊接中晃动,影响操作。初步设想是通过在关键部位增加插销和顶丝方式来保证。
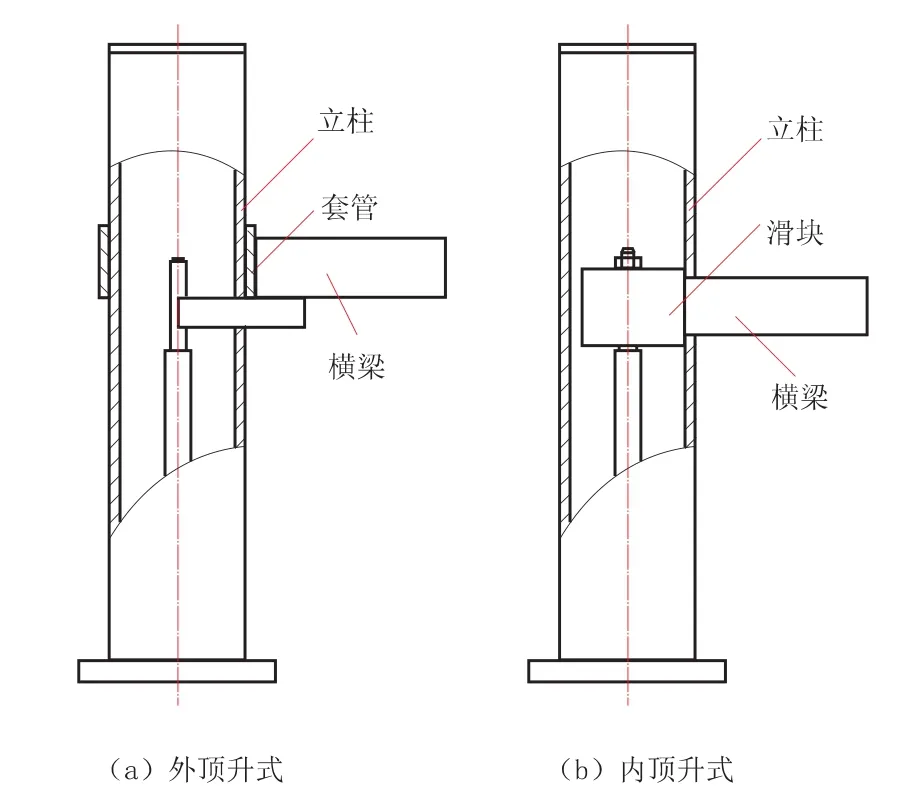
图2 工位架结构示意图
为方便维护和保养,液压千斤顶设计之初要考虑到更换维护问题,原则是拆装要方便,尽量减小对工位架的大拆装和破坏。
3 工位架的关键技术
如何实现横梁高度和角度在工件就位后随时可调,是本研究的研制核心。笔者分别对外顶升和内顶升工位架进行了试验。试验过程中发现,外顶升能升不能降,内顶升则升降相对容易。分析其原因,一是由于工件偏坠原因,无论外顶升还是内顶升,液压杆都将承受较大的弯矩作用,这对液压杆升降和寿命都是不利的,但由于立柱的支撑作用,一定程度上缓解了这种不利影响。二是对外顶升工位架来说,其受力力臂较长 (即立柱外径较长),所受弯矩较内顶升大 (即立柱内径较大),且套管受力与立柱之间形成剪力效应,容易卡死,这应该是液压杆不能下降的主要原因。三是与液压杆本身结构有关,液压杆下降时并不产生力,无法带动横梁下降。而内顶升相对外顶升来说,所受弯矩较小 (即立柱内径较小),且通过在滑块上加装滚珠,并将其形状由O形调整为D形,如图3所示,避免了剪力效应的产生,达到了升降相对容易的目的。对于横梁角度调整,通过在横梁段加装轴承得以实现。横梁角度的大小,则由分布在轴承外圈的销孔来决定。
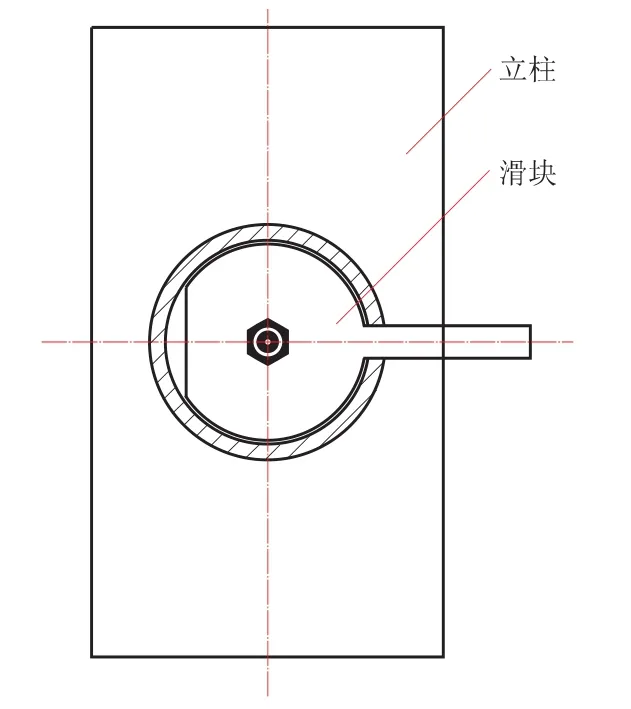
图3 滑块形状示意图
为确保使用的安全性和稳定性,工位架承载的工件质量主要由液压缸来承担,为提高安全系数,在立柱挡板不同高度增加了数个销孔,在横梁达到所需高度后,插入插销,形成双保险,具有更好的安全性。稳定性则由设置在立柱挡板、横梁套管等部位的顶丝 (各2个)和位于轴承部位的螺栓定位插销 (锥形)来控制,工件的稳定性完全满足焊接需要,如图4所示。

图4 工位架上的插销和顶丝
4 液压升降式工位架的使用效果与应用
根据研制方案,经反复试验改进后,液压升降式位架研制成功。新工位架主要由支架、液压千斤顶、立柱 (单侧开长直孔,直孔边缘两侧各焊一带有顶丝孔和销孔挡板)、横梁 (含轴承、定位插销、套管、L形架)等构成,如图5所示。工位架核心部件为液压千斤顶与轴承。液压千斤顶主要负责工件的承载和升降;轴承主要负责横梁角度的调整。液压千斤顶维护和更换非常方便,在需要时,可实现轻松更换。此外,在立柱挡板及横梁套管、轴承等活动部位设置的顶丝和螺栓定位插销,成功解决了工位架晃动的难题,保证焊接操作得以顺利进行。

图5 液压升降式工位架实物图
总体来说,该工位架达到了设计目的。相比原有简易工位架,具有以下优点:
(1)操作轻便,劳动强度低。新工位架工件装卸只需1人即可。焊前将组对好的工件通过地牛运至横梁处,踩动脚踏阀,由液压缸带动横梁托起工件。焊接完毕后,焊工旋动泄压旋钮进行泄压,横梁与工件在自身质量作用下降至地面,达到升降目的。
(2)调节方便灵活。焊接过程中,升降高度和横梁角度随时可调,方便焊工操作与教学需要。角度大小可由轴承外侧的定位销孔决定。
(3)安全性与稳定性好。如前所述,该工位架承载工件质量主要由液压缸承担,且有销孔做保险,安全性更有保障。稳定性则由设置在多个活动部位的顶丝和螺栓定位插销来控制,工件的稳定性完全满足焊接需要。
(4)维护方便。液压千斤顶在设计之初就已考虑到更换维护问题,只需拆除连接螺栓,取下立柱,松开压帽,卸下横梁,即可实现轻松更换。
目前,液压升降式工位架经多次优化,已在工程建设培训中心举办的中油管道分公司维抢修专业技能竞赛培训班、管道公司漠大二线、陕京四线、俄气东线等半自动焊接培训班、管道连头与返修培训班等多个培训班中进行了应用,应用现场如图6所示,学员反响良好。液压升降式工位架可适用于Φ530 mm以上大直径管道的焊接培训。

图6 液压升降式工位架在培训现场应用照片
5 结 论
(1)液压升降式工位架能够改进原有简易工位架存在的不足,达到了设计目的,使用反响较好。
(2)液压升降式工位架可适用于Φ530 mm以上大直径管道的焊接培训。
(3)液压升降式工位架具有操作方便、劳动强度低、安全性好等特点,可在大直径管道焊接培训等重载培训中广泛推广。