HFW生产线飞锯机辅助升降托辊调节设备的研制与应用
2020-02-26褚程国李同明王海峰郝向利张新民
褚程国,李同明,王海峰,郝向利,张新民
(浙江金洲管道科技股份有限公司,浙江 湖州313000)
1 概 述
飞锯机作为HFW焊管生产线在线定尺切割的关键设备,因其具有结构紧凑、操作方便、控制精度高、可靠性好等优点被广泛。目前国内HFW焊管生产线使用的飞锯机主要由小车行走机构、数控锯切机构及操作台等三部分组成。其中小车行走机构采用交流伺服电机驱动,控制精度高,稳定性好,定尺精度高;数控锯切机构采用4台交流伺服电机,以旋转铣切方式进行钢管的锯切,操作人员只需通过控制面板上钢管规格、壁厚、进刀量、定尺长度等参数的设置,就能实现钢管的连续自动定尺锯切;操作台主要由控制面板、数据电脑及不同功能按钮组成,是操作人员设置飞锯机工作参数和手动控制飞锯机工作的主要平台。
飞锯机主要工作过程:生产线上的钢管进入伸缩台架穿过飞锯机达到定尺长度时,飞锯机跟随钢管作同步向前移动,并在跟随一段距离后开始进行旋转锯切,直到完成切断后,飞锯机复位等待下一次定尺锯切。飞锯机锯切装置如图1所示。如果遇到对接管锯切或其他非定尺管锯切时,也可通过操作台转化为手动控制,实现各类定尺管锯切,相互转化十分便捷。
在生产厚壁大直径钢管时,锯切过程中飞锯机常出现夹刀现象,导致打刀、伺服电机过载跳闸、切面错边量超标、局部切不断等问题。
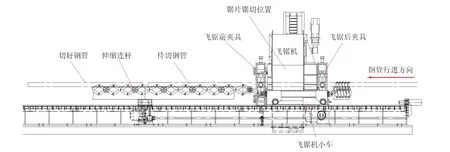
图1 飞锯机锯切装置示意图
2 飞锯机夹刀现象
在生产厚壁大直径钢管时,HFW焊管生产线上的飞锯机锯切位置前后各有一组夹具用于夹紧稳定钢管,圆周方向均布的4处锯片旋转锯切。由于单根钢管质量接近4 t,伸缩台架各个连杆托辊高度存在差异,且连杆托辊长度约4 m、轴径较小,整个连杆托辊刚度有限。待切钢管仅靠一端夹具夹紧,另一端连杆托辊托住,极易导致钢管切断瞬间因质量过大造成夹刀现象。尤其是旋转到钢管底部的锯片,夹刀现象非常明显,使得该位置锯片寿命较其他位置明显缩短。飞锯机夹刀过程如图2所示。

图2 飞锯机夹刀过程示意图
飞锯机在锯切时出现的夹刀现象会导致锯片损耗大、锯片驱动电机易过载跳闸停机及切断质量差等问题。HFW焊管生产线在生产厚壁、大直径钢管时,均会出现因钢管质量过重导致不同程度的夹刀现象。表1为浙江金洲管道科技股份有限公司生产不同规格厚壁、大直径钢管锯切时的夹刀情况。
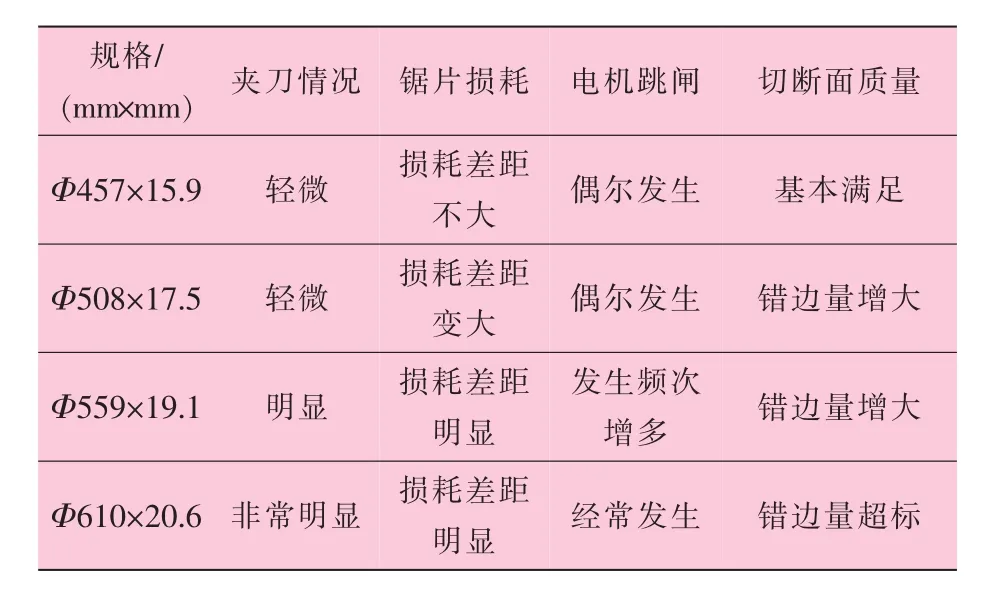
表1 生产不同规格厚壁、大直径钢管时的夹刀情况
夹刀现象产生的后果分析如下:
(1)锯片损耗大。HFW焊管生产线生产钢管壁厚超过15.9 mm、直径大于457 mm规格时,飞锯机对于锯片质量、进刀速度、进刀量等要求较高。正常生产期间锯片的爆齿现象也会发生,一旦出现夹刀现象,就会造成爆齿打刀,大幅度缩短了锯片的使用寿命。
(2)电机过载保护停机。飞锯机在锯切厚壁大直径钢管时,伺服电机通过刀片减速机经同步带传递给锯片进行旋转锯切。在锯切对接管或停机管时,因焊缝部位局部热处理不均匀,出现的夹刀现象特别严重。导致锯片夹住后引起刀片伺服电机过载保护停机,影响产品成材率,同时在夹刀部位可引起无法有效切断现象。
(3)切断面质量差。飞锯机由4片锯片完成锯切,正常情况通过锯片调整可保证切断面质量。夹刀会导致切断面质量下降,毛刺、错边等现象明显,增加后续平头工序工作量,降低生产效率。
3 飞锯机辅助升降托辊调节设备
3.1 功能介绍
飞锯机辅助升降托辊调节设备是在飞锯机移动小车轨道的基础上设计的一台可移动式高度可调节的连杆托辊设备,其结构和实物照片如图3所示。该设备连杆托辊装置与原伸缩台架连杆都具有旋转功能,长度为1 m,这样托辊的刚度就可大大提高,钢管在托辊上基本不会变形。该装置安装于原2个伸缩连杆之间,水平移动以原伸缩连杆作为动力源,保证该装置始终处在钢管的合理位置上托住钢管。设计的自动升降装置在生产过程中可根据钢管调型需要合理调节高度,既快捷又有效果。通过该装置的调节和使用,保证了钢管前部托辊高度与夹具底部高度一致,避免了飞锯机在锯切时出现钢管底部夹刀现象。
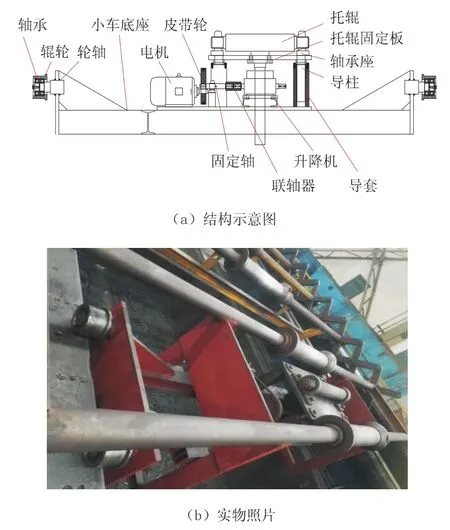
图3 飞锯机辅助升降托辊调节设备结构和实物照片
3.2 工作流程
(1)飞锯机辅助升降托辊调节设备辊轮放置在现有飞锯机轨道上,水平方向放置在距离飞锯机 “零位”约11 m位置。放置在2个伸缩连杆之间进行连接,调节托辊高度使得低于飞锯机伸缩连杆高度。
(2)钢管前部穿过飞锯机进入伸缩台架,当移动到新增加的飞锯机辅助升降托辊调节设备时,操作人员根据钢管前部与伸缩连杆和托辊高度位置,通过按钮及时升起托辊,使得托辊顶住钢管。
(3)当钢管前进到定尺长度时,飞锯机跟随钢管向前移动,伸缩连杆也同步向前移动,并带动飞锯机辅助升降托辊调节设备做同步移动。
(4)整个设备在同步移动时,操作人员根据钢管直度和飞锯机夹具底部高度,通过按钮对托辊升降进行微调。
(5)当托辊上升或下降到一定位置时,通过操作台上按钮使托辊高度稳定,使得钢管在切断时基本处于水平状态,最终保证了飞锯机锯切时锯片的稳定使用。
3.3 使用效果
飞锯机辅助升降托辊调节设备已在浙江金洲管道科技股份有限公司HFW焊管生产线上应用,并在Φ610 mm×20.6 mm规格、X65MO钢级海管项目中使用。项目前期试制阶段,飞锯夹刀、打刀现象基本每卷生产都会发生。在试制的6卷钢卷生产期间,共计打刀8次,电机跳闸保护3次,切面错边量最大达到15 mm。采用飞锯机辅助升降托辊调节设备后,通过操作人员的合理操作调整,夹刀现象得到明显改善。在正式生产Φ610 mm×20.6 mm规格1万t海管项目中,飞锯锯片寿命延长,基本消耗量稳定在4片/220根;整个项目夹刀引起电机跳闸停机7次,远远低于生产前预期次数;同时切断面质量控制稳定,错变量控制在5 mm以内。
4 结束语
该飞锯机辅助升降托辊调节设备的最大特点和优点是调节灵活直观,特别适用于解决因钢管超重引起的飞锯机夹刀现象。该设备的研发与应用对于合理使用飞锯机、减少设备故障、降低生产成本、提高生产效率、提高项目成材率有明显的作用。该设备已在浙江金洲管道科技股份有限公司HFW焊管生产线上应用,效果显著,为HFW焊管生产线批量生产类似Φ610 mm×20.6 mm厚壁大直径钢管提供了设备保障,值得在HFW焊管生产线上推广和应用。