一种微裂纹高耐磨药芯焊丝的研制
2020-02-22张嘉俊
张嘉俊
江苏维特高科焊业有限公司 江苏淮安 223100
1 序言
近年来,伴随着国内工程建设事业的高速增长,我国的采掘、筑路领域已然成为了国内高端装备制造业和战略性新兴产业重点支持发展产业。在可持续发展战略引导下,工矿机械易磨损部件修复再制造领域发展势头迅猛,易磨损部件的修复再制造不但可以节约金属资源,也为机械设备使用方降低成本提供了新途径。本文研制了一种微裂纹高耐磨药芯焊丝,可供采掘、筑路设备等易受土砂及金属间磨损的部件提供修复再制造使用。
2 研制
磨损是零部件失效主要原因之一,目前应用在抗磨损堆焊再制造领域较广泛的有高铬铸铁合金等,然而受合金本质及工艺方法的限制,当修复厚度超过一定范围,则会出现因焊接应力释放造成的裂纹(见图1)。尤其是边角部位、裂纹交错部位,往往会出现不同程度的剥落、掉块,严重影响了其耐磨损的效果。
另一方面,材料的开裂与碳当量也有直接的关系,一般认为,碳当量越高,越容易开裂。高铬铸铁堆焊合金的碳当量较高,一般在4%~6%之间。因此,对于微裂纹药芯焊丝药芯的设计上应在保证硬度的前提下,选用低碳当量的成分组合。
此外,还需要加入锰、硅、钛、铝等元素进行脱氧脱氮,以防止在焊接过程中出现气孔等相关缺陷。
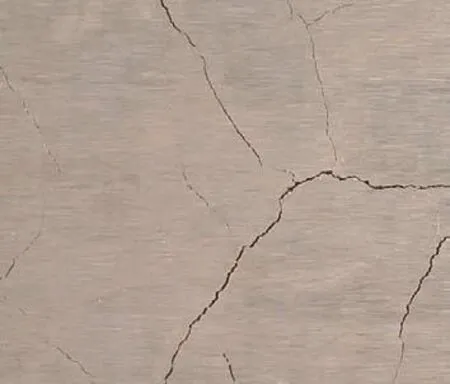
图1 高铬铸铁合金堆焊合金表面裂纹
在焊接保护气体的选择上,优先选用组分为80%Ar+20%CO2或85%Ar+15%CO2二元混合气体保护,而尽量避免使用100%CO2,减少保护气体的氧化性,从而使合金元素的烧损减少。
对于渣系的设计,应考虑去除造渣组分。作为堆焊药芯焊丝,对探伤要求不高,没有必要采取气渣联合保护的方式:因此采用金属粉芯,去除造渣的成分,提高焊丝的熔敷量,省略掉焊接施工人员除渣及清理现场的工作,将有效地提高焊接效率。
目前国内生产的药芯焊丝普遍采用轧拔法生产,由两部分组成,药芯部分和钢带外皮部分。
该药芯焊丝采用0.9mm厚度的SPCC冷轧低碳钢带(化学成分及力学性能见表1),设计药粉添加率为18%~24% (药芯组成见表2),采用轧拔法生产(轧拔法药芯焊丝生产线见图2),由直进式拉丝机拉细成1.6mm的线径。
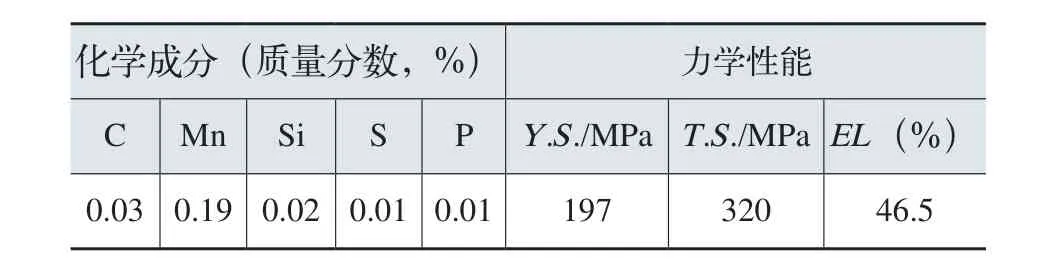
表1 SPCC冷轧低碳钢带化学成分及力学性能

表2 药芯组成(质量分数) (%)

图2 轧拔法药芯焊丝生产线
药芯组成包括铬铁、锰铁、硅铁、钨铁、钒铁、钼铁、石墨以及少量的用于工艺改良的添加剂。其中,硅铁、锰铁主要起到脱氧的作用,此外,锰铁还可以去除堆焊合金中一定量的硫。石墨在堆焊合金中可以改善焊接工艺并为堆焊合金增碳。铬铁、钨铁、钒铁可以在堆焊合金中形成各种合金碳化物硬质相,对堆焊合金基体起到硬度和耐磨性的强化。
W含量的增加,堆焊金属相对耐磨性随之增加,这是因为一方面W具有固溶强化的作用,另一方面还形成了WC、W2C硬质相,从而提高了堆焊金属的耐磨性。
V是强碳化物形成元素,形成VC是堆焊层中理想的硬质相,硬度高达2000HV以上。且VC的高温性能稳定,在磨损情况下不易变形和破裂,高温下还具有抑制长晶性能。所以随 V 的含量增加,堆焊金属的耐磨性增加[1]。
堆焊金属的耐磨性取决于其中硬质化合物的总量、各硬质化合物的性能和它们的形态与分布、基体的硬度等[2]。
综上所述,降低碳当量、增加Cr、W、V等多元硬质合金含量并使其产生的碳化物硬质相细小且弥散分布于堆焊合金中,可以获得微裂纹高耐磨的堆焊合金。
3 试验
对于堆焊药芯焊丝,焊接工艺性是评价焊丝质量的重要因素。较稳定的电弧,较少的飞溅物不仅能保证焊道表面成形美观,更能节约焊材、减少清理工作,提供优良的施工友好性。
选择Q235B材质板材,长度约300mm,宽度约50mm,厚度约20mm,使用松下YD-500FR气体保护焊机以及80%Ar+20%CO2混合气体保护,焊接电流260~280A,电弧电压32V,沿长度方向平焊一道,观察焊缝成形及飞溅物情况。
采用纳克Labspark750B直读光谱仪以及HW2000B型高频红外碳硫仪对其化学成分进行测定(见图3)。

图3 纳克Labspark750B直读光谱仪
采用华银HR-150A型洛式硬度计对其表面进行硬度测定。采用MLS-225型橡胶轮磨粒磨损试验机测定其耐磨性,并与Mn13铸件进行相同试验条件下的结果比较。采用肉眼或10倍放大镜观察堆焊合金经平面磨床磨削加工的焊道表面。
4 试验结果
(1)焊缝表面成形及飞溅物 焊接结果如图4、图5所示。观察未经处理的焊道表面,可以看出焊道表面几乎无渣,而且无表面气孔等缺陷,焊道两侧飞溅物较少。
(2)堆焊合金熔敷金属化学成分 堆焊熔敷金属化学成分见表3,硬度见表4,磨粒磨损试验结果见表5。

图4 焊接工艺测试现场

图5 未经处理的焊道表面

表3 堆焊熔敷金属化学成分(质量分数)(%)

表4 堆焊合金熔敷金属硬度 (HRC)

表5 磨粒磨损试验
(3)堆焊合金表面宏观形貌 经10倍放大镜观察堆焊合金表面没有发现明显的宏观裂纹(见图6)。但由于堆焊合金中分布细小的碳化物硬质相,这些硬质相虽然尺寸细小但是一定程度上会对堆焊合金的基体组织产生割裂。
图6 堆焊合金表面宏观形貌
5 应用
目前,此产品正在市场化推广中。应用于刮板机中部槽修复(见图7)以及掘进机头部截齿座耐磨强化(见图8),均取得了良好的使用效果。

图7 刮板机中部槽修复

图8 掘进机截齿座耐磨强化
6 结束语
研制了一种微裂纹高耐磨药芯焊丝,采用80%Ar+20%CO2或85%Ar+15%CO2二元混合气体保护焊接,合金设计上采用多元合金碳化物弥散强化,堆焊合金表面硬度达57~60HRC。经肉眼及10倍放大镜下观察,未发现堆焊合金表面有明显宏观裂纹,与高铬铸铁堆焊合金相比,其受磨粒磨损而导致剥落的可能性大为降低。
通过磨损试验得出,其耐磨粒磨损性能是同条件下Mn13铸件的4.5倍。目前,应用于刮板机中部槽修复和掘进机头部截齿座耐磨强化均取得了良好的使用效果。
