破碎刀齿加工工艺研究
2020-02-06李东LIDong王艳丽WANGYanli
李东LI Dong;王艳丽WANG Yan-li
(宁夏天地奔牛实业集团有限公司,石嘴山753000)
1 概述
随着煤炭工业的现代化,产煤工艺产生了巨大变革,放顶煤工艺得到了科学的应用。当煤的硬度f>2 时,煤的强度不易被破坏,极易形成块状,当工作面块状岩石较多时,块状煤和块状岩石都不易通过转载机,并对运输设备产生碰、撞、砸等破坏,给井下安全运输带来困难。破碎机(如图1)就是将块状煤和块状岩石充分破碎,使其顺利通过转载机,保证井下安全运输生产。破碎机主要由出料槽、进料段、动力部、破碎轴组、挡帘、护罩等组成。主要部件之间均采用非金属嵌件锁紧螺母进行紧固,提高了安全可靠性。破碎轴组整体安装在破碎架体中间部位,和调高垫板等与进料端底座固定在一起。目前,煤矿井下使用最多的是颚式破碎机和锤式破碎机。破碎轴组是锤式破碎机破碎物料的主要部件(如图2),以PL500 破碎机为例,锤头为分体式结构,锤头与锤柄为分体式连接。锤头的材质采用高耐磨性材料,锤头的分体式结构,使得锤头更换非常方便。破碎矸石和煤块时利用该部件较高的转动惯量,在额定转速时储存的动能通过安装在破碎机轴上的刀体与被碰物料短时间接触作用而形成的冲击力击裂煤炭,在转子下部,设有筛板、粉碎物料中小于筛孔尺寸的粒级,通过筛孔排出,大于筛孔尺寸的粒级再由刀齿座与刮板链、破碎机间的速度差进一步对破碎煤炭进行碾压和搓拉,而达到破碎煤炭的作用,锤式破碎机的刀齿承担着破碎煤炭、矿石等任务,使用在工作极其恶劣的条件下,刀齿与矿石之间具有强烈的冲击力,齿面承受冲蚀磨粒磨损非常严重,对于整机而言,刀齿属于易损件,需求量比较大,制造工艺比较复杂,因此,设计一种合理的刀齿加工方法,对破碎机乃至整个煤炭工业的发展都起着至关重要的作用。

图1 破碎机

图2 破碎轴组
2 工艺研究
①刀齿原来结构(如图3),刀齿前端为圆弧面,上下直段位置相差大,刀齿的尾部为圆柱,有螺纹孔,使用时尾部圆柱面插入刀体,用防松螺栓紧固,破碎机运转时,带动刀齿前端圆弧面与被碰物料短时间接触作用而形成的冲击力击裂物料。刀齿加工时,需要将尾部E 面加工到ФL2尺寸,及钻成ФL1 孔。当加工E 面ФL2 尺寸及钻ФL1 孔时,由于X 距离比较长,四爪夹盘无法夹到B、C、M、N 面,只能同时夹到A、M、N 面,而只夹A、M、N 面,又无法夹紧工件,加工时机床转动产生振动,工件装卡位置出现松动,因此加工E 面ФL2 尺寸及钻ФL1 孔时加工相当困难,影响加工精度。刀齿尾部圆柱面是与刀齿座装卡部位,尾部圆柱面加工精度影响装卡的精确性,刀体随着破碎轴高速旋转,在破碎煤炭时承受最大冲击力,刀体属于易损件,刀齿尾部装卡出现问题,在旋转受冲击情况下,刀齿座装卡位置部分极易受到损坏,部分受损将无法安装刀体,刀齿座破碎轴失去平衡,破碎轴高速旋转时强烈震动,急剧缩短破碎轴寿命。
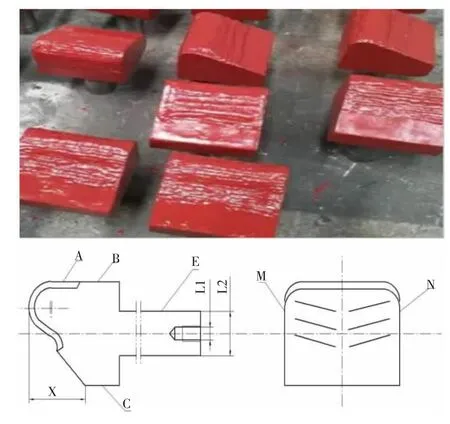
图3 刀齿结构图
②加工工艺性结构研究。
通过分析产品结构,当加工E 面ФL2 尺寸及钻ФL1孔时,由于产品是一个四面体(如图3),只能使用四爪夹盘。由于四爪卡盘必须装卡四个面,且产品上下面(A、C面)由于位置差X 距离比较长,所以只能装卡B、C、M、N面,但因为卡盘尺寸有限,四爪卡盘未夹到B、C 面时,刀齿前端圆弧面就与卡盘底部顶住了,四爪夹盘无法装夹到B、C 面,而只夹A、M、N 面,无法夹紧工件,机床高速旋转时,产生颤动,工件容易脱落,发生安全事故,同时加工E面ФL2 尺寸及钻ФL1 孔时加工相当困难,造成尾部加工困难,影响加工质量。
解决方法,考虑到加工需要,可将A、C 面位置相差的部分用工艺方法改进过来。如图4 所示,延长C 面与A面大致平齐,宽度比卡爪宽度一侧大一点即可,即增加工艺台。
③改进后的刀齿的结构。
改进后的结构(如图4),在制造刀齿毛坯时就在产品上增加一个工艺台,加工时先用四爪卡盘夹住E 面毛坯面,在工艺台上与ФL1 孔同轴方向上钻成一个工艺孔,之后调个,用顶尖顶住工艺孔,同时四爪夹盘夹住A、D、M、N四个面,使工件夹紧牢固,以便于车成ФL1 孔,进而加工成E 面ФL2 尺寸,使加工工艺变的更加方便,质量也得到保证。根据刀齿的作用,在刀齿加工完成后,工艺台不用去掉,可保留到刀齿,并不影响刀齿的使用性能,同时也省去了去除工艺台的麻烦,也不会因去掉工艺台而留下缺陷,减小刀齿座寿命。
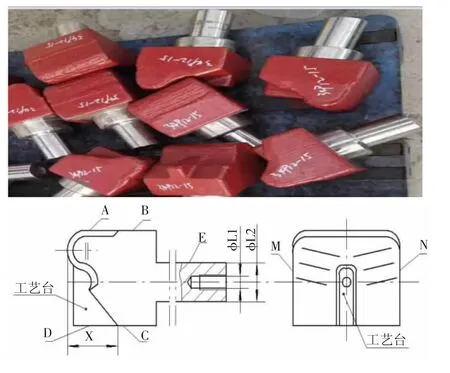
图4 刀齿结构图
3 结语
锤式破碎机设计工艺先进,结构性强,抗冲击,入料粒度大,超强破碎,粗、中、细碎一部到位,是煤矿设备的重要组成部件,刀齿部分采用高硬度高耐磨性合金钢,硬度可达HRC62-65,刀齿柄部采用高韧性的锰钢材料,因为两种合金是冶金液液复合,所以不用担心会脱落。解决了单一合金材料硬度高容易断、韧性好不耐磨的缺点,从而大大提高刀齿的使用寿命和工作效率。高耐磨双合金复合刀齿广泛用于焦碳、煤炭、煤矸石、冶金、玻璃、矿山矿石、水泥厂石灰石、熟料、砖厂叶岩等多种破碎行业,在刀齿的加工中,刀齿尾部是与刀齿座装卡部位,由于其使用特性,尾部加工精度直接关系刀体、破碎轴寿命。通过对实际加工操作的观察分析,结合产品结构及使用方法,在产品上增加工艺台,解决了刀齿尾部加工时,工件无法装卡牢固的问题,避免了由此带来的质量、安全隐患。质量的提高,提高了刀齿的寿命,破碎轴组的寿命也得到提升,所带来经济效益也非常可观。
