控制翼子板R 棱线光顺性的工艺方案
2020-02-06吕高巍
罗 曦,吕高巍
一汽模具制造有限公司(吉林长春 130000)
1 引言
在汽车外覆盖件中,翼子板是车身外覆盖件中关键的部件之一,其型面结构是汽车外覆盖件中较复杂的一种,该类制件位于汽车外观最重要的位置,表面质量及尺寸精度要求极高,它的匹配关系非常复杂,与侧围、车门、发动机罩、车灯、保险杠等主要部件均有严格的匹配关系。综上所述,为了实现制件形状的设计意图,必须在成形工艺上加以研究,实现翼子板的造形特点,并保证冲压模具各工序在成形过程中制件的成形质量和尺寸精度。
翼子板在成形过程中,其与侧围搭接区域由于造型复杂,面品精度实现困难,棱线R经常出现R不顺的表面质量缺陷问题,此缺陷影响该区域的可视效果,降低整车的美观性。
2 新工艺方案介绍
翼子板与侧围搭接区域的翻边棱线R,在拉伸工序经常产生难以消除的滑移线,且经常在后序翻边时出现R 不顺的表面质量缺陷。而翼子板此区域与侧围搭接,属一级可见区,此缺陷会影响该区域的可视效果,降低整车的美观性。
此工艺方案通过夹料控制板料进料状态的翻边方式,解决翼子板月亮弯区域由于制件两层台阶的造型而带来的R棱线不光顺的质量缺陷。
(1)通过对翼子板制件月亮弯区域R棱线的成形原理分析与研究可知,造成R棱线不光顺的质量缺陷是由于翻边时板料进料状态是自由状态。采用控制板料进料状态的工艺方法就可以解决由于制件两层台阶的造型而带来的R棱线不光顺的问题。
(2)按照传统的翼子板成型工艺,在冲压SE(Stamping synchronous engineering 冲压工艺同步工程)阶段就会提出将翼子板月亮弯区域的二层台取消,改成一个面的翻边结构,但改变了整车的造型效果。此工艺方案通过工艺手段解决了翼子板月亮弯区域R棱线不光顺的问题,保证整车的造型效果。
(3)此工艺方案解决了传统工艺在第一工序拉伸时对翼子板月亮弯处R棱线成型所引起的滑移线问题。
3 冲压工艺设计
翼子板月亮弯区域(见图1)与侧围搭接(见图2),此区域为整车的一级可视区,所以对翼子板此区域的表面质量要求严苛。据其造型特点此区域制件需要分工序完成:第一工序,拉伸;第二工序,修边;第三工序斜翻边。
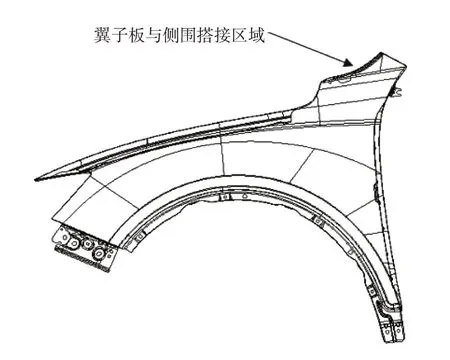
图1 翼子板月亮弯区域示意图
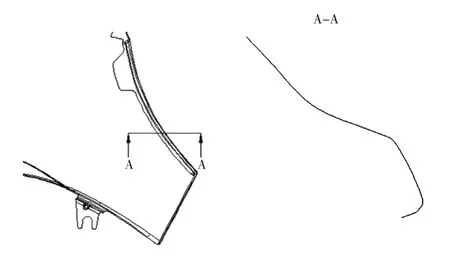
图2 翼子板与侧围搭接区域剖面图
此区域造型特点决定了该位置的R 棱线不是纯翻边,这就造成了翻边凹模无法在R 棱线处先触料,导致翻边棱线R挤出,进而出现R不顺的表面缺陷,即使后期由模具钳工通过调整翻边间隙等手段优化,此缺陷仍无法彻底消除。
通过对翼子板R 棱线表面缺陷形成原因的分析可知,造成此缺陷的主要原因是该区域二层台造型的存在导致翻边凹模无法在R棱线处先触料,因此可以通过优化第三工序的翻边方式消除该缺陷。详细方案为:在第三工序通过夹料翻边控制走料,在理论上消除了出现棱线R不光顺的可能。
此工艺第三工序翻边原理如图3 所示,模具工作过程:上模运动,填充斜楔翻边凸模1和填充斜楔压料板4 到位(见图3),压料板3 压料,斜翻边凹模2 开始工作(见图4),在整个翻边过程中翻边凹模2 始终与填充斜楔压料板4夹着板料工作,直至翻边完成(见图5)。相较于传统工艺,此工艺通过夹料翻边控制走料,在理论上消除了出现棱线R不光顺的可能。
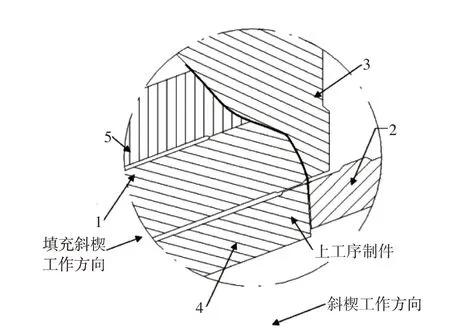
图3 翻边凹模接触板料
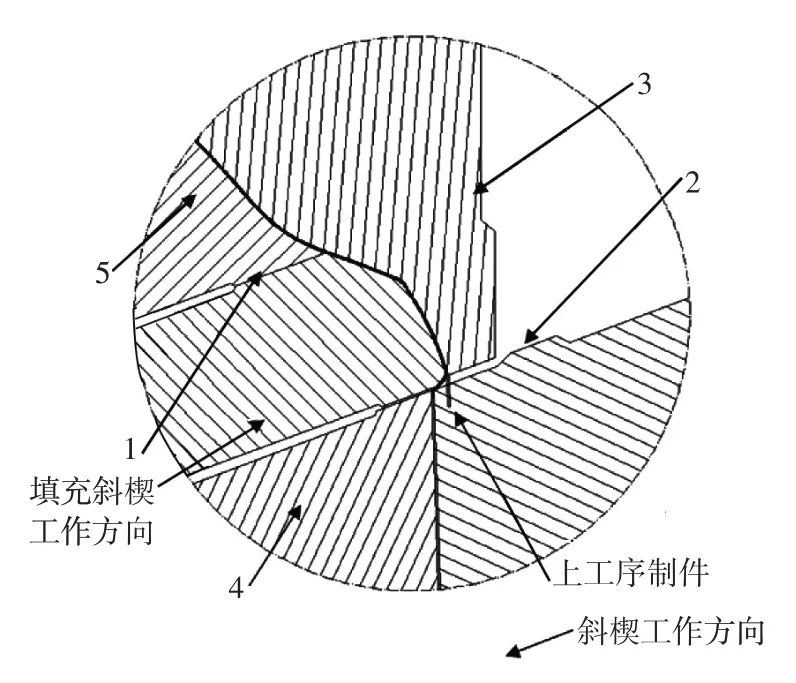
图4 夹料翻边
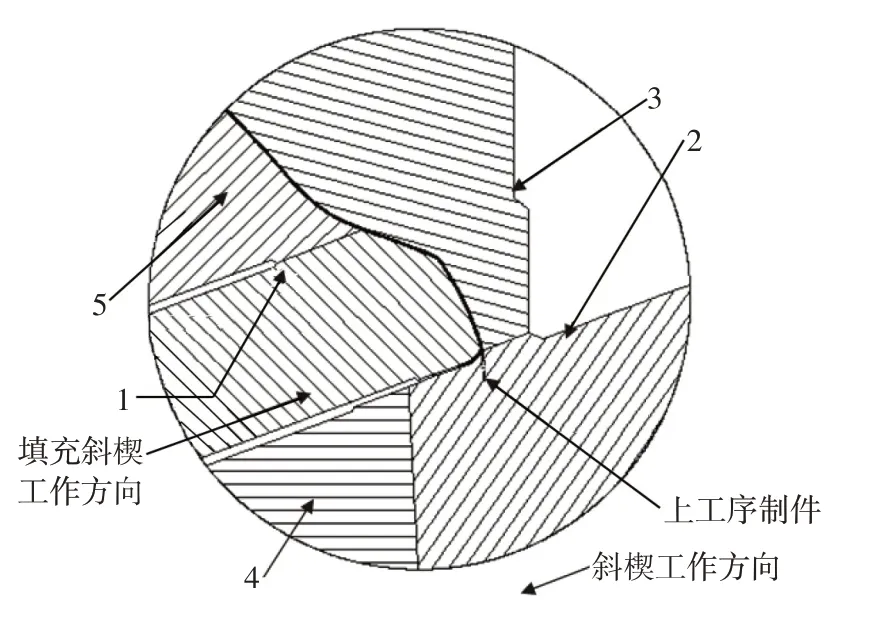
图5 翻边结束
4 结论
此工艺方案通过夹料翻边的方式,解决翼子板月亮弯区域由于制件两层台阶的造型而带来的R 棱线不光顺的质量问题。既能保证制件在生产过程中的成形质量,降低拉伸成形是产生滑移线的风险,解决R不光顺等表面缺陷,又能为后期制件整改提供一种简单有效的问题解决方案。
