浅谈无段流量调节脉冲控制加热炉调试要点
2020-01-17唐龙伟赵建明
唐龙伟,赵建明
(重庆赛迪热工环保工程技术有限公司,重庆401122)
脉冲燃烧控制加热炉具有炉温控制精度高、控制分区灵活、炉内温度均匀性好、钢坯氧化烧损少、NOx排放低等优点[1],被广泛应用于钢铁行业高端产品轧制生产线的钢坯加热。脉冲燃烧控制加热炉一般有带段流量调节和不带段流量调节两种,其中不带段流量调节的脉冲控制系统,由于其自身特点的限制,前期调试对充分发挥脉冲控制系统优点显得至关重要。
本文以某钢厂不带段流量调节脉冲燃烧控制加热炉为例,对脉冲控制系统投运前的调试要点进行了梳理,供设计和生产使用参考。
1 加热炉概况
本次调试对象为某厂不锈钢生产线加热炉。加热炉设计额定生产能力为262 t/h,加热炉砌体长度51.2 m,内宽12.7 m。从装料端至出料端,加热炉沿炉长分为热回收段、预热段、加热段和均热段,其中上均热段采用炉顶平焰烧嘴,双交叉限幅连续燃烧控制,其余各段采用侧向烧嘴,脉冲燃烧控制。
加热炉炉型结构简图参见图1。
加热炉各段采用脉冲控制的烧嘴数量见表1。

图1 某厂不锈钢生产线加热炉结构简图

表1 各段采用脉冲控制的烧嘴数量
2 调试前准备工作
在调试工作开始前,应对加热炉的燃烧系统做详细的了解并对脉冲烧嘴进行编号,准备好计算资料、数据记录表格等。
2.1 系统简图及脉冲烧嘴编号
本项目脉冲燃烧控制段采用大环管结构,空气、煤气系统简图见图2、图3。

图2 空气系统简图

图3 煤气系统简图
为方便后续叙述,本工程的烧嘴编号如下方式进行(从装料端至出料端):
轧机侧上部烧嘴:NA01~NA08;
轧机侧下部烧嘴:NB01~NB11;
非轧机侧上部烧嘴:FA01~FA08;
非轧机侧下部烧嘴:FB01~FB11。
2.2 计算资料
脉冲烧嘴的调平及空气、煤气配比都是通过调节烧嘴前手动阀的开度来实现,而流量只能通过测量烧嘴前孔板前后压差△P来进行计算。因此,为提高调试效率,需要预先准备好各脉冲烧嘴在不同负荷下烧嘴前空气、煤气孔板的压差。孔板前后压差△P可按式(1)计算:

式中:△P为烧嘴前孔板前后压差,Pa;ρ为介质密度,kg/m3(标准);Q为介质流量,m3/h(标准);K为孔板结构系数;D为工况下孔板开孔直径;E为介质可膨胀系数;A为介质流量系数。
3 调 试
调试工作主要为脉冲烧嘴空气、煤气调平和数据测试、分析,每个烧嘴的调试方法基本相同。为节约篇幅和便于叙述,本文选取加热段的4 个脉冲烧嘴来进行阐述,4个烧嘴分别为加上轧机侧NA07、加下轧机侧NB07、加上非轧机侧FA07、加下非轧机侧FB07。
3.1 脉冲烧嘴调平
脉冲烧嘴的调平工作是指在额定空气、煤气总管压力下,通过调整烧嘴前空气、煤气手动调节阀的开度,将烧嘴能力、空燃比调整到目标值。根据本项目的特点,需先将空气总管压力稳定在8.5 kPa、煤气总管压力稳定在7.5 kPa,所有脉冲烧嘴的负荷调整为最大负荷的90%,其中预热段空气过剩系数为1.1、加热段为1.08、均热段为1.05。具体调试步骤如下:
(1)计算烧嘴在目标负荷、目标空气过剩系数下,烧嘴前空气、煤气流量测量孔板的压差,以NA07、NB07、FA07、FB07为例,计算出的孔板压差见表2。

表2 烧嘴前空气、煤气流量测量孔板压差 Pa
(2)将空气总管压力调节阀和煤气总管压力调节阀的设定值分别设为8.5 kPa和7.5 kPa,同时将总管压力稳定在上述设定值。
(3)逐个测量每个脉冲烧嘴前空气、煤气孔板前后压差,通过调节烧嘴前手动阀门的开度,使空气、煤气孔板前后压差稳定在表2中的计算值附近。
3.2 数据测试与分析
在加热炉各脉冲烧嘴调平的基础上,分别改变空气、煤气总管的压力,测试各脉冲烧嘴的空燃比及空气过剩系数变化范围,为自动控制提供基础数据。注意,在数据测试过程中,烧嘴前的空气、煤气手动阀门开度需保持不变。
1)数据测试
根据本项目特点,空气总管的压力分别设定为7.0、7.5、8.0、8.5、9.1 kPa,煤气总管的压力分别设定为7.0、7.5、8.0、8.5、9.0 kPa。通过测量烧嘴前空气、煤气孔板的压差,再由公式(1)算出对应的空气、煤气流量。以NA07、NB07、FA07、FB07 为例,测量的数据参见表3~表6。
2)数据分析
数据分析的目的主要有两点,一是对前期调平过程的检验,二是将测试的数据提供给自动化控制系统,作为控制的原始数据。数据分析的内容主要包括空燃比和空气过剩系数。本项目燃料为天然气,理论空燃比为10.042,第1 步测试的数据分析如表7~表10所示。
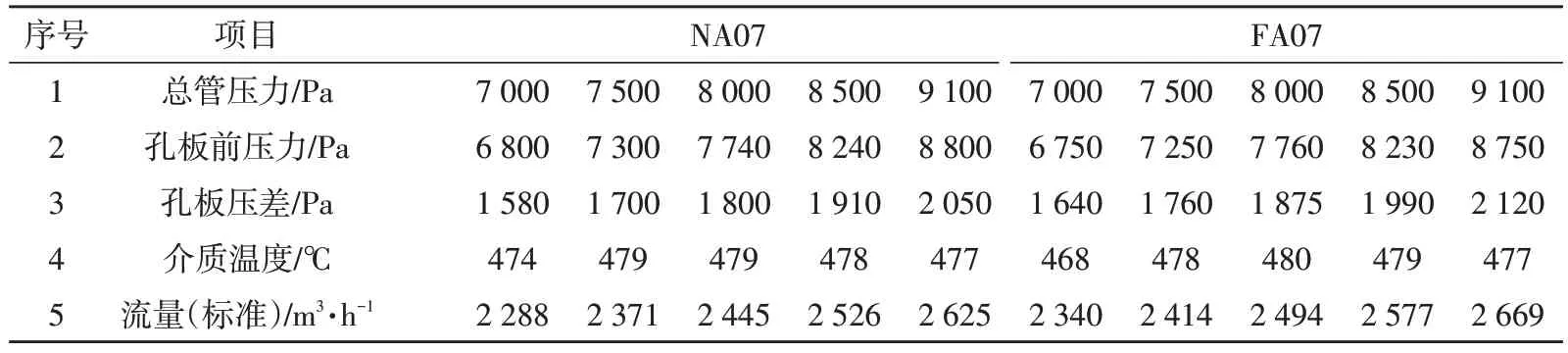
表3 烧嘴NA07、FA07的空气流量
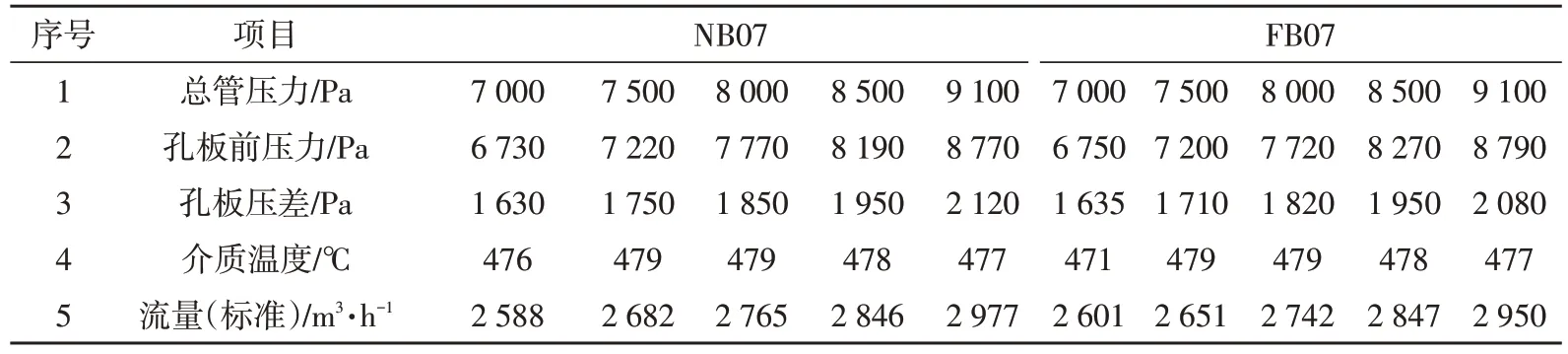
表4 烧嘴NB07、FB07的空气流量

表5 烧嘴NA07、FA07的煤气流量

表6 烧嘴NB07、FB07的煤气流量

表7 烧嘴NA07、FA07的空燃比

表8 烧嘴NB07、FB07的空燃比

表9 烧嘴NA07、FA07的空气过剩系数

表10 烧嘴NB07、FB07的空气过剩系数
分析结果:
(1)从表7~表10 可以看出,当空气、煤气总管压力波动一致时,烧嘴的空燃比、空气过剩系数基本保持一致;
(2)从表7~表10 可以看出,当空气、煤气总管压力在7.0~9.0 kPa波动时,对应的四个烧嘴的空燃比在9~11.8波动,对应的空气过剩系数在0.9~1.18波动。
为分析全炉的数据,可将所有烧嘴的数据进行算术平均。为了便于叙述,此处仍以上述4 个烧嘴为例,其数据分析参见表11、表12。

表11 平均后的空燃比
分析结果:
(1)通过调整空气、煤气总管压力,可调整全炉的空气过剩系数。
(2)如表12所示,若煤气总管压力设定为7.5 kPa,空气总管压力在7~9 kPa波动时,空气过剩系数在1.00~1.13波动,对应的残氧值波动幅度在0%~2.4%。

表12 平均后的空气过剩系数
(3)如表12所示,若空气、煤气总管压力同时波动时,全炉的空气过剩系数可在0.9~1.16调整。
4 结 论
从以上分析可以看出,脉冲燃烧控制加热炉燃烧系统前期调试对发挥脉冲系统的优点至关重要,其调试工作量也是传统加热炉的数倍,所以调试前应做好充分的准备工作,测试数据应认真分析,给自动化控制提供正确的原始数据。
