不规则件导流栅加工研究
2020-01-14刘亚玲王芳田云何春元林斌陈强
刘亚玲,王芳,田云,何春元,林斌,陈强
(沈阳鼓风机集团核电泵业有限公司,辽宁 沈阳 110869)
在斜流泵产品中,导流栅位于泵的出口,起到收集水并导出的作用,它的加工极为关键,是泵类产品设计中的关键技术。按照图纸进行加工是实现其功能的关键。因该件由多件组焊而成,属于不规则件,加工时无法装卡,因此,必须研究出有效的加工方法。
1 导流栅的结构要求

图1 导流栅加工图
如图1 所示,该件为不规则组焊件,其共有10 个件组焊而成。其只有一端是规则待加工的法兰面,其余均为不规则不加工面。
需加工的各尺寸及形位公差如下:
(1)Φ1150、Φ1050H8,重点加工尺寸为Φ1050H8;
(2)36-Φ28 通孔尺寸;
(3)以Φ1050H8 内孔中心线为基准,法兰端面对基准的跳动值0.08 靠加工保证;
(4)各加工面粗糙度需达图。
2 加工中所用工装的研究
因导流栅为不规则组焊件,且钢性不是很强,根据以住的加工经验需针对导流栅的结构特点设计专用工装,才能正常装卡加工。我所研究的方法是不设计专用工装,而是利用该泵中的另一规则组焊件——吐出接管作为临时工装,使用一定的工艺方法使两件固定,然后利用吐出接管上的法兰装卡、压牢,从而加工导流栅。待导流栅加工好检测合格后,用一定的工艺方法将导流栅从吐出接管中取出,吐出接管再单独进行正常加工。导流栅与临时工装——吐出接管在泵中的装配形式如(图2),吐出接管如(图3)。
3 导流栅加工前与吐出接管的固定

图2 导流栅与吐出管在装配图中的相对位置

图3 吐出接管简图
导流栅在泵中是装入吐出接管中的,这两件没有直接装配的地方,导流栅重1650kg,加工前如何与吐出接管固定及固定过程中的安全性是最需要考虑与研究的。因此,用如下程序使导流栅与吐出接管固定。
(1)总体采用焊接方法使导流栅与吐出接管固定。
(2)导流栅放入吐出接管焊接时怎么使导流栅不动?保证安全性?我所采用的方法是:在导流栅法兰背面四筋的空隙及吐出管法兰上搭两块长槽钢,使导流栅平稳的放在吐出管上。
(3)因导流栅法兰背面有四块筋板,我所采的方法是:用四块槽钢,槽钢的一端焊在导流栅筋板侧面上,一端焊在吐出管内壁上。为了增加其稳固性,在导流栅底部与吐出管内壁上用三块旧刀体焊牢。
(4)焊牢后拿下(1)中支撑的两块长槽钢。焊后的两件位置形式如(图4)所示。
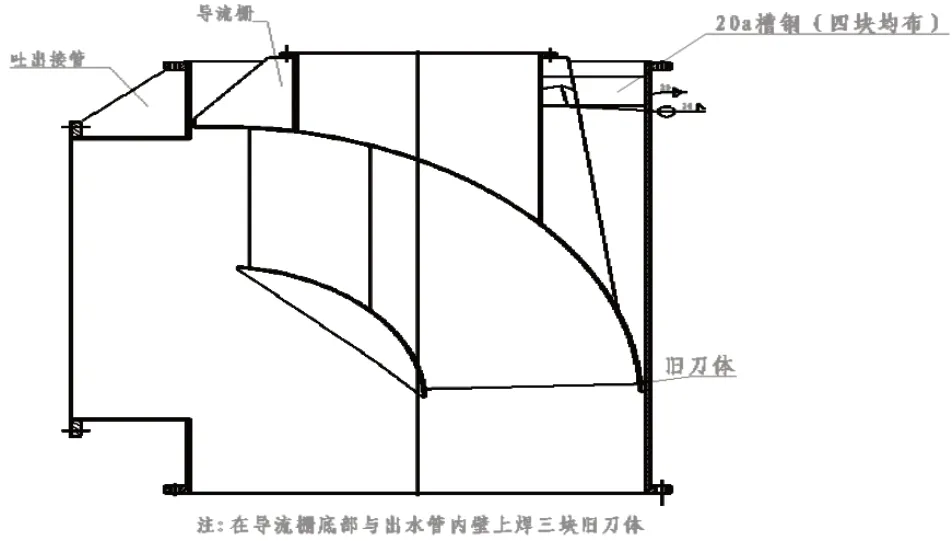
图4
两件固定时需注意事项:
两件固定焊时既要考虑焊牢、焊稳,还要考虑导流栅与吐出管的同心,为了加工导流栅时好找正,焊后两件的同心不应超过10mm。其同心的找法:吐出管放平台上,槽钢放吐出管上,导流栅放槽钢上,这样平不会差太多,又因为导流栅四筋正好对称通过中心,吐出管也有两筋对称通过中心,通过焊工目测都通过中心的两件四筋对齐,通过计算导流栅放入吐出管中,导流栅外壁与吐出管内壁距离为452.5mm,放时,测量该距离,定下距离后,放下导流栅,就可以焊接了。
4 导流栅的加工
与临时工装吐出接管固定后的导流栅,就可以上立车装卡找正加工Φ1150、Φ1050H8 及各端面尺寸,从而保证端面对基准的0.08 跳动及各加工面的粗糙度。因有了规则面的装卡,加工36-Φ28 孔时的划线、钻孔序也非常容易的完成了。
导流栅完全加工完后,用气割、打磨法去掉所焊的槽钢,拿下导流栅后再去加工吐出管。
5 结语
综上所述,利用泵本身的另一个规则件做为临时工装来完成不规则件导流栅的加工,保证了其尺寸公差、形位公差及表面粗糙度,无疑为以后类似产品中多筋导流栅的加工开拓了一条新路,以后的类似导流栅完全可以按该加工方法执行。