污油回收处理技术在某油田的应用
2020-01-06夏福军何伟民孟祥春
夏福军 何伟民 孟祥春
(中国石油大庆油田工程有限公司)
0 引 言
油田开发过程中油井产出的采出液,需经油田联合站油水分离脱除器和电脱水器处理得到含水率0.5%的原油。而在采出液油水分离过程中分离出的污水进入采出液处理工艺中的污水沉降罐,并作为后续污水处理站处理的污水水源进一步处理。由于油水分离之后的污水中还剩余一定量的污油,并在污水沉降罐中进行长时间沉降,形成浮油不断积累在沉降罐上部变成污油。目前这部分污油回收处理的方式,一是定期或者定时回收进入采出液处理工艺中的事故罐,进行静置沉降做进一步的油水分离处理,分离出污油外运;二是直接提升回收进入采出液处理工艺中的电脱水器进行再处理。由于回收的污油中含有固体颗粒的硫化物,进入电脱水器中进行处理时易形成稳定的高导电性的油水黑色过渡层,从而导致电脱水器垮电场后长时间不能恢复甚至损坏,给采出液和采出水处理造成了很大危害,严重影响原油脱水系统的正常生产运行;另外,在处理油田施工作业产生的落地含油污泥,以及油田生产设备清淤油泥处理过程中分离产生的污油,也因其中含有杂质颗粒及硫化物等,在进行回收再处理时也容易导致电脱水器垮电场。而油田部分采油厂采用的热化学脱水污油回收处理技术,虽然能够处理污油,但依靠升温和重力沉降,不能使硫化物颗粒彻底从污油中分离,因此,污油回收处理已成为油田生产中亟待解决的难题。
1 污油处理技术
1.1 热化学脱水法
目前部分采油厂仍采用热化学脱水处理技术[1-4]处理生产过程中产生的污油(或老化油),而在热化学脱水器中形成一种污油过渡层,最终在进入联合站电脱水器作进一步的油水分离时,仍然造成电脱水器垮电场。说明这种含硫化物固体颗粒的污油,依靠化学药剂和重力沉降的热化学脱水处理很难有效沉降分离,需要采用新的处理方法来解决。
1.2 物理机械法
为了保证油田开发生产过程中的污油得到有效的回收处理,确保采出液电脱水器油水分离的正常生产运行,消除含硫化物污油对采出液和含油污水处理设施造成的危害,前期开展了“含硫化物污油回收处理技术”的大量研究工作[5-7],并根据不同的污油来源及产生污油的性质和成因[8-11],开发研制出撬装式污油机械处理成套装置,以及3个可破坏硫化亚铁颗粒形成钢性界面膜的污油破乳剂配方、1个可有效去除硫化氢和硫化亚铁颗粒并兼有杀菌功能的硫化物去除剂配方,同时还开发了污油破乳剂法、污油破乳剂—硫化物去除剂法、硫化物去除剂法、机械处理装置—化学药剂法适合不同情况下应用的含硫化物污油回收处理方法,可解决回收大量含硫化物污油对生产造成的危害,改善回注水水质和减少污油排放。
其中撬装式污油机械处理装置对污油中高硫化亚铁颗粒和其它机械杂质有很高的去除效率,能够彻底的将污油中的杂质颗粒有效的分离出去,实现污油的净化处理[5-6,12]。
1.2.1 物理机械法处理污油单体设备的改进
开发研制的物理机械法处理污油装置在现场实际应用的过程中,虽然实现了污油的有效处理,但部分单体设备仍然需要进行技术改进和完善。
1)燃气真空加热炉改为流体动态防爆电加热装置
物理机械法处理污油装置原研发工艺中使用的是燃气真空加热炉,考虑设备体积庞大所造成的运输不便和占地面积大、污油升温慢,以及需要天然气气源等系列问题,通过对油田在用加热装置的调查了解,认为可以将其改为流体动态防爆电加热器,利用其可以达到既快速升温,又具有体积小和便于运输的优点,完成含硫化物污油处理液的加热升温。
2)三相分离离心机的技术改进
①改进离心机转鼓的结构
考虑到被处理的污油含水量不断在变化,为了保证处理效果及分离出净化污油的含水率低于0.5%,对三相分离离心机[10-11]做了如下设计调整,为实现三相分离离心机的高效分离提供了保障:
优化离心机转鼓的结构,使之有特别深的沉降池,相比整个转鼓工作区设计加长;
排油口及排水口均特别设计了能动态调整其排量的专用装置;
根据出渣端滤渣的干湿程度是否满足需要,选取合适的螺旋输料器的排料速度,降低滤渣的含水率,从而可提高回收处理污油的含水率。
②改进离心机出渣端排渣不通畅
解决分离出渣相排渣不通畅及堵塞出液通道,影响分离机分离效果的问题,主要改进:一是在螺旋大端对螺旋叶片进行加长、缩小叶片和排油管之间的间距,使易积料的区域变小;二是在螺旋大端对筒身增加一只圆盘,并在圆盘上焊上辅助叶片,辅助推动分离出沉积渣流向螺旋输送器被正常排出;三是在转鼓大端的端盖上,加大液相通道,解决少量沉积渣堵塞通道影响分离效果;四是将原来圆柱状的撇液腔改制成全锥状,形成离心加速锥,避免固体颗粒的堆积。
3)加热分离器(卧式罐)的技术改进
将原有污油回收处理装置中的污油回收箱改为加热分离器(卧式罐)完成沉降分离,一是延长沉降分离时间;二是在特定的设计结构分离器中完成油、水、渣的再次分离,进一步将三相分离离心机分离出的油相中仍然含有少量的细小颗粒渣沉降分离出去,同时降低含水率,为确保进入联合站系统中电脱水器进行再处理的污油质量,创造一个良好的分离条件。
基于上述的技术改进完善,最终形成获得国家发明专利的污油回收处理技术。
1.2.2 机械处理装置—化学药剂法回收处理污油的应用
某油田联合站的事故罐内已经积累厚达8 m的含硫化物污油,取不同层位(取样部位是由罐内上部液面开始依次向下取样)的污油,分析检测硫化物含量、污油含水率及总铁含量,其分析结果见表1。被处理的污油的温度平均为33 ℃。
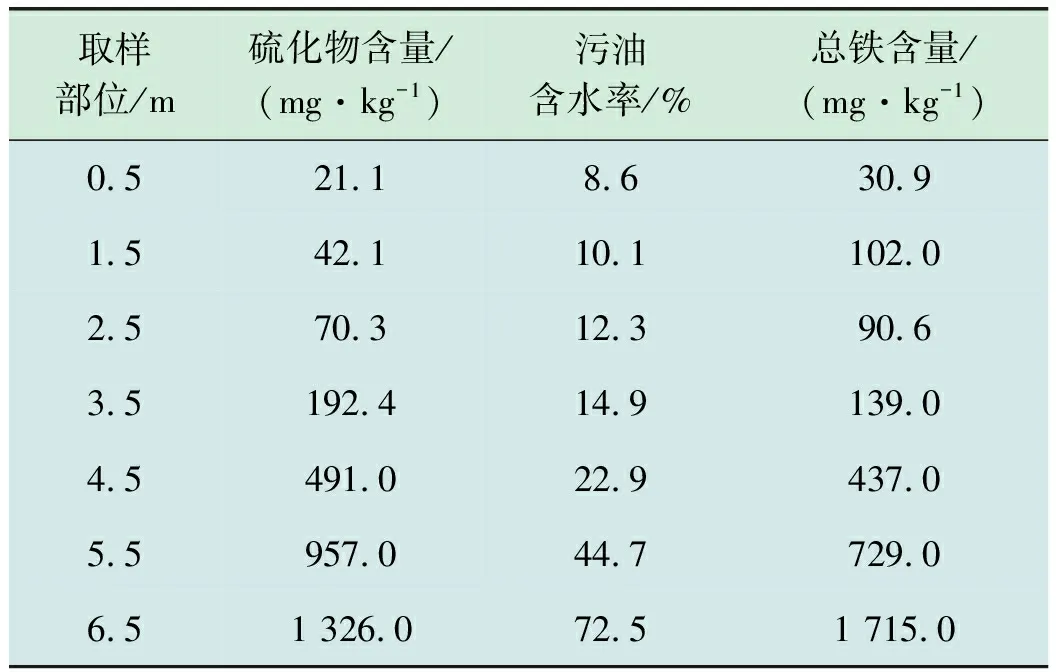
表1 联合站事故罐内含硫化物污油的分析
从表1中可以看出:该站事故罐内的污油硫化物含量和总铁含量高,而且随着取样深度的增加硫化物含量和总铁含量逐渐增高,底部含量比顶部高60多倍。
根据已有的研究成果,对该站底部高硫化物含量的污油应采用机械分离方法,同时配以投加硫化物去除剂的机械处理装置—化学药剂法来进行回收处理。现场采用可移动撬装式污油回收处理装置与联合站采出液油水分离工艺[12-14]。该装置对联合站事故罐底部高硫化物含量污油的处理效果见表2。
从表2中可以看出:经过撬装式污油回收处理装置处理后,污油中的硫化物和总铁含量分别由1 230 mg/kg和1 680 mg/kg降低到38.75 mg/kg和92.8 mg/kg;后将分离出的污油,以及分离出硫化物和总铁含量分别为65 mg/kg和127 mg/kg的污水再投加硫化物去除剂,一并掺混到新鲜采出液中处理,没有影响电脱水器的稳定运行;将从污油中分离出的硫化物泥渣经热水清洗和二次离心脱水处理后其含油量降低到1.37%,作为固体废物堆放处置。本次累计从联合站事故罐底部污油中分离出高硫化物含量泥渣约30 000 kg。
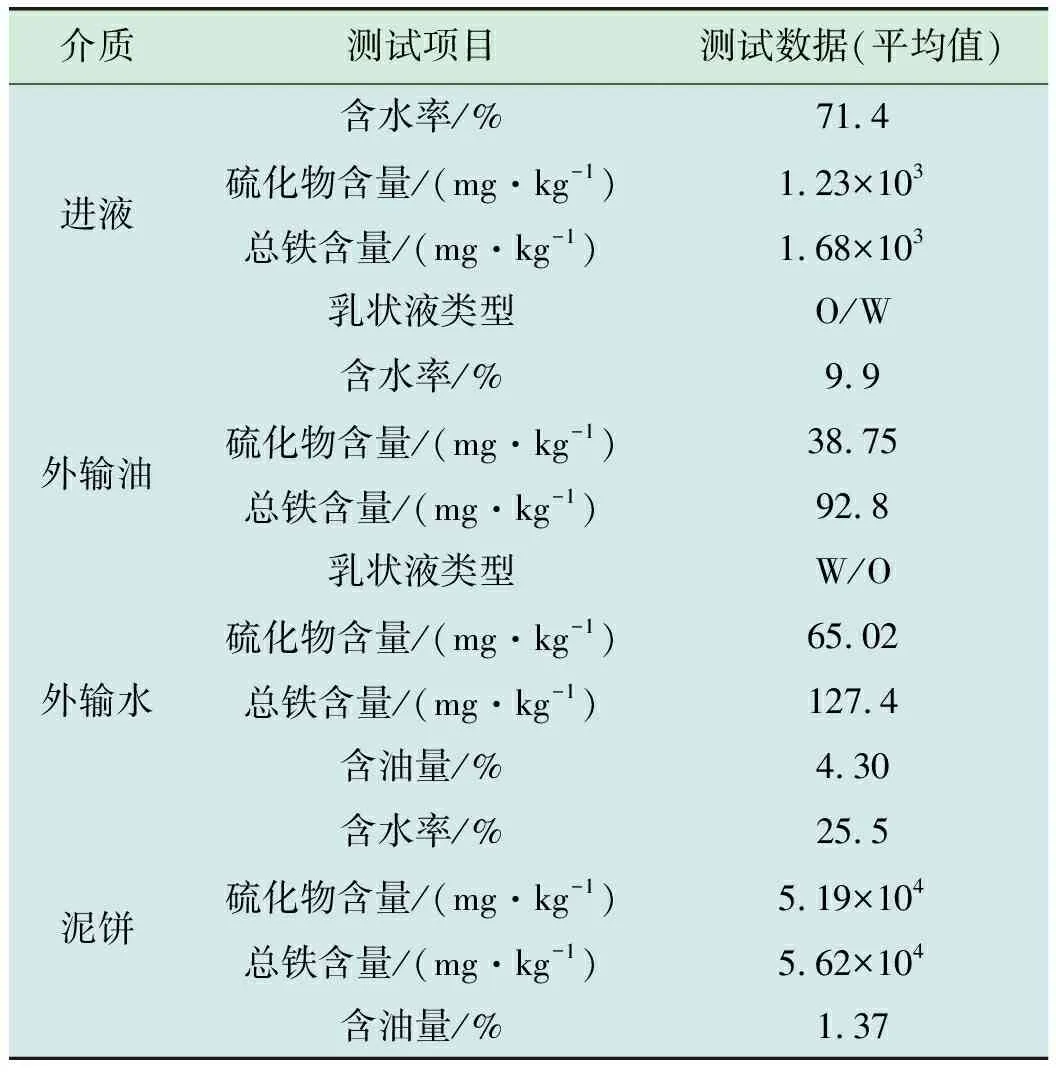
表2 撬装式污油处理装置回收事故罐底部含硫化物污油的处理效果
之后对该联合站事故罐中部相对底部硫化物含量较低的污油,继续采用该套污油回收处理装置进行回收处理,处理后的效果见表3。从污油中分离出的硫化物泥渣经热水清洗和二次离心脱水处理后其含油量可降低到1.74%,累计从污油中分离出含硫化物泥渣10 000 kg。

表3 撬装式污油处理装置回收事故罐中部含硫化物污油的处理效果
由表2和表3中的数据可以得出:为保证污油回收处理效果,随后仍然采用撬装式污油回收处理装置和化学药剂联合法,对上部低硫化物含量的污油进行回收处理,同时在电脱水器进液口处投加30 mg/L硫化物去除剂SC1001,现场处理结果见表4和图1。现场测试了回收处理污油过程中电脱水器净化油含水及放水含油量情况,结果见表5。

表4 机械分离—化学法回收处理联合站事故罐上部污油结果

图1 电脱水器进液、放出净化油和污水中硫化物及总铁含量变化曲线

日期(月·日)净化油含水率/%放水含油量/(mg·L-1)6.210.291 0237.10.298527.250.286478.150.276158.30.275749.10.265269.20.27519
由图1和表4可以得出:在回收处理上部低硫化物含量污油的同时投加硫化物去除剂SC1001,不但降低电脱水器进液中的硫化物和总铁含量,而且现场观察到电脱水器运行平稳,电脱水器放水也由原来的黑色变成了淡黄色,含油量也显著降低。说明实施机械处理装置-化学法能够有效地将该联合站事故罐(还有污水沉降罐)中存储的污油中的硫化物分离去除,避免了回收污油在电脱水器形成致密的导电性比较强的油水过渡导电层,解决了造成电脱水器放水含油量高,影响正常生产的问题。
由表5计算出电脱水器脱后净化油含水率平均为0.28%,低于0.5%的油田外输的规定指标。
2 结 论
1)对已有撬装式含硫化物污油机械处理成套装置中的主体设备,包括流体动态防爆电加热装置、加热分离器,以及三相分离离心机转鼓结构和出渣端的改进和完善,解决了污油快速加热、三相分离离心机积渣和适用处理介质范围窄及分离效果差,以及采用加热分离器提高油相再分离效果的问题,形成可在油田推广应用的高效撬装式含硫化物污油机械处理成套装置。
2)应用机械分离—化学药剂污油回收处理方法,相比热化学脱水处理污油技术,有效地实现了某联合站的事故罐中储存污油的回收再处理,在确保原油脱水器平稳运行的同时改善了放水水质,保证了外输净化油中含水小于0.5%的外输指标。