基于表面喷涂对体育器材的磨损分析
2020-01-05张巍
张巍
摘要:文章主要对体育器材的磨损性能受到表面喷涂的影响情况进行了分析,针对体育器械表面涂层主要从涂层结合强度和磨损失重两方面出发,分析了电弧喷涂对其组织与性能产生的影响,并在此基础上对喷涂工艺参数进行优化,在3IV噴涂电压为和250A电流下采用0.5MPa雾化空气压力在2lOmm处进行喷涂可获得最佳的体育器材表面电弧喷涂工艺效果,涂层结合强度同器械表面涂层厚度呈现反比关系、在热处理温度持续升高的情况下则呈现出先增加后降低的趋势。并以镁合金体育器械为例分析了表面喷涂同磨损性能间的关系。
关键词:体育器械;表面喷涂工艺;耐磨性能;结合强度;实验分析
中图分类号:TC174.4
文献标识码:A
文章编号:1001-5922(2020)12-0054-04
0 引言
近几年随着体育用品行业的快速发展,人们对自身素质和健康的关注程度不断提高,对体育器械的质量要求提出了更高的要求,体育器械的持续使用会对其性能产生一定的影响,实际使用中体育器械的各种失效情况大多由器械磨损导致,磨损则主要由高强度多频率的使用造成,因此对器械进行表面防护成为完善和优化体育器械质量的一项有效手段,在器械表面进行喷涂成为领域内的研究热点,但现阶段体育器械的表面改性手段普遍受到一定的局限、难以达到工业化生产目标。为此本文在现有成果的基础上,通过使用电弧喷涂技术(具备设备简单、易操作、性价比高、喷涂质量高等优势)对体育器械表面进行喷涂实现较佳的改性处理效果,并对表面涂层结合强度和耐磨性能受到具体喷涂参数的影响情况进行了实验测试,为进一步完善体育器械防护层性能提供参考[1]。
1 制备工艺与测试方法
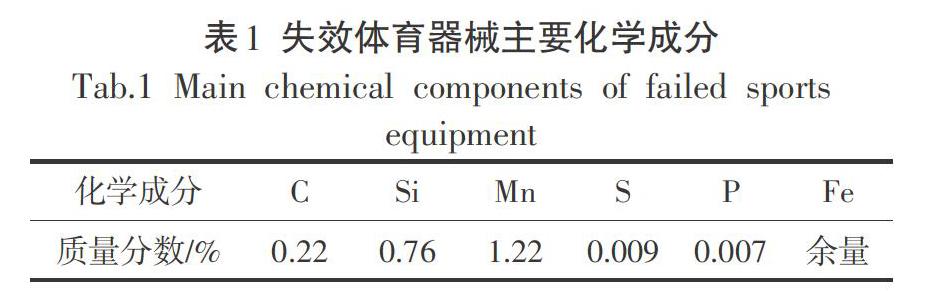
截取一段80mmx 50mmx 5mm的磨损失效体育器械(用于某高校体育场)作为本文实验的基体试样进行化学成分测试,其主要成分如表1所示,基体材质为Q235碳素钢。在测试前,先对器械基材试样进行除油、清洗、干燥及表面喷砂处理,使用NHG-300B电弧喷涂机按照表2喷涂材料的化学成分完成表面喷涂,表3为喷涂工艺参数,再对得到的不同工艺下的表面喷涂试样的组织和性能进行分析;对涂层耐磨性能进行测试,使用橡胶轮磨粒磨损试验机持续5min的载荷磨损,磨损压力为35N,橡胶轮转速为250r/min,并使用电子天平测出磨损前后的失重量;对涂层结合强度进行测试,根据GB/T 8462-2002标准,使用MTS-809万能拉伸试验机以0.2mm/min的加载速率拉伸涂层,初始载荷为10N;对涂层硬度进行测试,使用HVS-IOOO数显硬度计在涂层上施加持续lOs的加载载荷(大小为200g),然后计算出各试样5个点的平均值作为最终结果;然后使用Quanta电子显微镜观察涂层表面形貌,在通过能谱分析仪测量微区成分[2]。
2 结果与讨论
体育器械表面涂层耐磨性能(平均磨损失重)受到不同喷涂参数(包括喷涂距离、电流、电压、雾化空气压力)影响情况的测试结果如图1所示,在其他参数相同且喷涂电流持续增加的情况下,平均磨损失重呈现出先减小后增加的变化趋势,在210A的电流下得到最小值,适当增加电流可提高喷涂的制备效率和涂层耐磨性能(过大、过小的电流则易降低涂层致密性);平均磨损失重同喷涂电压之间呈现正相关,喷涂距离的延长可通过增加电压实现,但同时会使喷涂层的C和Cr等元素被不同程度的烧损,不利于提高涂层的硬度和耐磨性能;在持续增加的雾化空气压力的作用下,平均磨损失重会先增加后降低,喷涂距离越长则融滴的飞行时间越长,会对涂层的氧化量造成不同程度的影响,进而影响到涂层的致密性和覆盖性,因此最佳致密涂层的获取,需确保融滴飞行时间合理,同时施加适当的雾化空气压力,以实现提高涂层耐磨性能的目的[3]。
图2为器械表面涂层结合强度受到不同喷涂工艺参数影响的测试结果,仅改变一项喷涂参数、其他参数相同:持续增加的喷涂电流和电压均能够提高结合强度,在电弧喷涂体育器械表面时通过电压和电流的适当增加可使涂层结合强度得到显著提升,涂层结合强度随着喷涂距离的不断增加则呈现出先增加后降低的趋势,涂层结合强度在0.55MPa的雾化空气压力下时最小。根据上述磨损失重和涂层结合强度测试结果,进行工艺优化,采用碳氮合金化涂层获得最佳电弧喷涂效果时对应的参数为:喷涂距离为2lOmm、喷涂电压为31V、电流为250A、雾化空气压力为0.5MPa,此时的涂层表面形貌和能谱分析结果如图3所示,可见涂层表面未见明显缺陷,但在白色基体中存在灰色物质,其主要构成元素为Fe、O、Cr等,基体金属间具有较好的连接效果。在此基础上考察涂层结合强度受到5种不同厚度涂层的影响情况,具体测试结果为:涂层结合强度随表面涂层厚度的持续增加而表现为逐渐下降的趋势,在涂层厚度分别为0.3lmm、0.46mm、0.6mm、0.71mm、0.82mm时,结合强度分别为24.9MPa、18.2MPa、17.6MPa、16.3MPa、15.6MPa,涂层硬度和磨损质量损失受到5种涂层厚度(0.3lmm、0.46mm、0.6mm、0.7 Imm和0.82mm)影响情况的测试结果表明:随着随涂层厚度的不断增加,涂层硬度分别为298HV、312HV、374HV、428HV和5IOHV(逐渐增加),磨损质量损失分别为158mg、136mg、108mg、104mg和lOlmg(逐渐降低)[4]。
采用4种不同热处理温度回火热处理0.6mm厚的涂层,保温20min后,具体测试结果如表4所示,在热处理温度不断升高的情况下,涂层的结合强度呈现先增加后下降的趋势,并在550℃时得到最大结合强度,涂层的磨损质量损失则逐渐降低,涂层在不断上升的热处理温度的作用下会有大量碳氮硬质相析出(明显降低了磨损质量损失),这是涂层耐磨性能得以显著提高的主要原因[5]。
3 A291D镁合金表面喷涂涂层的实验
3.1 材料与方法
本文以尺寸为50mmx50mmx8mm的A291D镁合金体育器械作为喷涂试验材料,预热处理经打磨、清洗等处理后的基体材料,使用火焰喷涂法喷涂处理材料表面,打底层(A12O3)的喷涂材料采用CoCrAIY粉末,工作层(CoCrAIY-Al2O3)选用Al203/Ti02陶瓷粉末,送粉量为0.6 - 0.8m3/h,涂层厚度为150 - 300μm,预热温度控制在85qC左右不超过2h,确保喷涂粒子接触基底时达到足够的界面温度;再行抛光、打磨和腐蚀处理金相试样,通过金相显微镜观察微观组织,并测试显微硬度(使用数显维式硬度计),使用环块材料磨损试验机以45钢作为对磨材料完成干摩擦磨损试验,精确磨损失重量到0.0001g[6]。
3.2 结果与分析
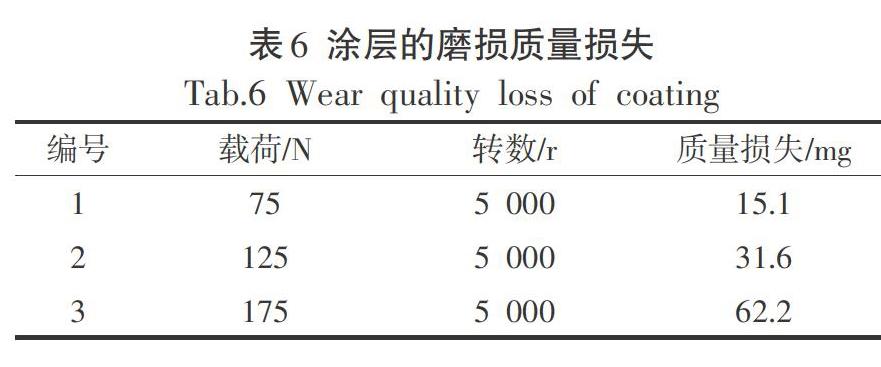
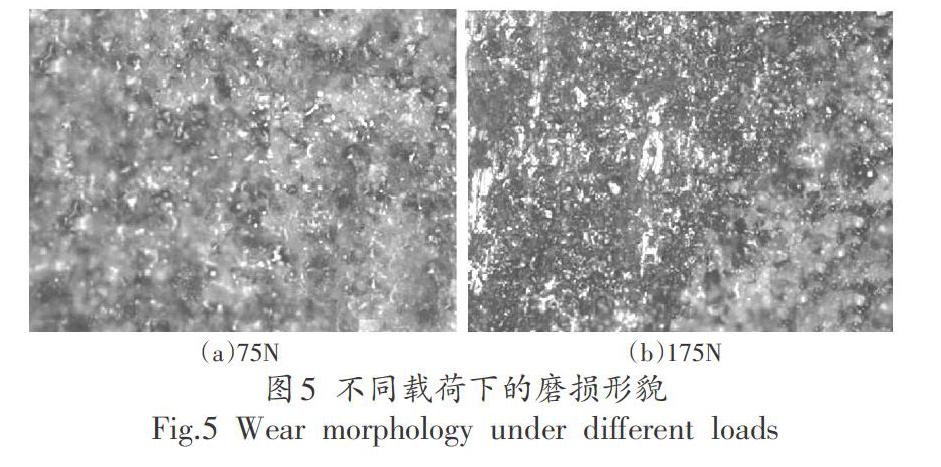
喷涂涂层中的打底层和工作层的表面均存在一定的孔隙,如图4所示,孔隙率分别为13.7%、13.9%,均属正常,主要由喷涂粒子在初始低温度下的飞行较慢导致。涂层的断面微观形貌如图7所示,涂层断面组织没有粗大孔隙和明显裂纹,但存在如不同尺寸的孔隙或细小裂纹等宏观裂纹缺陷,主要原因在于喷射到金属表面上的喷涂粉末粒子因存在不同的熔化状况在相互碰撞时极易引起变形而降低了结合强度,并且在空气中喷涂火焰时因易吸附空气中的氧化物而在涂层中出现气孔造成组织缺陷。涂层截面的能谱线扫描结果表明镁合金基体同CoCrAIY-AI2O3涂层间发生了冶金结合,此时仍以镶嵌式咬合的结合方式为主(辅以少量的冶金结合方式)。试样的基体金属会优先喷涂上一层起到余热作用的CoCrAIY粉末,降低了涂层中的温度梯度,避免了涂层应力集中问题,进一步抑制了涂层中的显微裂纹[7]。硬度测试结果表明A29ID基體、粘结底层和陶瓷层的显微硬度逐渐增加,产生扩散元素的粘结底层起到了良好的过渡作用,使喷涂截面硬度得以均匀过渡;涂层磨损质量损失的测试结果如表5所示,由于陶瓷涂层硬度较高而增加了致密性,涂层的耐磨性能明显优于对磨材料;表6涂层磨损质量损失测试结果,表现为随载荷的增加而增加,主要由涂层各部分不同的硬度和耐磨性导致,受到磨损后的粘结底层与镁合金基体质量损失较为明显。图5为CoCrAIY-A12O3涂层的磨损形貌,75N载荷下的涂层的磨损质量损失较小(喷涂涂层形貌),耐磨性较好;经175N的载荷磨损后,磨损已深入到基体中,涂层表面出现磨损程度不同的合金基体组织,出现了犁沟特征,产生一定程度的切削磨损[8]。
4 结语
文章主要对经电弧喷涂后的体育器械表面的磨损性能进行了实验测试,对于表面涂层可通过增加喷涂电压与电流实现其结合强度的显著提高,涂层结合强度在距离170mm处喷涂可得到最大值、在0.55MPa的雾化空气压力下得到最小值,并且磨损质量损失随着涂层厚度的增加而逐渐降低,涂层的显微硬度则同表面涂层厚度呈正比,在热处理温度持续上升时,涂层的结合强度先增加后下降,磨损质量损失则逐渐降低。
参考文献
[1]张智文.镁合金体育器械的表面喷涂与性能研究[J].热加工工艺,2018(08):107-110.
[2]高鹏,周鸿,体育器械用碳纤维复合材料的工艺优化与性能研究[J].合成材料老化与应用,2019(04):91-94.
[3]陈小明,周夏凉,吴燕明,等,超音速火焰喷涂微、纳米结构WC- IOC04Cr涂层及其性能[J]金属热处理,2016(05):52-56.
[4]赵春,张顺,机械液压杆的表面喷涂与涂层耐磨性能研究[J].铸造技术,2016(12):2594-2596.
[5]贾利,崔娘,刘光,等,冷喷涂铝涂层及其耐磨性能研究[J].兵器材料科学与工程,2017(03):78-80.
[6]郭亚举,体育器械用镁合金的表面改性与性能研究[J].热加工工艺,2016(22):145-148.
[7]刘利夫,张华,体育器械用A231镁合金表面等离子喷涂涂层的组织与性能研究[J].铸造技术,2018(01):131-133.
[8]崔泽琴,王文先,吴宏亮,等.镁合金表面激光熔覆Al-Si/Al203-Ti02复合涂层界面特征及耐磨性[J].中国激光,2017(06):192-197.
