320号复合多元醇酯型冷冻机油的研制
2020-01-01王鹏李雁秋陈美名
王鹏,李雁秋,陈美名
(1.中国石油兰州润滑油研究开发中心,新疆 克拉玛依 834003;2.杭州得润宝油脂股份有限公司,浙江 杭州 311300)
0 引言
冷冻机油是制冷剂压缩机的专用润滑油,在压缩机中起着润滑、密封、防锈和冷却的作用。制冷系统运行过程中,部分冷冻机油会随制冷剂一道进入冷凝器和蒸发器,这就要求冷冻机油不仅具备一般润滑剂的特性,还需适应制冷系统的特殊要求[1]。
以R22(一氟二氯甲烷)为制冷剂的高效型工业及商用制冷机组,结构设计非常紧凑。以比泽尔的BITZER CSH半封闭螺杆型压缩机(配套油为B320SH油)为例(如图1所示)。
该类型设备,润滑油循环是按典型螺杆压缩机润滑方式设计的。不同的是,油分离器直接通过法兰联结在压缩机的高压测,且内置集油器。喷油点的压力比吸气压力略高,油循环是由高压与喷油点间压差驱动的,转子之间及转子与壳体间的动态密封也靠润滑油实现。因此,润滑油的品质是提高压缩机效率的关键因素之一[2]。

图1 比泽尔半封闭整体式螺杆压缩机构造CSH
与HCFCs 制冷剂(如R22)相适应的冷冻机油大致分为矿油型、烷基苯及合成酯(POE)三类,这三类基础油各有所长,并通过添加剂配方弥补各自不足。在高效及超高效制冷机组中,考虑到制冷剂对油品的稀释效应,为保障高速转子之间的密封性能及系统的回油性能,配套用冷冻机油需要具备优异的低温性能及高低温工况下的黏度覆盖功能。
N100以上黏度级别的矿油型及烷基苯型油品,因存在低温性能及与R22的溶解性差等缺陷,难以满足高效制冷设备的用油需求。而N320级别的大黏度型酯类润滑油,具备良好的油气分离性,可为轴承及运转部件提供良好的润滑及密封;优异的低温性能及与制冷剂之间良好的互溶性能(相对于矿油、烷基苯),确保油浴式蒸发器有良好的回油及较好的热交换效率;已成为高效型制冷设备用油的首选。目前,N320酯类冷冻机油多依靠进口,此类产品的国产化及规模化应用,尚未见公开报道。
1 国内外相关情况及产品技术性能指标确定依据
酯类油是综合性能较好、开发应用最早的一类合成润滑油。酯类油的分子中含有酯基官能团—COOR,根据分子中酯基的数量和位置不同,通常酯类油又分为双酯、多元醇酯和复酯。
文献资料表明:多元醇酯类化合物(见图2及图3)结构上的多变性及其产物性能的差异性,为冷冻机油的研究提供了巨大的想象空间。
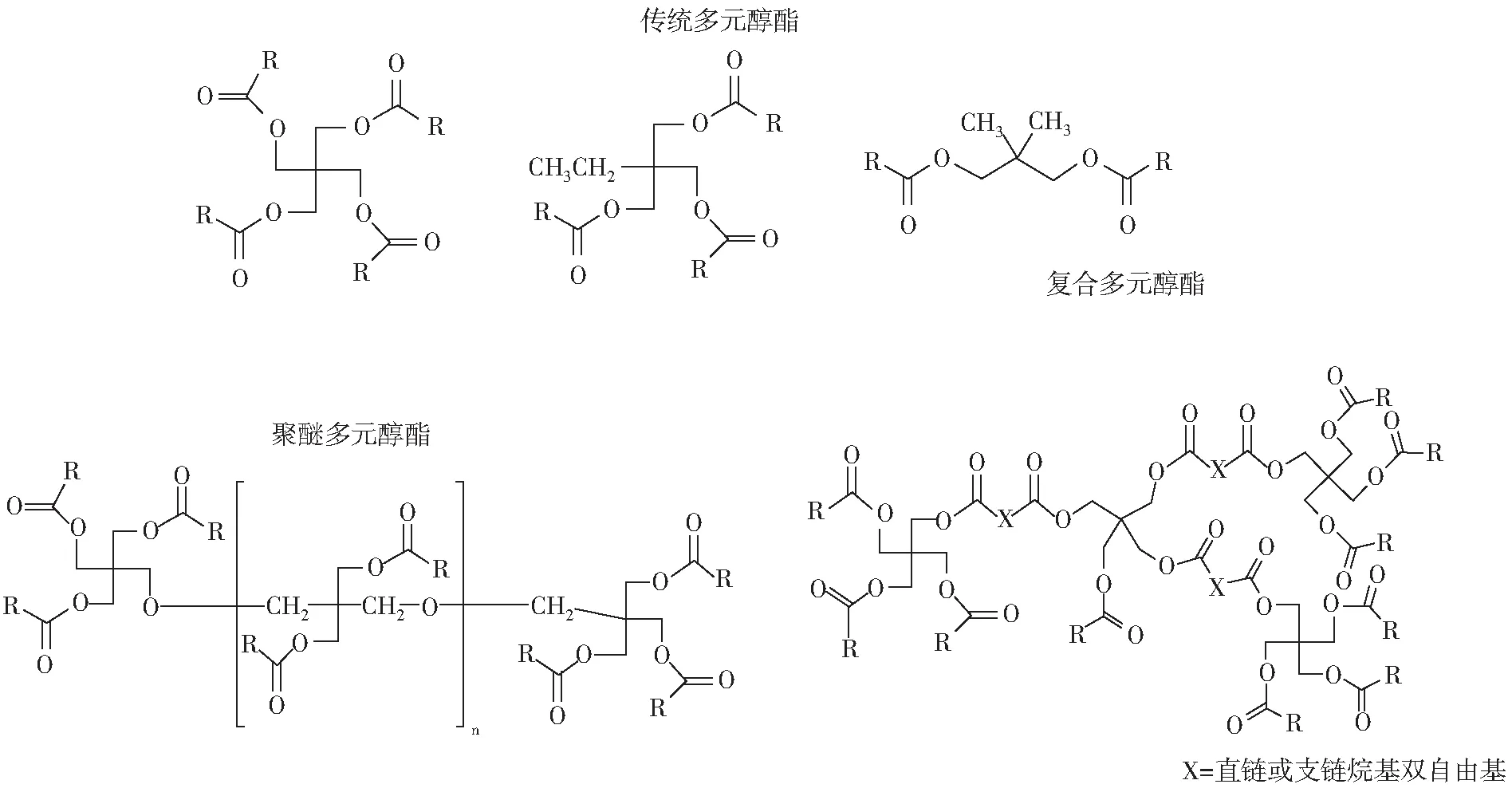
图2 多元醇酯的基本类型

图3 多元醇酯的分子结构模型
多元醇酯的最终性能取决于多元醇和脂肪酸组合方式[3]。通过调整图3中季戊四醇和支链/直链脂肪酸组分的种类与含量,改变酯的结构可实现产品固有性能的控制与调整,如润滑性、热稳定性、水解稳定性、相容性、低温流动性、耐蒸发性、黏-温性能等。酯的结构调整手段有:醇类型、酸结构、酸碳数、碳氧比、羟基值(转化率)等。
复合多元醇酯通常是由二元酸和多元醇形成的酯化产物。这类酯通常可以实现高黏度化的目标要求,但为达到-40 ℃仍保持液态及与R22的溶解性等目标,需对二元酸及多元醇的分子结构、酯化反应方式等进行精细筛选[4]。
1.1 国内外典型产品控制标准及主要产品性能说明
目前,适用于R22冷媒的N320黏度级别冷冻机油产品的控制标准主要为DIN 51503-1:2011-01产品标准,见表1。
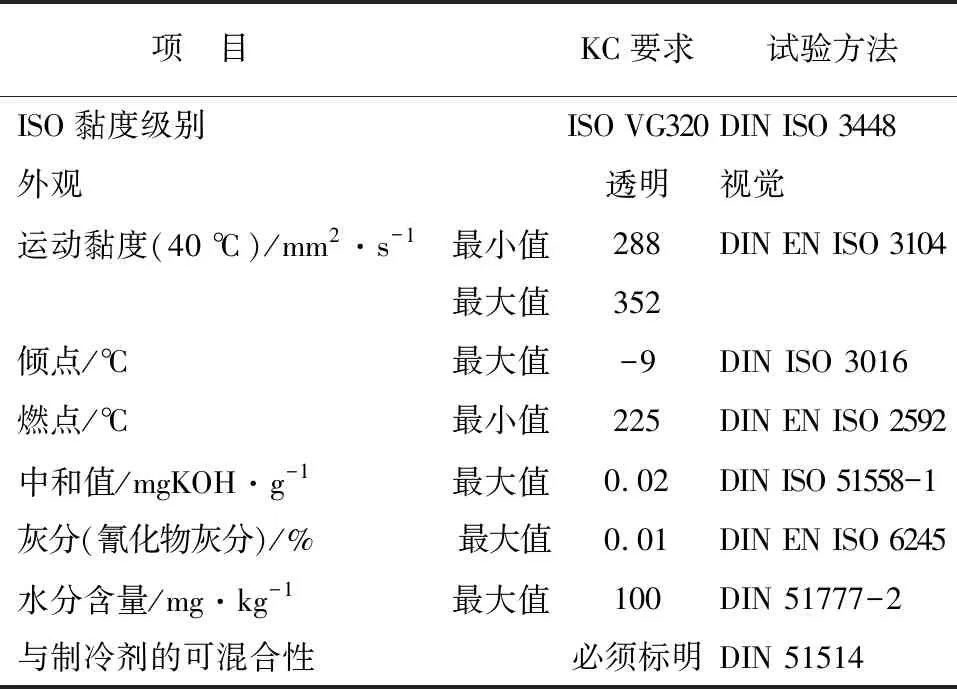
表1 能与氯氟烃混合的冷却机油KC(矿物油、烷基苯、酯和酯油复合物,DIN 51503-1:2011-01 KC)
需要说明的是参照DIN标准制定的《冷冻机油》GB/T 16630-2012标准中,对适用于R22冷媒的L-DRE产品规格,对油品的常规检测项目及控制指标提出了要求,但未涉及酯类油品与制冷剂的互溶性项目。DIN 51503-1:2011-01 KC 则要求“必须注明”油品与制冷剂的可混合性。
N320黏度级别POE型合成冷冻机油产品的市场销售,CPI公司和美孚公司是目前国际上POE型合成冷冻机油的主要供应商。比泽尔(Bitzer)公司采用CP4214-320产品作为其牌号“B320SH”的装机OEM用油。
1.2 技术性能指标与确定依据
N320黏度级别POE型合成冷冻机油产品的研制,拟选取多元醇酯合成润滑油基础油,配合适宜的添加剂方案。以美国CPI 4214-320冷冻机油(比泽尔OEM ,代号B320SH)为参比油,适用于以HCFCs类环保冷媒为制冷工质、对电绝缘性能、热化学稳定性能要求较为苛刻的全封闭式、半封闭、开式制冷压缩机。
冷冻机油的理化性质主要包括黏度、闪点、酸值(中和值)、低温特性(凝点、倾点等)、与制冷剂的化学稳定性、与制冷剂的互溶性、水分以及油品的颜色、机械杂质等项。为了合理地确定研制产品的性能指标,实验室对收集到的参比油进行了全面的性能分析,确定的研制标准见表2。
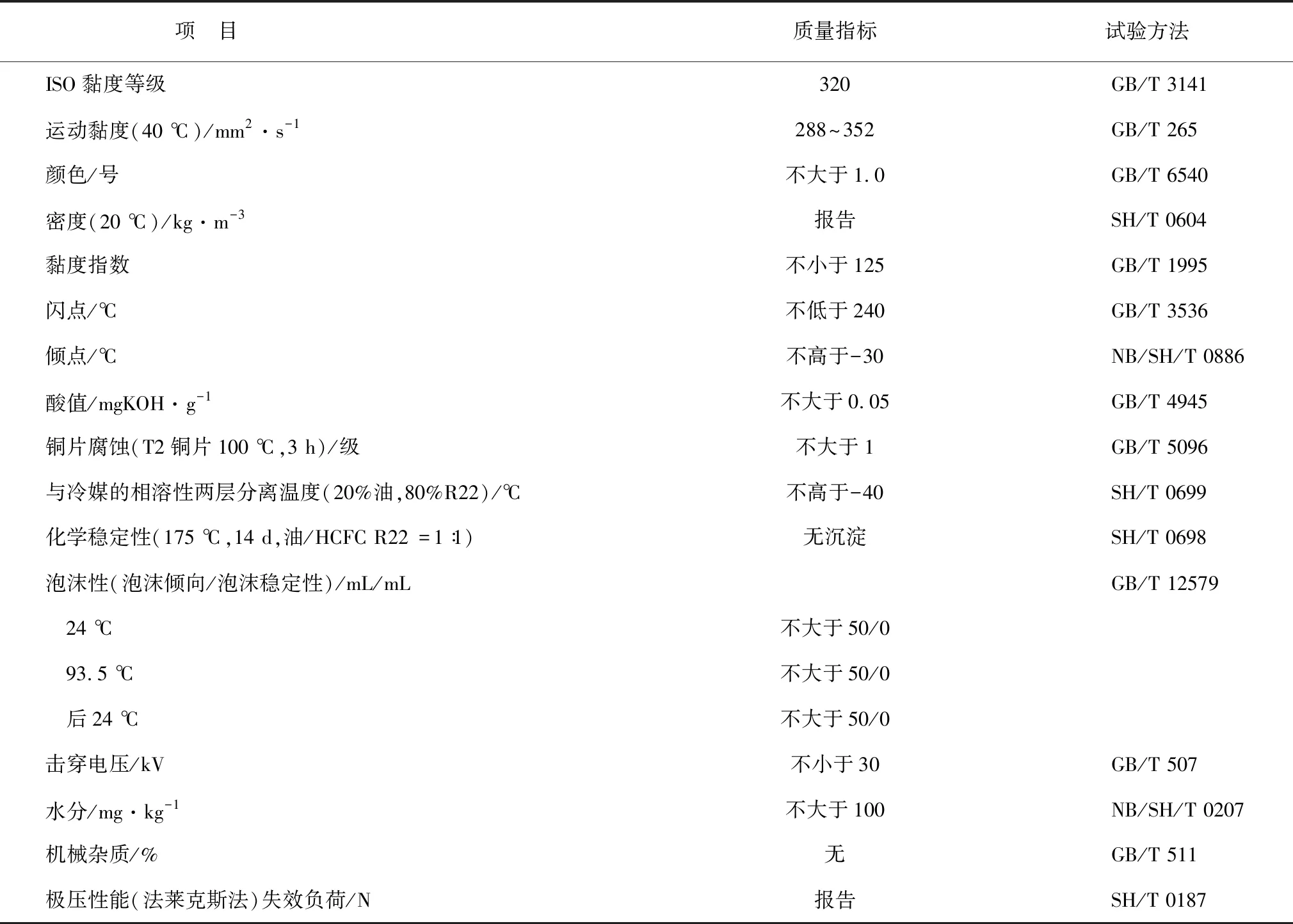
表2 N320黏度级别POE型合成冷冻机油产品研制指标
2 产品研制过程
研究经验表明,合成酯(POE)的性能取决于产品的“多元化分子结构特征、聚合度及相对分子量”分布,而“酯化合成工艺”是关键。
其次,通过酯的精制过程,除去粗酯中的杂质,如游离酸、原料携带的杂质、反应副产物、催化剂残留等,同时也会引入杂质,如碱洗过程引入的金属离子、吸附过程引入的吸附剂杂质等,这些杂质对合成酯的使用性能,如:储存稳定性、热稳定性、水解稳定性以及电绝缘性等产生不利的影响,需要采用后处理工艺予以去除。
最后,由于酯化过程中不可避免会存在少量的副产物及工艺处理过程中的残留物,为减少这些中间产物对油品使用性能的影响,需要通过搭配适宜的添加剂配方,并提升油品的综合使用性能。
2.1 基础油制备
酯类油的生产工艺一般包括酯化、碱水洗、蒸馏、后处理、过滤等步骤。酯类油生产技术方面,国外围绕稳定质量、降低成本、增强竞争力等方面开展工作,各生产厂家均发展了自己的专利技术,这些工艺技术研究在各公司均为核心机密,是其酯类油产品质量稳定、性能优异、在市场竞争中占据主动的关键,因此公开报道极少[5]。国内的酯类油产品线包含了单酯、双酯、芳香酯、多元醇酯及复酯,类型较全,但在品种系列的齐全程度上则与国外有较大差距。
基础油的研究重点,以有机羧酸和有机脂肪醇为原料,进行酯类基础油的合成,并以合成酯为基础油生产合成冷冻机油,成酯类基础油的化学反应如下:
工艺流程如下:
以混合有机羧酸和有机脂肪醇为原料,根据不同的碳数组合反应得到不同品种和不同黏度级别的基础油。
为获得理想的基础油,实验室从几个方面展开研究。
(1)原料选择及酯化工艺
相关的专利文献报道已详细阐述了合成酯的结构和性能的关系。在实验室合成了季戊四醇酯、双季戊四醇酯、多元醇复酯,其理化性能见表3。
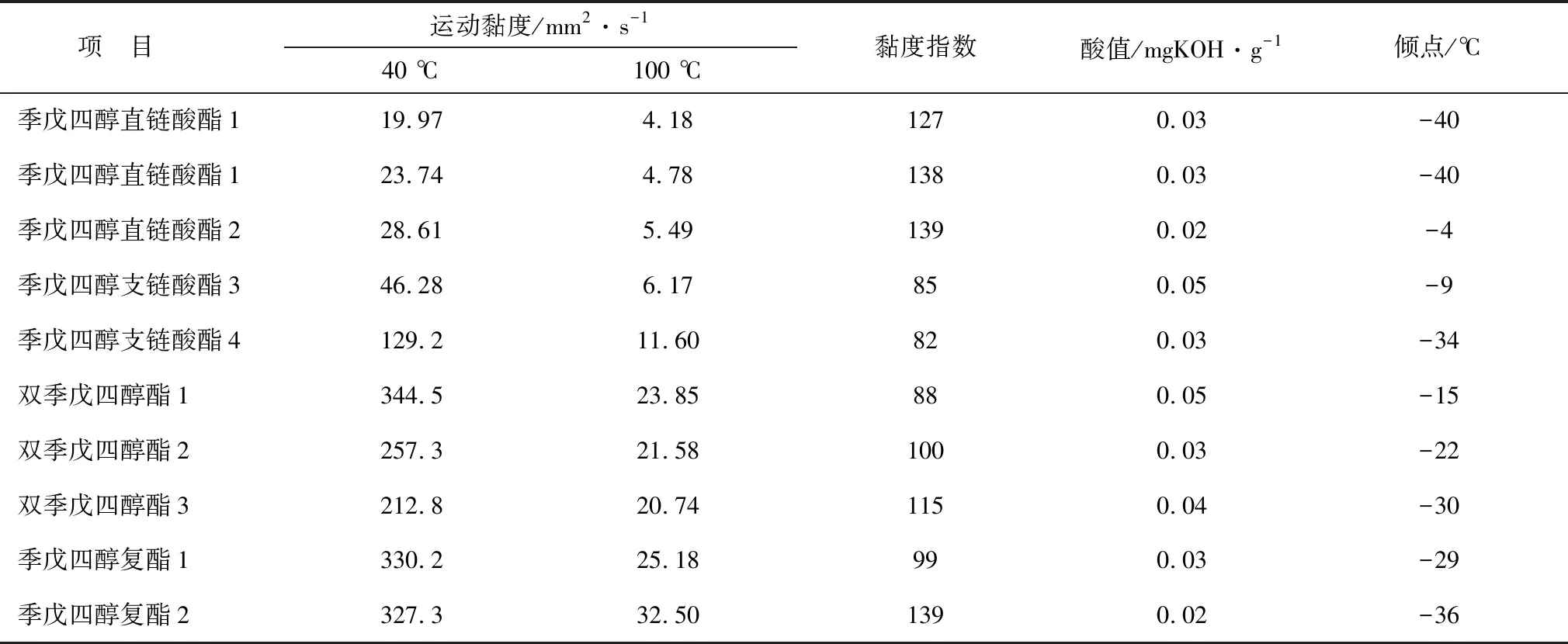
表3 不同种类合成酯的理化性能比较
季戊四醇直链酸酯黏度普遍较小。在直链酸中掺合一定量的支链酸合成的季戊四醇黏度虽有一定增加,但仍不满足要求。双季戊四醇酯的黏度较大,但倾点较高,黏度指数与进口油有较大差异。综合平衡黏度、黏度指数、低温性能等因素,确定以季戊四醇、二元酸、一元直链及支链酸为复酯的主要合成原料,通过调整各组分酸、多元醇的比例,获得高、低温性能兼顾的高黏度基础油,黏度指数与参比油相当。
(2)除酸工艺
粗酯中存在少量的游离酸等杂质,可以通过碱洗和水洗的方式除去,但是油品黏度较大,直接碱水洗的不利因素是容易造成乳化分水困难。本课题采用在基础油中和处理后、过滤、蒸馏的办法,除去残存的游离酸。
(3)后精制工艺
对蒸馏后的粗酯进行后精制处理,除去油中的残存催化剂、碱金属等微量杂质,采用多梯度精滤及闪蒸分离等方式,最终得到高纯度的合成基础油。
(4)基础油性能测试
采用前述工艺流程,制得的基础油样品数据列于表4。

表4 基础油样品的性能分析
2.2 添加剂复配
为了使油品满足制冷压缩机的使用要求,需要
在基础油中添加某些功能添加剂,如极压抗磨剂、抗氧剂、金属钝化剂、抗水解剂等。昆仑RHY6603复合剂是中国石油昆仑冷冻机油的专用添加剂,参考用量(外加法)1.35%,技术要求见表5。
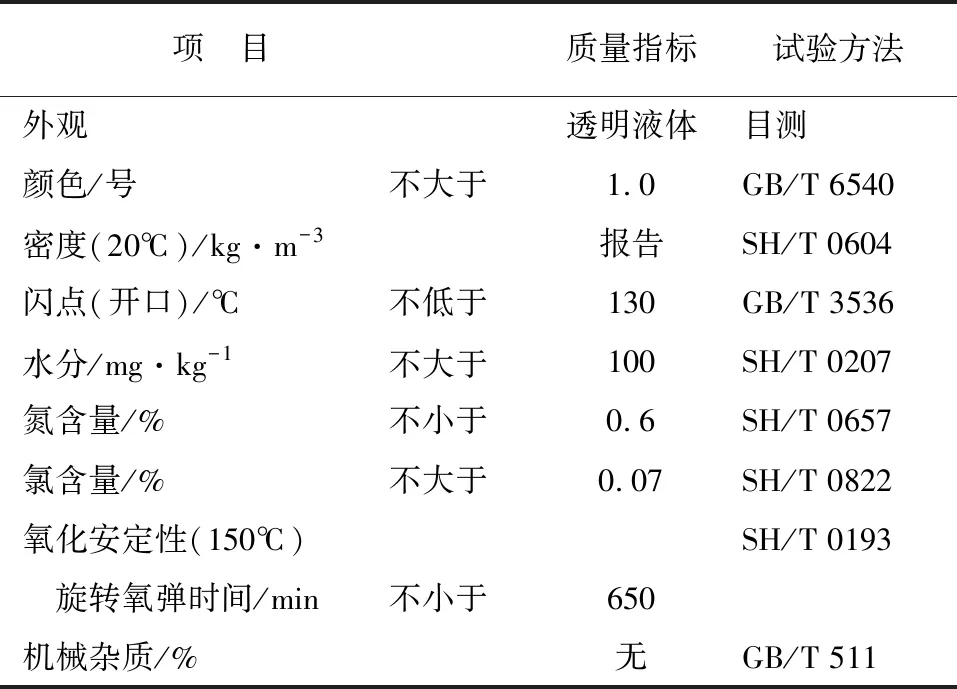
表5 RHY 6603冷冻机油复合剂技术要求
3 性能评价
3.1 常规理化性能评价
实验室对最终确立的冷冻机油各组分进行匹配,形成最终产品方案,并对成品小样的典型性质进行分析,油品评价结果见表6。 对比实验室小样常规理化性能分析,达到产品研制标准要求,与国外参比样品性能接近。

表6 N320黏度级别POE型合成冷冻机油产品实测值

表6(续)
3.2 特殊理化性能评价
为了进一步比较研制产品与参比油的性能差异,实验室从多方面进行了油品模拟性能的对比。
(1)研制产品与参比油的热化学稳定性能对比
按照SH/T 0698-2000《在制冷系统中冷冻机油化学稳定性试验法(密封玻璃管法)》,分别在耐压玻璃管中装入参比油和研制油(油量约为0.7 mL),通过制冷剂加注装置,按1∶1的比例注入R22制冷剂后,将玻璃管熔封,放入175 ℃ 的高温烘箱中进行老化试验,以考察冷冻机油的热稳定性和化学稳定性。336 h(14 d)、672 h(28 d)后取出玻璃管并对试管内的混合液外观和金属催化剂进行评价,见表7。
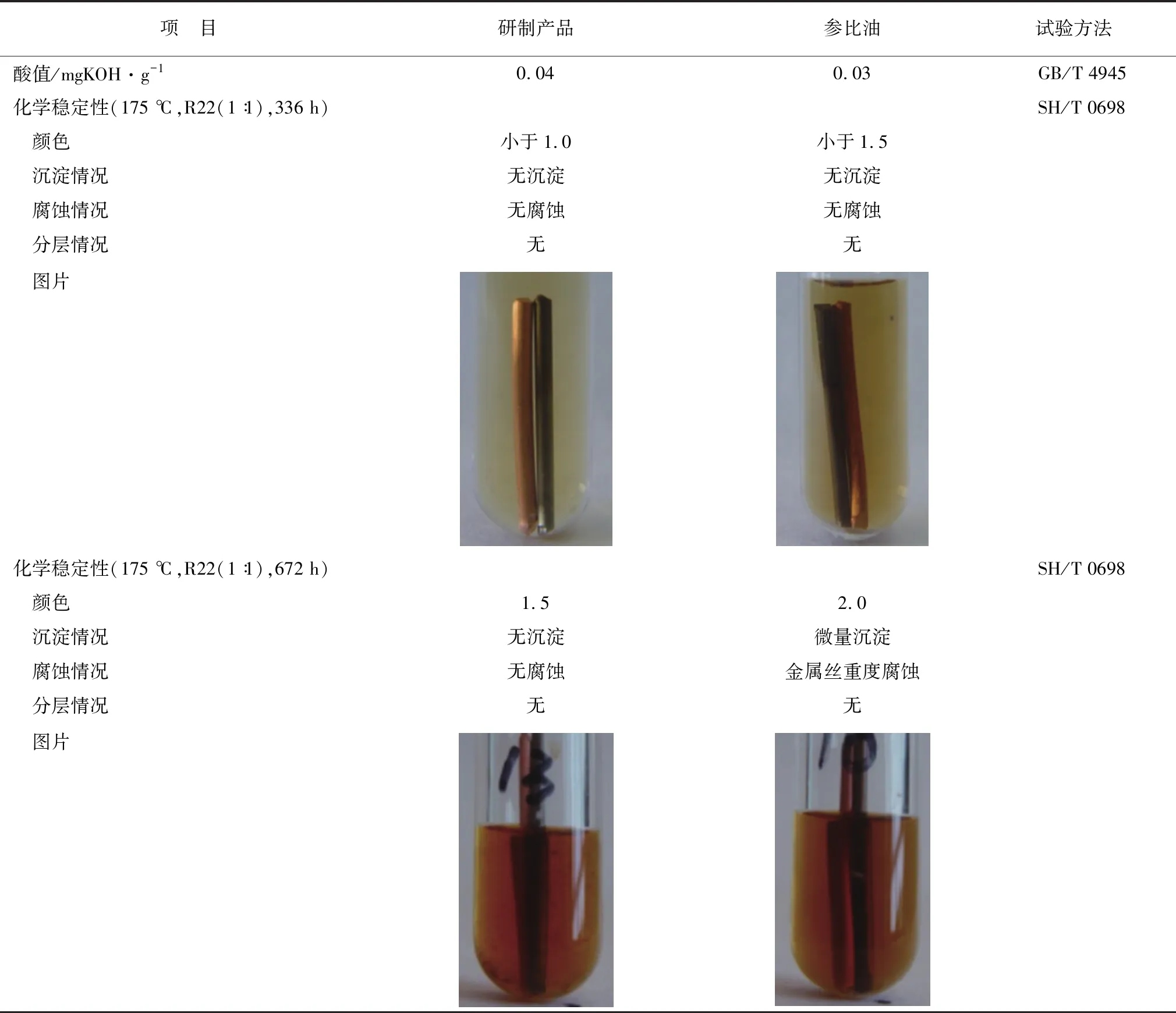
表7 研制产品化学稳定性对比测试结果
从表7可知,N320黏度级别POE型合成冷冻机油“化学稳定性”优秀,达到了参比油性能水平。
(2)研制产品与参比油的“抗磨损”性能对比
法莱克斯四球测试结果见表8。
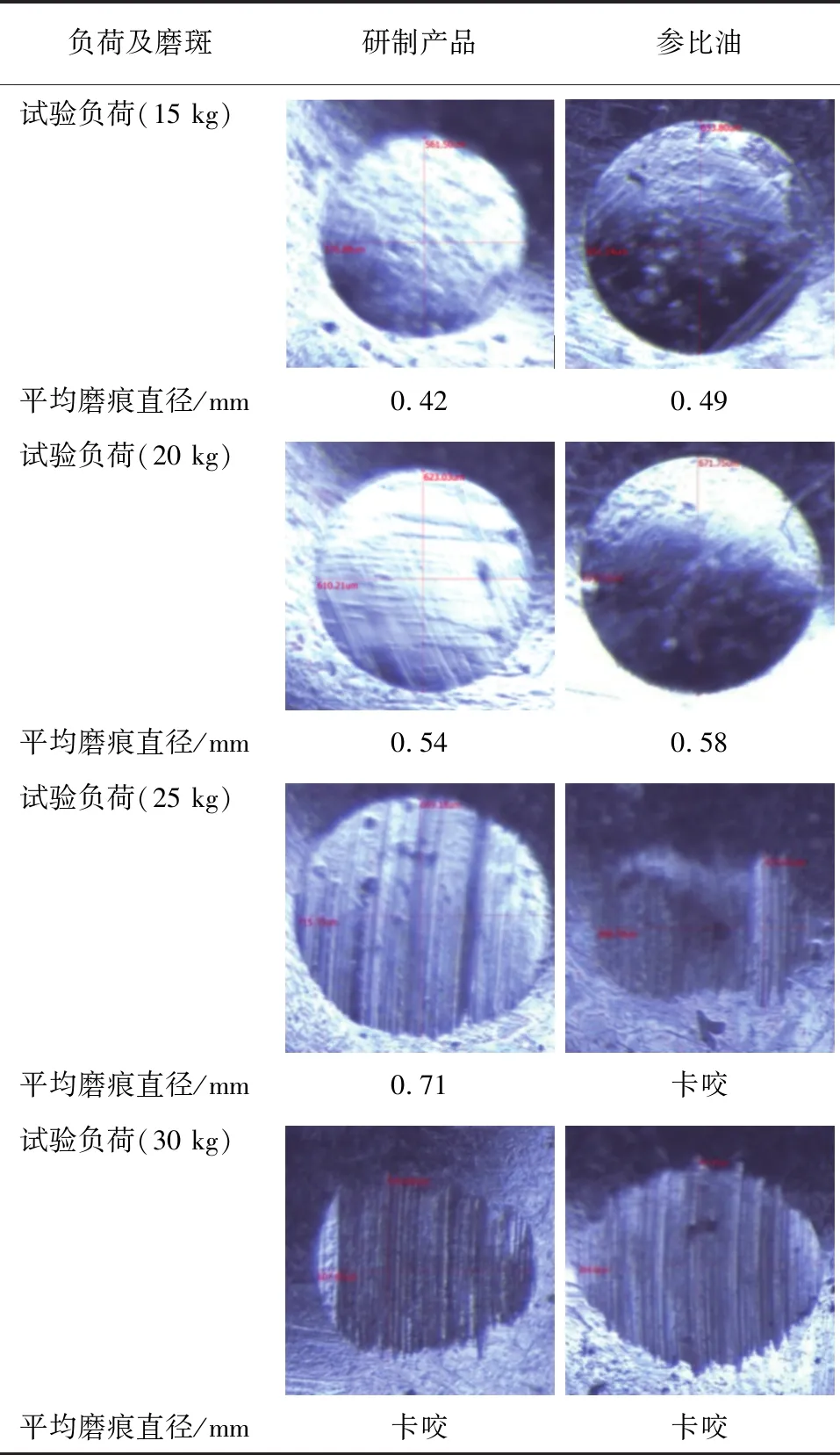
表8 抗磨性能试验对比测试结果(法莱克斯四球, 60 min)
进行制冷剂共存条件下的环块磨损试验,试验条件:制冷剂R22,试验温度80 ℃,制冷剂压力500 kPa,试件转速300 r/min,试验负荷500 lbf,注油量为120 mL。测试装置结构见图4,环块磨损性能测试仪的结构见图5,试验结果见表9。
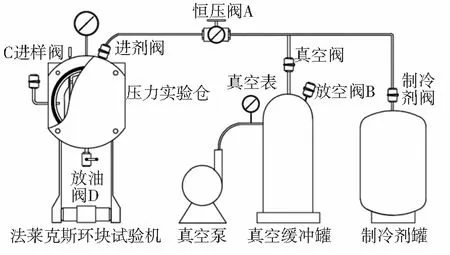
图4 润滑油与制冷剂混合状态下抗磨损性能测试装置结构
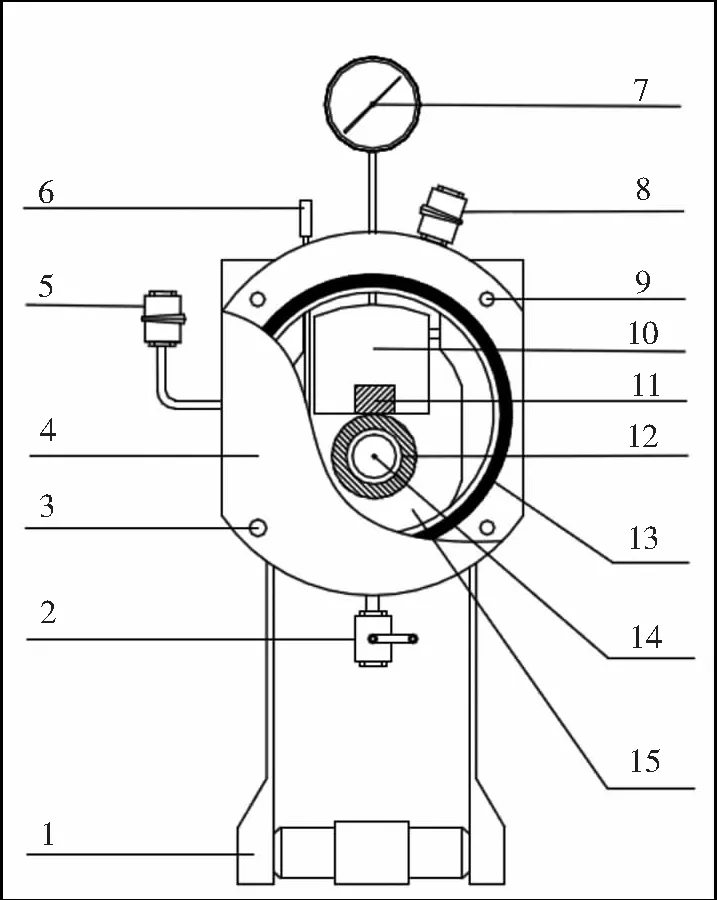
1-负荷杠杆;2-排油阀;3-紧固螺栓;4-压力仓盖;5-注油口;6-温度传感器;7-磨损测量表;8-进剂阀;9-紧固螺口;10-试块架;11-试验块;12-试验环;13-密封圈;14-传动主轴;15-试验压力仓
图5 环块磨损性能测试仪的结构
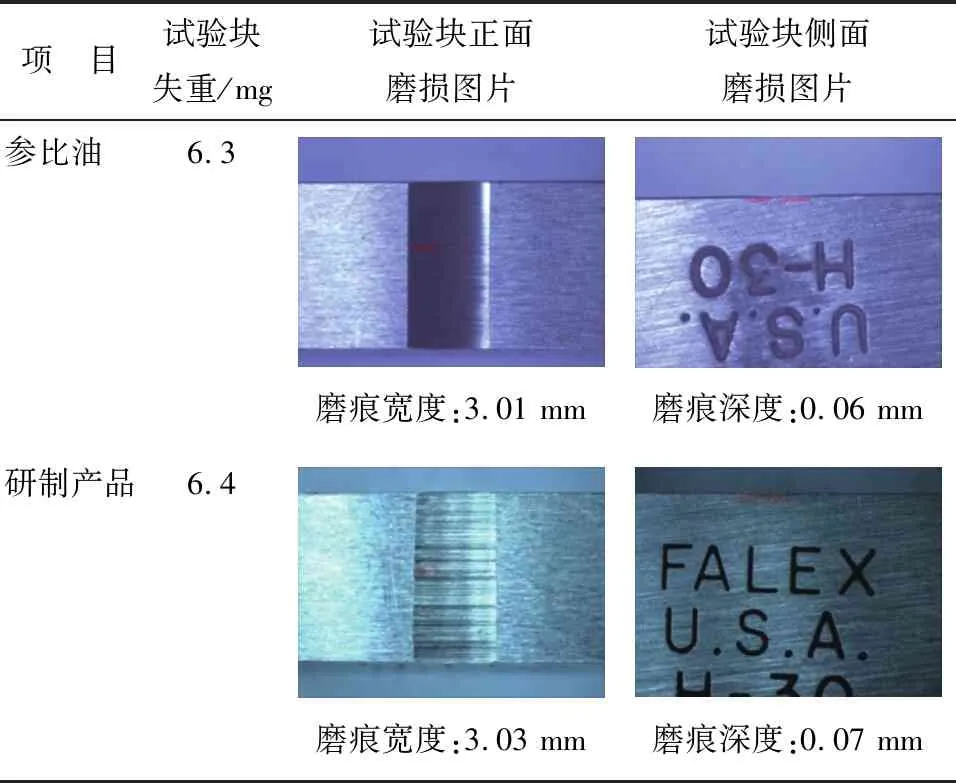
表9 抗磨性能试验对比测试结果(油/剂混合法莱克斯环块)
由表8、表9可知,研制产品“抗磨性”优秀,达到了参比油性能水平。
(3)研制产品与参比油的“水解稳定性”性能对比
进行不同试样条件的水解稳定研究,试验按照SH/T 0301《液压油水解安定性测定法(玻璃瓶法)》进行操作,将试验温度设定为93 ℃,试验时间168 h,并加入铜片和钢丝作为催化剂,见表10。
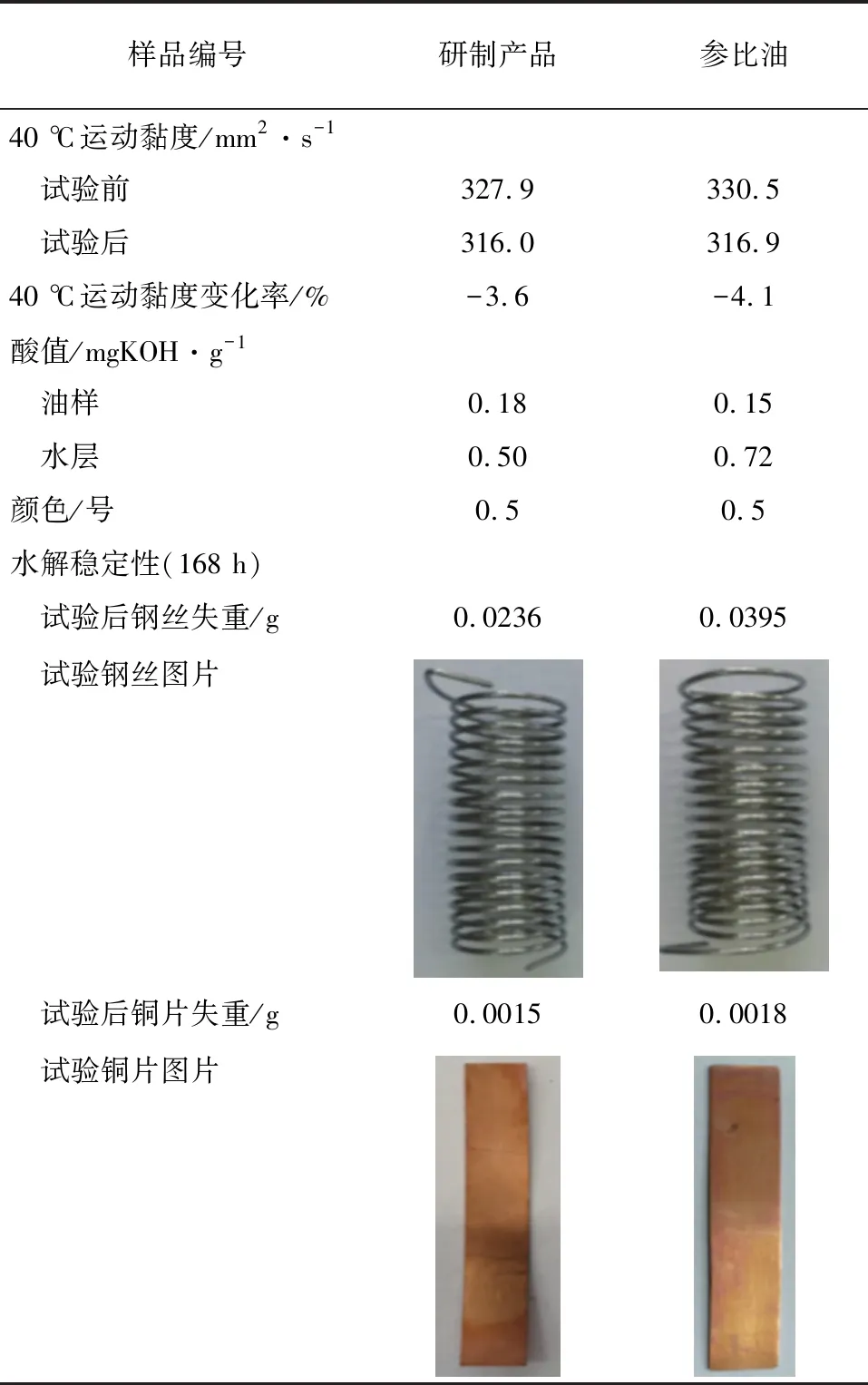
表10 水解稳定性试验对比测试结果(试验温度:93 ℃,试样数量:75 g,水含量:25 g,试验周期:168 h)
由表10可知,研制油产品“水解稳定性”优秀,达到了参比油B320SH性能水平。
4 研制油的应用
BITZER CSH8571-140半封闭螺杆式压缩机结构紧凑,制冷效率高,采用R22制冷剂,装机用油使用N320黏度级别POE型合成冷冻机油,广泛应用于船舶和商用的空调系统,因而研制油在该系统上的评测具有较强的代表性。为验证研制油在R22制冷系统中的应用效果,在国内某大型石化企业的生产设备上进行了规定工况条件下的评测,该压缩机主要参数见表11。
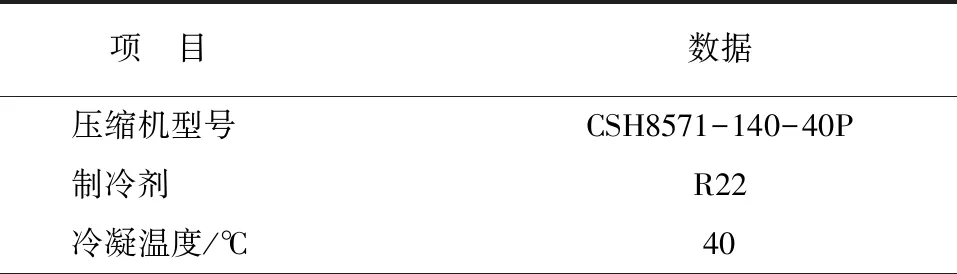
表11 CSH8571-140压缩机设备参数
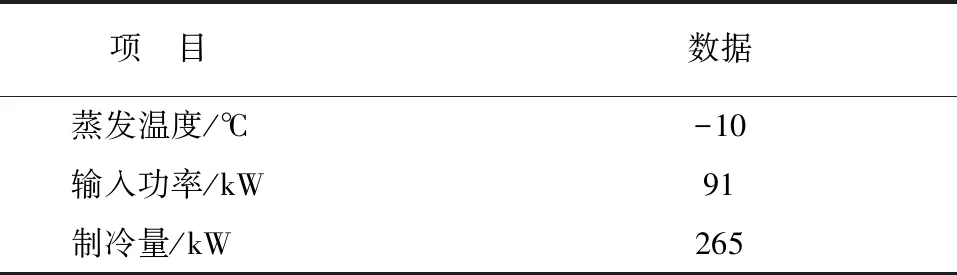
表11(续)
评测过程中,压缩机运行平稳。试用后油品的关键磨损金属元素铁、铝、铜质量分数均小于5 μg/g,表明研制油在制冷系统内部运行情况很好,压缩机磨损轻微。
5 结论
N320黏度级别POE型合成冷冻机油产品,是一款专为R22的螺杆机而开发的酯类(POE)合成冷冻机油。较高的工作黏度可以在转子之间产生良好的密封性,并且可以在轴承及密封件当中提供良好的润滑;在低温状态下可提供良好的溶解度,并确保油浴式蒸发器有良好的回油及较好的热交换效率;其极低的挥发性提供良好的油气分离性。
评价的结果表明,该研制油满足制冷系统的基本要求;对研制油与制冷剂的临界溶解温度、化学稳定性、抗磨损性、水解稳定性等关键性能评价的结果表明,该研制油与R22制冷剂相适应,并可以应用于相应的制冷系统。
