注塑机关节润滑油的开发
2019-12-27曹静思
曹静思
中国石化润滑油有限公司北京研究院
本文通过分析影响注塑机关节润滑的因素,依据注塑机锁模装置关节和拉杆的具体工况,开发了一款具有低气味、优良的极压抗磨性能和抗泡性能、良好的黏温性能和防锈防腐蚀性能的注塑机关节油,可为大型注塑机关节部位提供优异的润滑保护。
塑料机械包括三大品类,依次是注塑机、挤出机、吹塑机,其中注塑机占整个塑料机械的70%左右[1]。《2018 年中国注塑机行业发展现状分析及未来五年发展前景预测》中指出,2017—2020 年中国注塑机市场复合增长率为6%,至2020 年中国注塑机市场规模可达536 亿元,注塑机市场将越来越广阔[2]。注塑机是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即黏流态)的塑料以高压快速注射入闭合好的模腔内,经固化定型后取得制品的机器,注塑机主要由锁膜装置和挤出机两大部分构成,其工艺可分为锁模、注射、保压、冷却塑化、开模、脱模等动作过程,注塑机的组成见图1。
注塑机锁模系统是注塑机最重要的机械部件,占整个注塑机成本的1/3,注塑成型是靠模具和注塑机一同来完成的,而通过模具成型出来的产品的好坏是同注塑机锁模系统的良好运行和工作精度紧密相关的。注塑机的锁模装置组成见图 2[3~5]。
注塑机锁模装置一般采用液压机械连合型式,此结构简单可靠制造成本低,但润滑点较多。模具生产时的压模力全靠此部位执行,因此锁模部位的润滑非常重要,如果此部位润滑不及时或润滑失效,将会造成生产的产品精度降低、开锁模噪音增大、机械部件的损坏和折断等不良后果,严重时会导致设备损坏和维修成本增加。因此,急需开发一款可为注塑机关节、拉杆等部位提供优异润滑保护的注塑机关节油。
影响注塑机关节润滑的因素
注塑机锁模关节具有3 个显著特点:机构力增大的特性、自锁性能和速度呈现慢-快-慢的特性。目前注塑机关节润滑现状不容乐观,注塑机设备因润滑不足而造成设备加速磨损,致使精度降低和设备损坏。注塑机关节磨损实物见图3。
研究表明,在多数情况下,注塑机锁模关节的润滑属于典型的弹性流体动力润滑(简称弹流润滑),影响弹流润滑偏离经典弹流润滑理论的3 种因素为:温度效应、润滑剂的非牛顿效应和表面粗糙效应[6]。对注塑机关节处润滑失效原因进行分析,其与上述3 种因素息息相关,具体表现如下:
◇温控失效:研究表明润滑剂和接触表面的温度是决定弹流润滑失效的因素之一。注塑机关节因长时间受到不断往复摩擦,根据雷诺方程,润滑油膜的压力与膜厚的二次方成反比,当膜厚下降时,压力迅速增大,油膜的承载能力也迅速增大。另一方面,膜厚的下降又会增大润滑膜内的剪切应变率,从而导致温度增加。温度增加,润滑油黏度将大大地降低,又因压力与黏度成正比,所以,润滑油黏度的下降又会导致润滑油膜承载能力的降低,从而导致机械零件很快磨损,直接影响机械零件的性能和寿命。因此,要求注塑机关节处润滑油应具备良好的黏温性能和承载能力,以避免温控失效现象的发生。

图1 注塑机的组成
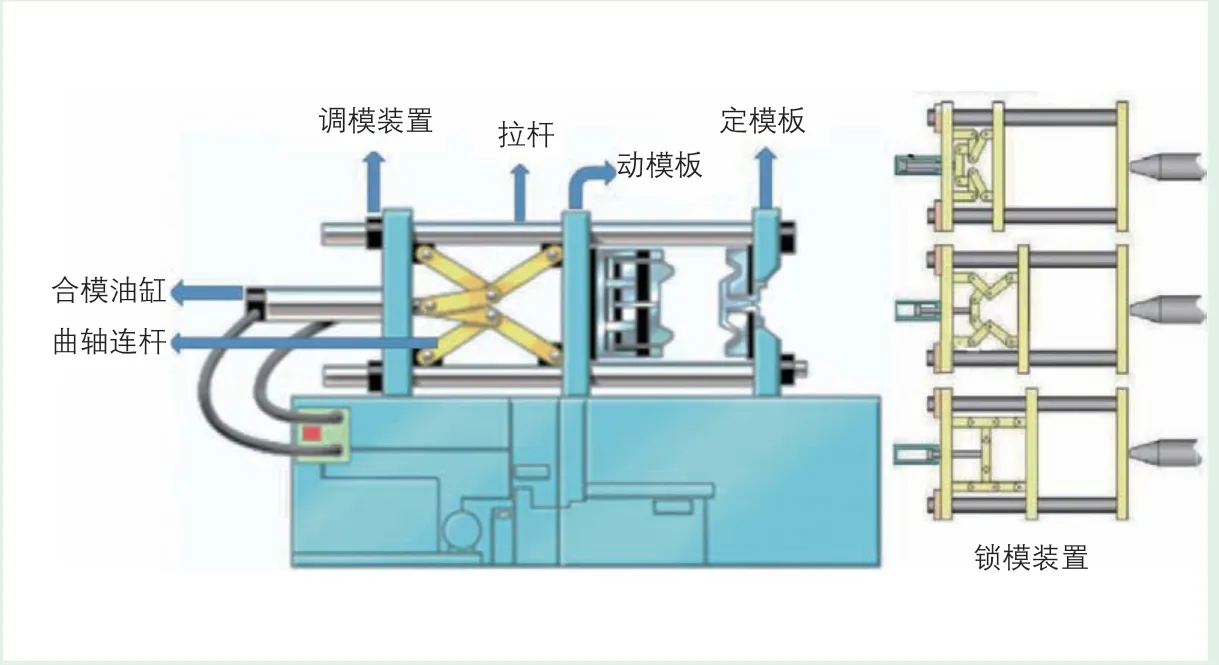
图2 注塑机的锁模装置组成

图3 注塑机关节磨损实物
◇润滑剂的非牛顿效应:由于润滑油膜具有黏塑性,注塑机关节处的润滑油在锁模力不断增加的情况下,其油膜在界面处很容易滑移,滑移导致进入润滑接触区的润滑油流量显著减少,从而使油膜厚度降低,致使无法为注塑机关节提供良好的润滑保护。因此,注塑机关节处润滑油应具有良好的极压性能。
◇表面粗糙效应:表面粗糙效应与注塑机的生产工艺相关,润滑油在粗糙表面接触区的侧泄可引起弹流油膜的完全丧失,且机械杂质的存在会加速设备的磨损。近年来,注塑机厂家生产工艺不断完善,对注塑机的润滑也越来越重视,表面粗糙效应导致的润滑失效往往是由于外界杂质造成的,所以定期对润滑油及其装置进行保养和检查非常重要。
注塑机关节油产品开发
注塑机关节的润滑要求
开发注塑机关节油,首先需要了解注塑机关节的润滑要求。注塑机的润滑系统根据所使用润滑剂类型的不同,分为润滑油和润滑脂两个类别:润滑脂润滑主要为小型机;大型注塑机锁模执行关节润滑均为润滑油润滑,如锁模力在700 t 及以上机型,需要使用润滑油对关节、拉杆等部位进行间歇式润滑。随着对机械产能要求的不断提升,大型注塑机的应用越来越广泛。通过分析大型注塑机锁模装置关节和拉杆的具体工况,其对润滑油的性能要求如下:
◇极压抗磨性能:注塑机在模具闭合后,会供给模具足够的锁模力(700~2 400 t)以抵抗高压熔融塑料进入模腔内产生的模腔压力,防止模具开缝,避免造成制品出现披锋和尺寸偏差的不良现状[7,8]。锁模关节在瞬间加压条件下由静止变为运动状态,动模板孔与拉杆产生巨大的摩擦力,为保护机器动模板孔与拉杆处不被磨损,要求润滑油具有良好的极压抗磨性。
◇合适的黏度:在注塑机的开合模过程中,为了使关节与拉杆处保持足够的油膜厚度以防止机械磨损,要求油品具有合适的黏度。油品黏度过低,不能有效吸附在零部件之间,影响润滑油的润滑和极压抗磨效果;油品黏度过高,在启动之初,不易在短时间内被送至零部件之间,从而导致磨损加剧。根据注塑机锁模力的大小、操作温度和操作速度,注塑机锁模关节一般选用40 ℃运动黏度在68~220 mm2/s左右的润滑油,锁模力越大,选用油品的黏度应越高,润滑保护效果越好。
◇抗泡性能:锁模执行关节在运动过程中,由注塑机上稀油润滑泵自动经油路注射到锁模执行关节内,随着稀油润滑泵的高速运转,润滑油不断地被搅动,容易产生泡沫,泡沫可能会造成润滑不足、影响散热,要求润滑油具有良好的抗泡性。
◇低气味要求:注塑机锁模关节外设有安全防护装置,但此装置不能有效与外界空气隔绝,因此要求油品具有低气味的特点。
◇氧化安定性:注塑机的锁模装置属于间歇润滑,对油品的氧化安定性能要求不高。
◇抗乳化性能:注塑机通常位于厂房内部,所处环境相对整洁且不易与水分接触,所以锁模装置润滑部件对油品的抗乳化性能要求不高。
综上所述,结合影响注塑机关节润滑的因素分析,依据注塑机锁模装置关节和拉杆的具体工况,注塑机关节油应具备的基本性质包括:低气味、优良的极压抗磨性能和抗泡性能、良好的黏温性能和防锈防腐蚀性能[9,10]。
注塑机关节油的开发
基础油的选择
注塑机模具生产时的压模力全靠锁模部位执行,若此部位润滑失效,会造成产品尺寸不均匀、机械部件的损坏和折断、模具经常打不开、开锁模过程能耗增加、开锁模噪音大等不良后果,因此锁模部位的良好润滑非常重要。润滑油膜的形成与油品的黏度密不可分,黏度大,形成的润滑油膜厚,设备润滑保护就好。因此,根据以往经验及前期试验尝试,基础油选择方面要兼顾黏度、黏度指数、倾点、闪点等特性指标。本产品考察的基础油典型理化数据见表1,最终优选B、C 和D 的组合作为注塑机关节油的基础油。
添加剂的选择
注塑机关节油要求具有优良的极压抗磨性能,油品可以迅速地形成边界吸附膜或化学反应膜,以防止磨损、擦伤或胶合,从而保护机器动模板孔与拉杆处不被磨损。选择了2 种硫磷型极压抗磨剂(添加剂SP1/SP2),以筛选得到的基础油为基础油调配了油品。油品极压抗磨性能评定结果见表2。
由表2 可见,在相同加剂量下,添加剂SP1 的烧结负荷PD和磨斑直径D的试验结果均优于添加剂SP2,因此最终选取添加剂SP1 作为注塑机关节油的极压抗磨剂。

表1 基础油典型理化数据
泡沫可能会造成润滑不足、影响散热,要求注塑机关节油具有良好的抗泡性能。在含抗磨剂的基础油中加入抗泡剂P(聚丙烯酸酯类)和M(改性硅氧烷类)进行考察,抗泡性能的考察结果见表3。
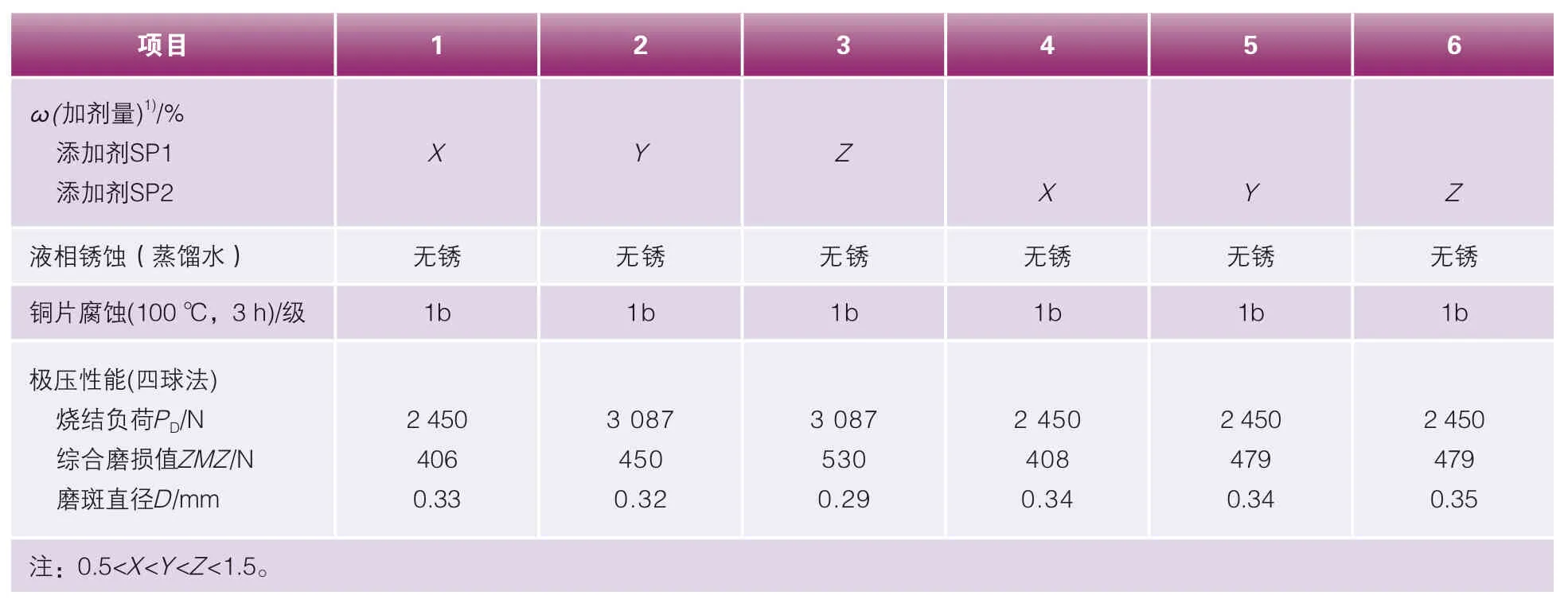
表2 油品极压抗磨性能评定结果
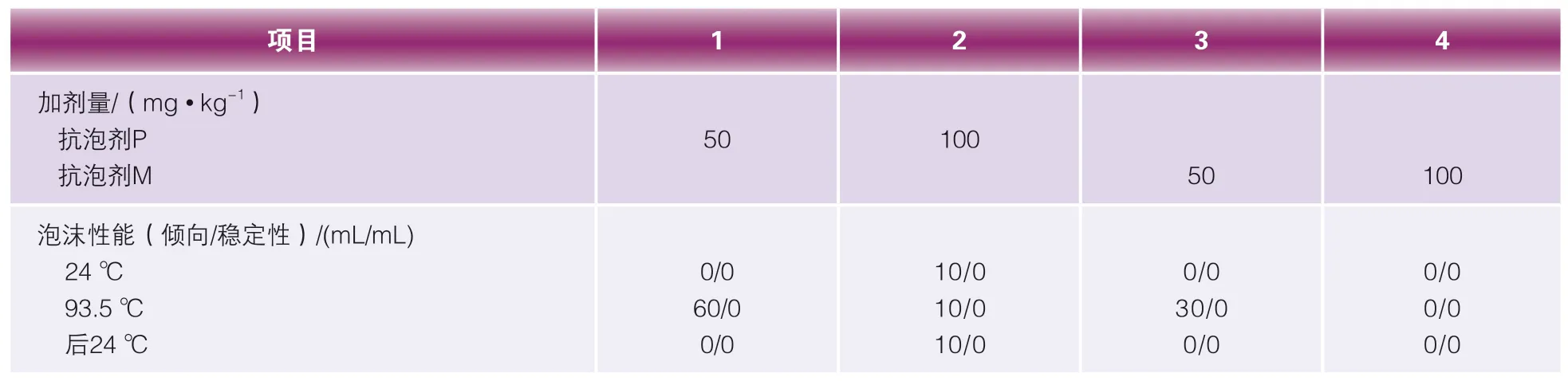
表3 抗泡性能的考察结果
由表3 可以看出,抗泡剂M 在加剂量为100 mg/kg 时,表现优异,因此选取抗泡剂M 作为注塑机关节油的抗泡剂。
注塑机关节油的产品性能
经过对基础油和添加剂不同组合的开发和试验测试,最终开发了150 和220 共两个黏度级别的注塑机关节油。长城注塑机关节油典型数据见表4,与2 种国内产品的主要性能比较见表5。
从表5 可以看出,长城注塑机关节油与国内产品的性能相当,且具有更好的极压性能和抗泡性能。

表4 长城注塑机关节油典型数据

表5 注塑机关节油与国内油品的性能对比
结论
根据注塑机关节的润滑要求,通过对基础油、添加剂的筛选,开发了一款具有低气味、优良的极压抗磨性能和抗泡性能、良好的黏温性能和防锈防腐蚀性能的注塑机关节油。该产品对油品的极压抗磨性能、抗泡性能进行了着重提高,使油品对于注塑机关节、拉杆的工况具有更好的适应性,适用于大型注塑机,可提供良好的润滑保护,保证设备的安全高效运行。